

Почему 3D-печать проста, но не популярна?

Все, что раньше требовало специальных навыков, теперь сводится лишь к трём. Достаточно уметь:
1. Создавать 3D-модели в любом CAD-пакете. 2. Собирать и обслуживать принтер. 3. Управлять процессом при помощи базовых знаний программирования.
Вот и все пресловутые аддитивные технологии в быту: можно скачать готовую модель для печати, её преобразование в код неплохо выполняет Cura.

Некоторые конструкции, приобретаемые в виде конструктора или собираемые собственноручно из отдельных комплектующих, требуют к себе не только постоянное внимание во время эксплуатации, но и длительную сборки с трудоёмкой наладкой. Не лучший способ для старта
В результате технология остаётся уделом гиков, инженеров и некоторых фанатов: любителей настольных игр и владельцев редких автомобилей, которым такой способ изготовления деталей или фигурок позволяет серьезно экономить бюджет
Не лучший способ для старта. В результате технология остаётся уделом гиков, инженеров и некоторых фанатов: любителей настольных игр и владельцев редких автомобилей, которым такой способ изготовления деталей или фигурок позволяет серьезно экономить бюджет.

Умельцев с достаточной мотивацией очень мало, поэтому большинство обращается к тем, кто уже освоил принтеры в силу начальной подготовки и наличия значительного запаса времени.
А может быть иначе, хотя бы для самых простых задач? Может. Трёхмерную печать дома освоит даже маленький ребенок.
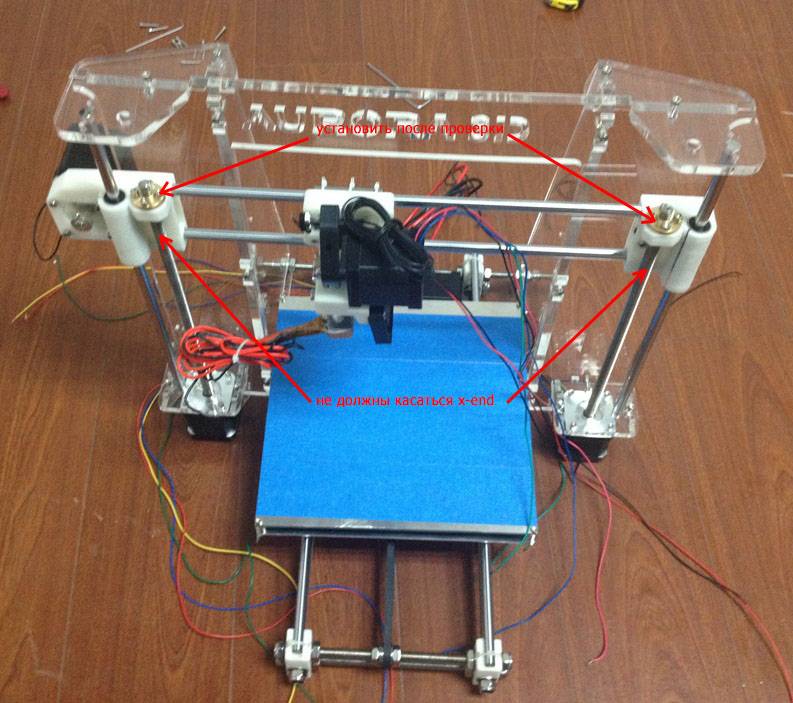
Шестое: внимание электропроводке
На данном этапе пора проверить работу двигателей принтера. Для этого подключаем компьютер к контроллеру посредством USB-кабеля, а двигатели – к нужным выводам. Запускаем Repetier Host и активизируем связь между контроллером и программным обеспечением через последовательный порт, который еще нужно выбрать. Если соединение будет выполнено правильно, можно будет контролировать подключение двигателей посредством ручного управления.
При эксплуатации принтера нужно внимательно следить за тем, чтобы двигатели не перегревались, особенно если устройство будет эксплуатироваться слишком долго
Для этого на стадии тестирования двигателя нужно уделить внимание регулировке величины тока, который будет подаваться на мотор. Это важная процедура, позволяющая избежать потери шага
Для проверки подключаем только один двигатель, соответствующий одной оси. Затем так же проверим остальные двигатели посредством мультиметра, подключенного последовательно между контроллером и источником питания.
