

Какой должна быть
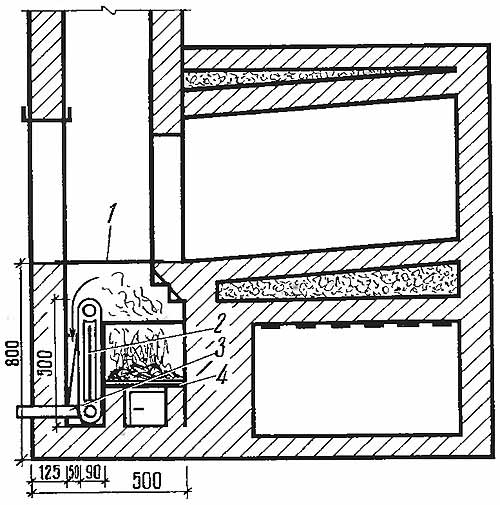
Казалось бы, нет ничего проще, чем своими руками заменить подходящую поверхность кирпичной печи на металлическую вставку, получив плиту для приготовления пищи. На деле все значительно сложнее. Печка — сложное устройство, и происходящие в ней теплофизические процессы зависят от правильного расположения ее элементов.
К печам этого типа предъявляют особые требования. С одной стороны, она должна эффективно накапливать тепло в толще кирпичной кладки, с другой — забирать значительную часть теплоты на нагрев варочной поверхности. В летнее время, когда отопление дома не требуется, варочная плита должна быстро прогреваться при экономном расходе топлива.
Требования
Теоретически варочную поверхность можно сделать из любого материала, способного нагреваться до высоких температур при топке печи. На практике же используют чугунные плиты с отверстиями, закрытыми съемной крышкой.
Такая конструкция позволяет получить на плите зоны с разной температурой. Теплопроводность чугуна, в отличие от стали, не очень высока, поэтому на плоскости плиты можно подогревать пищу, а также варить или тушить «на медленном огне». А открыв крышку, можно добиться прямого нагрева посуды открытым пламенем, что позволяет быстро вскипятить воду или пожарить пищу на сковороде.