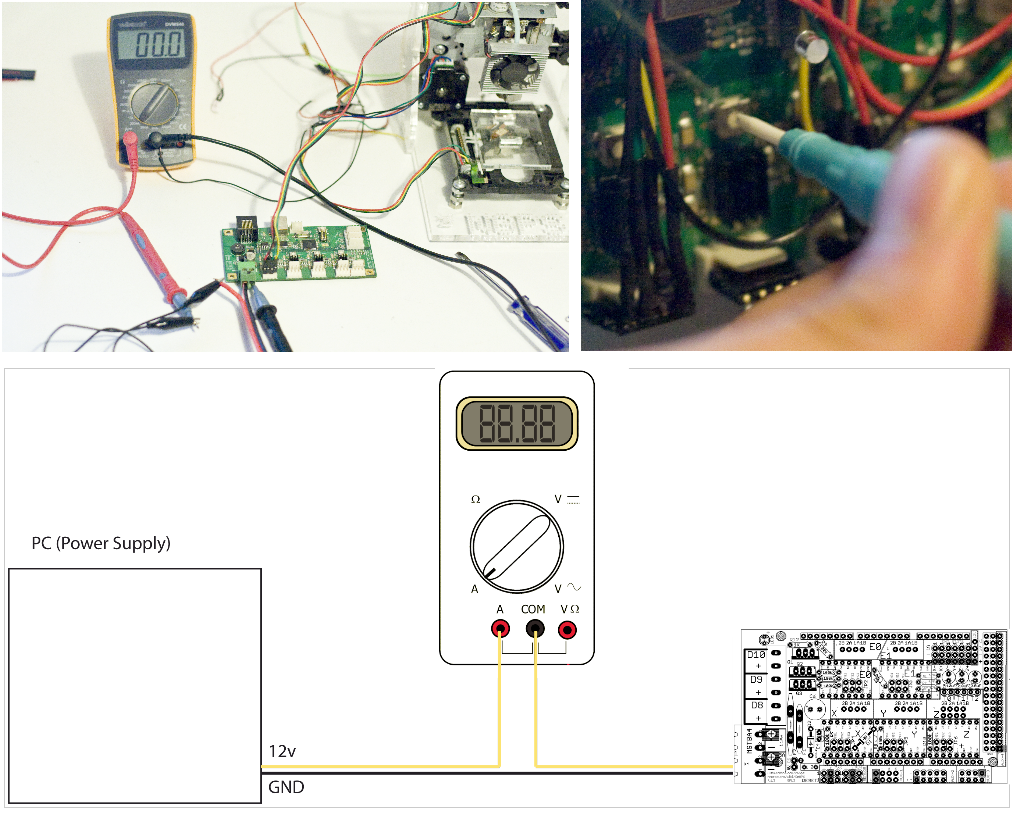
Для этого подключим только один двигатель, который соответствует одной оси. Такую же операцию будем проводить и для двух оставшихся двигателей. Для этого шага нам нужен мультиметр, который подключен последовательно между источником питания и контроллером, при этом прибор выставляем в режим измерения тока.
Теперь подключаем контроллер к компьютеру, при этом измеряем ток мультиметром. После активации двигателя через интерфейс Repetier ток должен увеличиться на определенную величину, а на дисплее измерительного прибора будет отображаться информация о тока работающего шагового двигателя. Ток должен быть определен для каждого двигателя-оси, при этом значения будут различными. Чтобы установить ограничение по значению на каждую ось, настраиваем небольшой потенциометр для шагового мотора. Настройка выполняется в соответствии со следующими параметрами:
- Для разводной платы устанавливаем 80 mA.
- Для осей шаговых двигателей X и Y ставим ток в 200 mA.
- Для оси Z тока нужно больше, поскольку именно по ней будет перемещаться каретка, а значит, энергии потребуется больше. Здесь ставим объем тока 400 mA.
- Для двигателя экструдера ставим ток 400 mA.
3D-печать – это дорого?