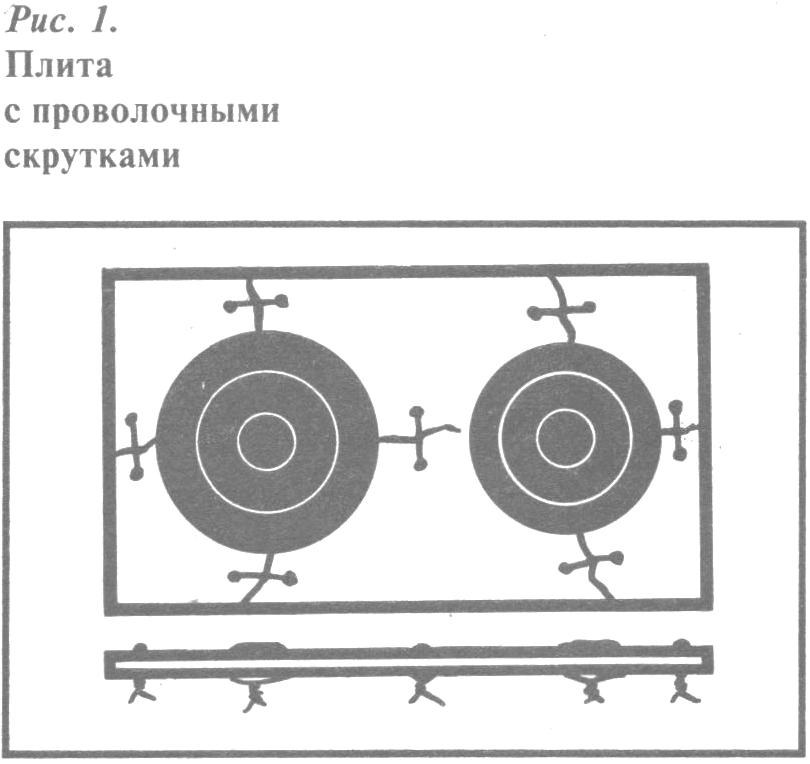
Наиболее практичны конфорки, показанные на фото, состоящие из концентрических колец разного диаметра — их можно подобрать под размер дна посуды. Кроме того, зазоры между кольцами компенсируют температурное расширение чугуна, возникающее при перегреве, и плита без повреждений выдерживает многократные циклы нагрева и остывания. Сплошные чугунные плиты менее надежны и требуют более аккуратной топки.
Материалы
Какой кирпич предпочтительнее для кладки печки, оснащенной варочной панелью? В большинстве случаев на схемах-порядовках печей для дома, дачи или бани можно увидеть кирпич двух видов: обычный керамический полнотелый и огнеупорный шамотный — его чаще всего обозначают желтым цветом. Из шамотного кирпича своими руками выкладывают те части, которые при топке испытывают наибольшие тепловые нагрузки: топливник и свод печи, часть дымового канала непосредственно после топочной камеры.
Главное отличие шамотного кирпича — его повышенная теплоемкость. Он способен накапливать и длительно отдавать полученное тепло более эффективно, чем керамический. Для кладки отопительной печи, и особенно печки для бани это — неоспоримый плюс.
Но если печка используется преимущественно как варочная, то повышенная теплоемкость шамота скорее недостаток: он будет поглощать значительную часть тепла, и на приготовление пищи потребуется больше времени. Летом готовить на такой плите будет невозможно — в комнате станет жарко и душно.
Если печь используется в основном для приготовления пищи, рекомендуется использовать минимальное количество шамотного кирпича!
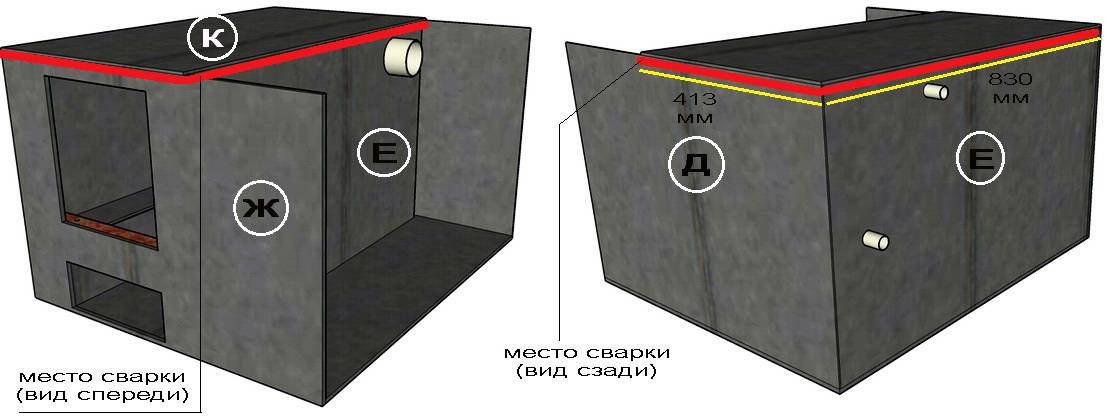
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:

Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
https://youtube.com/watch?v=Xoamtv9bsXs
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Текущий ремонт: профилактика серьезных разрушений
Устранение мелких проблем
Мелкий ремонт печи на даче или в жилом доме сможет выполнить любой хозяин, даже если он не имеет навыков в строительстве.
- Потертости, появившиеся на предтопочном листе, затрудняют уборку и могут стать причиной возгорания. Прохудившийся металл нужно снять, защитить напольное покрытие листом асбеста и прибить сверху кровельную сталь необходимого размера.
- Чтобы заменить колосниковую решетку, необходимо извлечь из печи старую деталь и очистить участок от сажи. Новая решетка должна быть точно такого же размера, как вышедшая из строя. Ее укладывают на место без раствора аналогично старым колосникам.
- Дважды в год необходимо осматривать дымоход на наличие посторонних предметов и мусора. Для чистки каналов от сажи рекомендуется использовать специальные химические препараты.
Обновление кладочных швов
Прохудившиеся швы портят внешний вид кирпичной кладки и пропускают в помещение вредные газы. Чтобы обнаружить слабые участки, печь рекомендуется протопить – так станут заметны крупные трещины. Для устранения проблемы необходимо расчистить швы на 2–3 см, предварительно размочив водой. Далее стенки хорошо промывают чистой водой при помощи щетки.

Углубление швов кирпичной кладки
Получившиеся углубления заполняют новым глиняным раствором, тщательно уплотняя смесь и затирая пустоты. Для увеличения стойкости раствора к растрескиванию к глине можно добавить немного поваренной соли – 300–350 граммов на ведро раствора. Широкие щели рекомендуется уплотнить огнеупорным шнуром. При необходимости стенки штукатурят и белят или обкладывают плиткой.
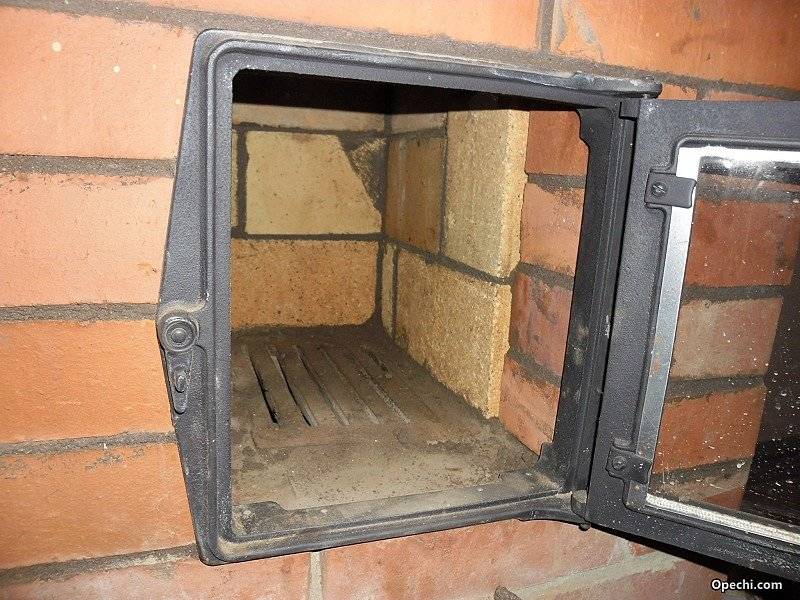







Уплотнение топочной дверки и варочной плиты
Щели, образующиеся между дверками и кладкой вследствие механических нагрузок и температурного расширения, также начинают пропускать в помещение опасные газы. Ремонт печи своими руками в этом случае начинают с очистки поверхности и удаления старого раствора. Очищенный участок промывают и грунтуют термостойким клеем, разведенным в таком же объеме воды.

Керамический шнур для уплотнения
По периметру дверки крепят уплотнительный асбестовый или керамический шнур – он защищает глину от растрескивания, компенсируя различия температурного расширения материалов. Чтобы не купить вместо огнестойкого шнура подделку, опытные печники рекомендуют поджигать покупку, не отходя от кассы. Далее участок вокруг дверки затирают ремонтным раствором и оставляют для просушки не менее чем на сутки.

Затирка швов над дверкой
Аналогично устраняют щели, появляющиеся между варочной плитой и стенками. Чтобы снять плиту, печь следует немного протопить, после чего поддеть чугун твердым металлическим предметом, например, топором. Вместо шнура в этом случае можно использовать базальтовую вату или войлок. По возможности старую плиту можно заменить на более современную.

Крепление шнура под плиту
Конструкция плиты камина

Плита камин объединяет топочную камеру, закрытую стеклокерамикой, с духовкой или варочной панелью, нередко – с обеими вместе. В нижней части плиты чаще всего расположена открытая или закрытая дровница, что сильно облегчает задачу хранения топливной древесины. Конфорки обычно имеют съемные кольца – на случай приготовления блюд на открытом огне. Духовой шкаф печи камина обычно расположен наверху — в надтопочной зоне, а в печах с варочной поверхностью — рядом с камерой сгорания.


Топка плиты камина может быть выполнена из чугуна или высокотемпературной стали, и фурерована изнутри шамонным кирпичом, либо чугунными плитками – для улучшения производительности прибора. Этой же цели служит технология «двойной дожиг», позволяющая удлинять процесс горения за счет повторного розжига несгоревших остатков дров.
Облицовка кухонной дровяной плиты может быть самой разной: от дорогой майолики до полированной стали или искусственного/натурального камня.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
ЦЧ-4;
МНЧ-2;
ОЗЧ-2;
ОЗЖН-1.
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.










Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
https://www.youtube.com/watch?v=MTSXk7FjMhw
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.
Технология и способы сварки
Выделяется 3 чугуна в зависимости от предварительного нагрева:
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается . Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Характеристика современных чугунных плит для печей
Чугунные плиты, они же варочные настилы, монтируются непосредственно на верхнюю горизонтальную поверхность печи. Чугунная плита обладает инерционной теплоотдачей.
Когда в печи горит топливо (дрова, уголь, торф), чугунная плита хорошо раскаляется и потом долго остается горячей, отдавая тепло. Когда чугун нагрелся, его можно использовать в качестве варочной панели.

Современные чугунные плиты для установки на печь имеют ряд характеристик, выгодно отличающих их от других подобных вариантов.
- Чугун, используемый для литья плиты, обладает повышенной прочностью.
- За счет того, что в состав материала входит также ряд химических веществ, улучшаются физические характеристики изделия.
- На протяжении всего срока службы чугун не деформируется, не трескается и хорошо переносит высокие температуры.
- Чугунная плита устойчива к перепадам температур, сохраняя свой внешний вид и изначальные эксплуатационные свойства.
- Плиты для установки на печь не подвержены коррозии.
В целом, все чугунные плиты для печей делятся на две группы: сборные и цельные. И в том, и в другом случае, изделие может служить в качестве теплопроводника, равномерно прогревающего воздух в комнате, и в качестве конфорки для приготовления пищи.
Сборная чугунная плита представляет собой панель с установленными на нее кольцами, которые входят друг в друга. Регулируя количество колец и их диаметр, вы можете подобрать оптимальный вариант, в зависимости от того, на какой посуде вы готовите.
У такого варианта есть одно важное преимущество – тепловые зазоры, которые позволяют плите прогреваться равномерно, не деформируясь под воздействием высоких температур. Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании
Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно
Цельная плита за счет отсутствия тепловых зазоров, менее надежна при использовании. Чугун может расширяться под воздействием слишком высокой температуры и деформироваться. Однако литые цельные чугунные плиты гораздо дешевле и их проще установить на печь самостоятельно.










Если при выборе плиты для печи вам на глаза попалась модель с литым орнаментом или узором, приглядитесь к такому варианту внимательнее. За счет узоров теплоотдача плиты возрастает, что положительно сказывается на ее функциональности.
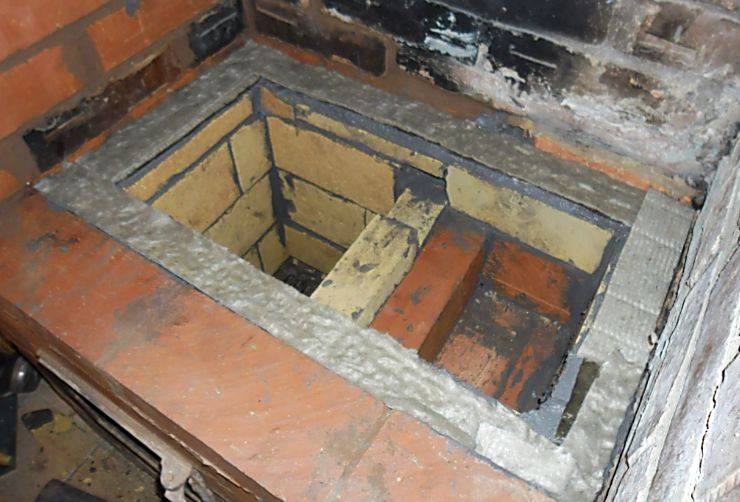
Особенности установки чугунной плиты в печь
Установка чугунной плиты на печь – дело серьезное. Нарушение технологии и неправильный подбор материалов может привести к тому, что при первой же топке плита деформируется или треснет из-за расширения.
Да, чугунные печные плиты обладают повышенной стойкостью, но не стоит забывать, что при нагреве они расширяются, что должно быть учтено мастером при установке.
Нельзя устанавливать плиту впритык к материалу, из которого сделана сама печь. Как правило, это кирпич. Но кирпич расширяется под воздействием высоких температур иначе. Если не оставить зазора между кладкой и плитой, либо кирпичи, либо чугун не прослужат долго, так как металлу просто некуда будет расширяться.
- Нельзя наглухо замуровывать плиту в кладку.
- Между кирпичной кладкой и плитой должен оставаться зазор приблизительно в 5мм по периметру.
- Обмазывать зазор раствором не нужно – он необходим для того, чтобы плите было куда расширяться. Это сохранит в целости и чугунную плиту, и саму кладку печи.
- При монтаже чугунной плиты используется особый жидкий глиноасбестовый раствор. Он делает фиксацию плиты на печи крепче.
Помните о том, что устанавливать варочную чугунную плиту необходимо по уровню, иначе приготовление пищи на ней станет затруднительным. Чем меньше конфорка плиты, тем ближе она должна находиться непосредственно к топке. Объясняется это тем, что маленькая конфорка быстрее нагревается, но и быстрее остывает. Такое правило действует для вашего же удобства.