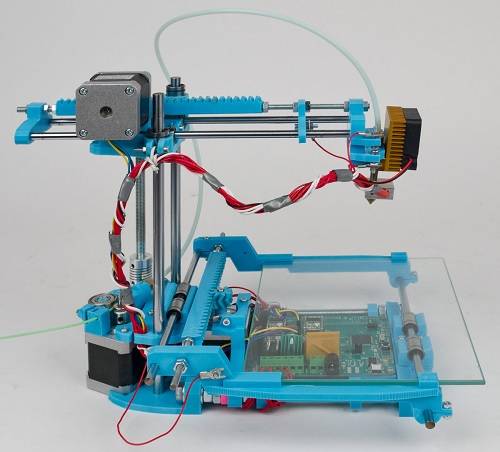
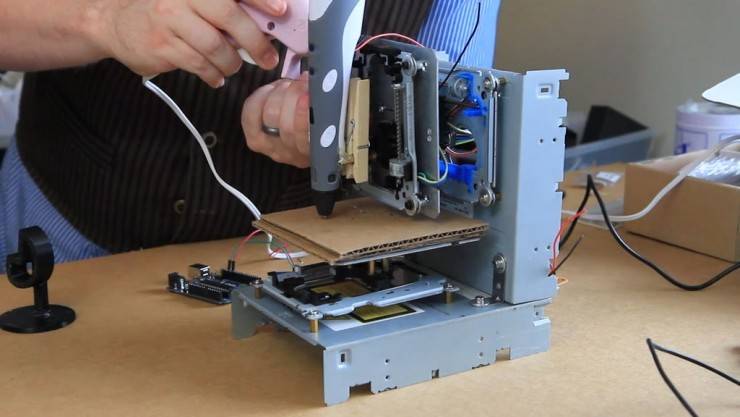
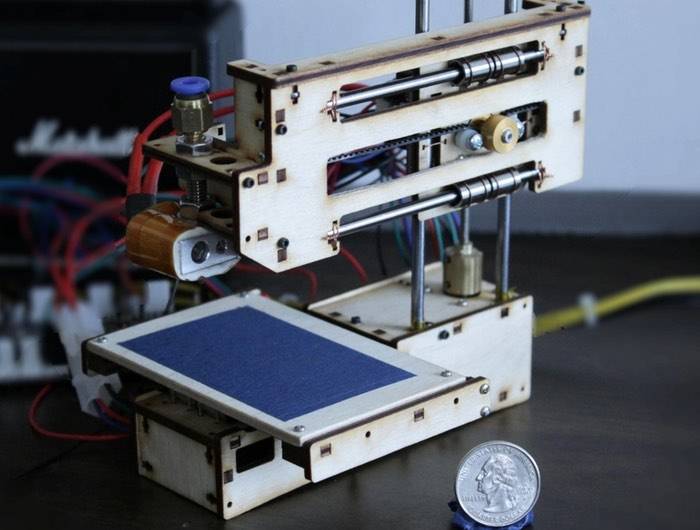