Первая топка производится по особой схеме. Не надейтесь, что сразу после установки вы сможете готовить на новой плите. Для снятия внутреннего напряжения чугуна в первый раз его прогревают медленно и основательно.
Если вы не уверены, что сможете установить плиту по всем правилам, лучше довериться в этом вопросе профессионалам.
На сайте компании «SVT» http://svt-ukraine.com.ua/lyuki-dlya-zoly вы найдете еще больше полезных изделий для строительства функциональной печи в доме.
Как правильно выбрать?
Выбор чугунного настила для печи дело несложное. Чтобы купить качественный товар, установка которого не будет требовать больших усилий, достаточно учесть несколько нюансов.
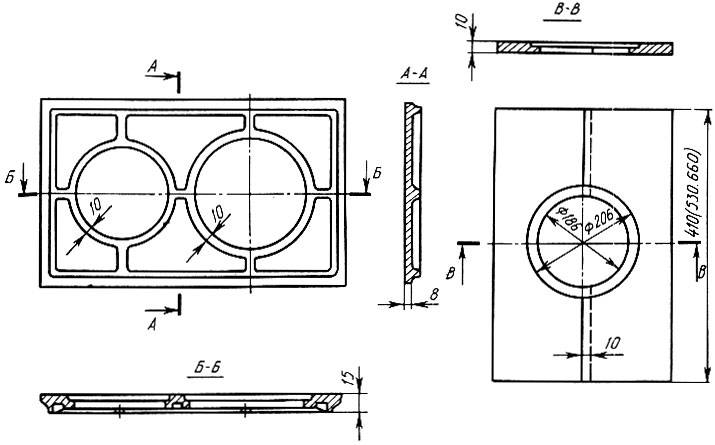
Какие бывают размеры чугунных листов?
Чугунные листы могут иметь форму квадрата или прямоугольника. Наиболее популярные – прямоугольные плиты. Размеры поверхности напрямую зависят от размера печи.

Стандартными являются такие размеры чугунной плиты для печки:
- 34 на 41 см,
- 71 на 41 см,
- 66 на 41 см,
- 51 на 34 см.
Количество конфорок в различных моделях
Обычно печи имеют две конфорки. Но их количество может варьироваться от одного до шести (все зависит от площади поверхности). Цельные чугунные листы могут вовсе не иметь отверстий. Но время приготовления пищи на плитах этого вида может быть длительным за счет медленного нагрева посуды.

Другие критерии выбора качественного продукта
Следует обращать внимание на качество и состав материала, из которого изготовлена печь. Если вы обнаружили на поверхности сколы, царапины и другие различные дефекты, то лучше откажитесь от покупки
Качественный продукт имеет ровную поверхность, его вес довольно большой. Не бывает легких чугунных плит.
Стоит уделить время изучению состава чугуна. Чугун, который используют для выплавки – это соединение 2% углерода с железом. Но если он имеет какие-то неизвестные вам компоненты в составе, обязательно расспросите продавца о них. Ведь некоторые химические элементы не являются экологически чистыми и могут нанести вред вашему здоровью.

Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Электроды ОЗЧ-3
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
- ОЗЖН-1;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6;
- МНЧ-2;
- ЦЧ-4.
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
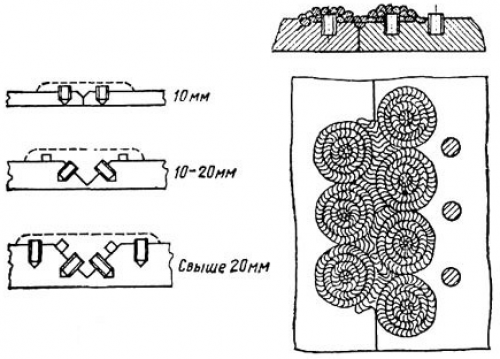
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:








- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Уход за чугунной варочной плитой
Чугун — материал неприхотливый, но даже у него есть свои слабые места. Прежде всего — это природная хрупкость. Неаккуратное обращение с плитой, удары приводят к появлению трещин и сколов на поверхности. Заварить дефекты невозможно, поэтому такую плиту придется выбросить.

Горячая плоскость чувствительна к попаданию на нее жидкости. Резкое охлаждение плиты чревато появлением трещин и нарушением герметичности заделки.
Поверхность плиты не нуждается в дополнительной обработке какими-либо составами. Достаточно регулярно протирать холодную плиту влажной тряпкой, а пригоревшие остатки еды удаляют при помощи жесткой щетки. Налет ржавчины из-за долгого простоя сойдет сразу после нагрева плиты.
Для очистки поверхности популярны народные способы: сода, сода с уксусом, нашатырь и перекись водорода, горчичный порошок. Нельзя использовать горючие жидкости (растворители, ацетон) и сильнодействующие моющие средства, содержащие кислоты. Лучше всего применять механические методы очистки различными абразивными материалами.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Правила эксплуатации и уход
Аккуратное отношение к изделию увеличит срок эксплуатации.
- Правильная первая топка – залог долговечности настила. Необходимо постепенно разжигать (сначала стружка и маленькие поленья) топку, и дать остыть на протяжении нескольких часов.
- Следует исключить механические повреждения: сколы, царапины.
- Во время хранения плиты может появиться ржавчина. Не стоит ее сдирать или пытаться убрать другими способами. Она исчезнет в процессе эксплуатации.
- Не стоит перегружать устройство.
- Необходимо следить за тем, чтобы влага не попадала на разогретый настил.
При правильной эксплуатации и должном уходе ваша плита послужит не один год.
Виды чугунных печных поверхностей
Вне зависимости от комплектации все чугунные поверхности хорошо справляются с теплообменными функциями и подходят для приготовления пищи. Различие в цельной и сборной плите заключается в наличии тепловых зазоров между элементами, благодаря которым компенсируется расширение металла при нагревании. Более подробно разобраться в строении варочных поверхностей можно, прочтя о каждой из них в отдельности.
Сборные плиты
Сборный варочный настил представляет собой конструкцию из чугунной поверхности и нескольких колец, отличающихся в диаметре. Они вставляются друг в друга и собираются в единую плоскость подобно пазлу.






Такой вид настилов более долговечен и устойчив к температурным скачкам. Благодаря наличию зазоров между кольцами, металл во время нагревания может расширяться без деформаций и других повреждений. Для придания особой прочности некоторые плиты производятся с дополнительными ребрами жесткости на внутренней стороне. Весомым плюсом такого дополнения является увеличение температуры варочной поверхности, и, таким образом, повышение эффективности печи в приготовлении пищи.
Цельные плиты
Цельный варочный настил представлен в виде цельного металлического листа, обычно с

Такая конструкция плиты для печи практически не имеет тепловых зазоров, что делает ее не такой надежной и практичной как предыдущая модель. Из-за отсутствия свободного пространства во время нагревания может произойти деформация чугуна.
Однако важным преимуществом цельных плит является простота установки и лояльная стоимость по сравнению со сборными.
Основные нюансы при монтаже чугунной плиты:
- При изготовлении печи будет уместно сопоставить разницу в поведении различных материалов под действием температуры. Металл и кирпич имеют разное расширение, и в процессе нагревания печь может разрушиться. Чтобы этого не произошло нужно предусмотреть зазоры между чугунной плитой и кирпичной поверхностью до 5 мм по всему периметру. Таким образом можно существенно увеличить срок службы печи.
- Металлическая плита на поверхности печи фиксируется жидким глино-асбестовым раствором. Для его приготовления глина смешивается с измельченным асбестом и посредством доливания воды раствор доводится до правильной консистенции (жидкой сметаны).
- Во время монтажа чугунной плиты обязательно контролировать процесс с помощью уровня. Над топкой всегда размещается наибольшая конфорка.
- Для укрепления конструкции печи верхний ряд кирпичной кладки стоит зафиксировать стальным уголком по периметру.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.