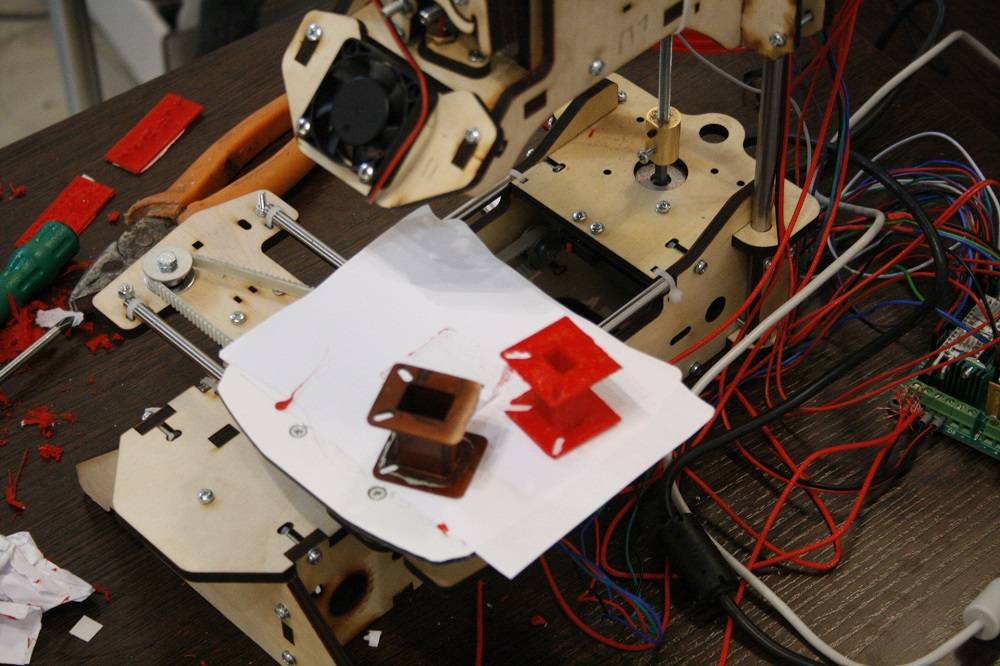
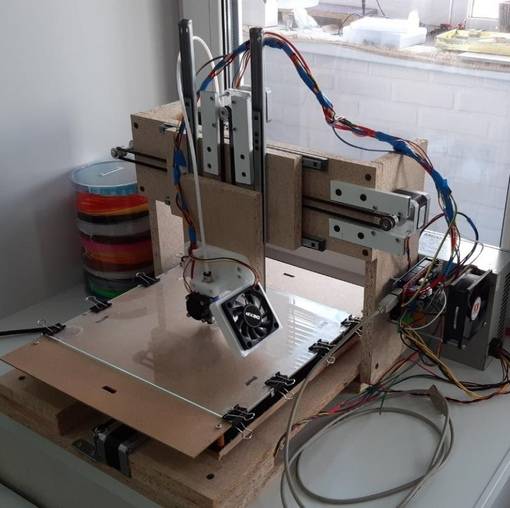
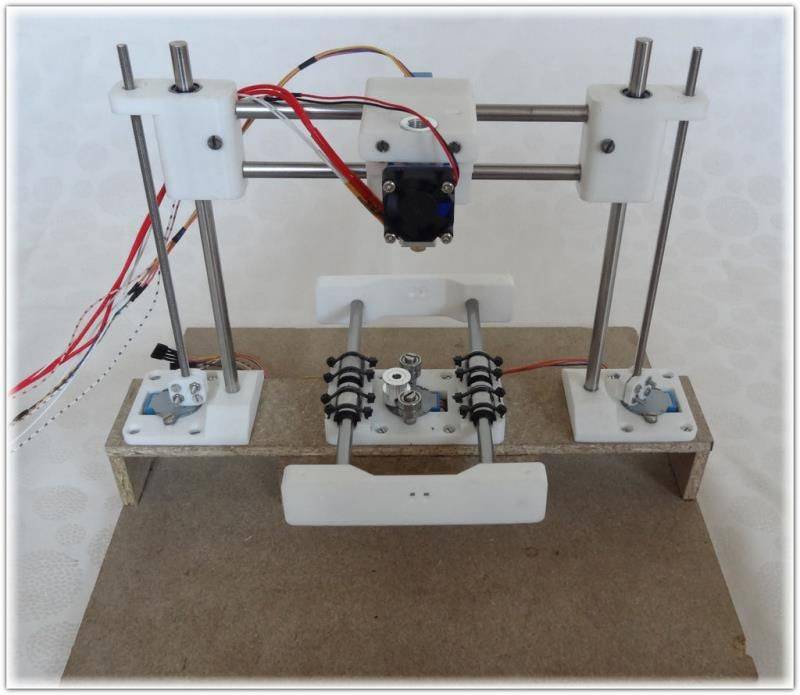
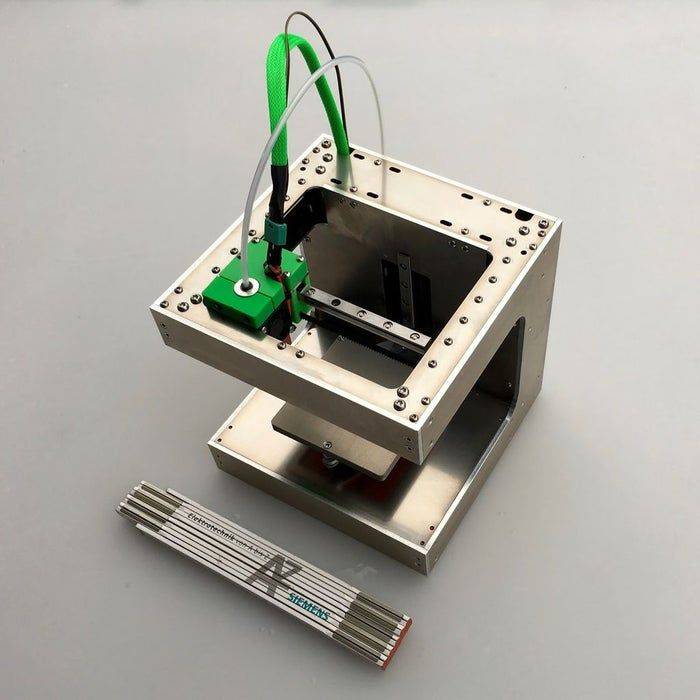
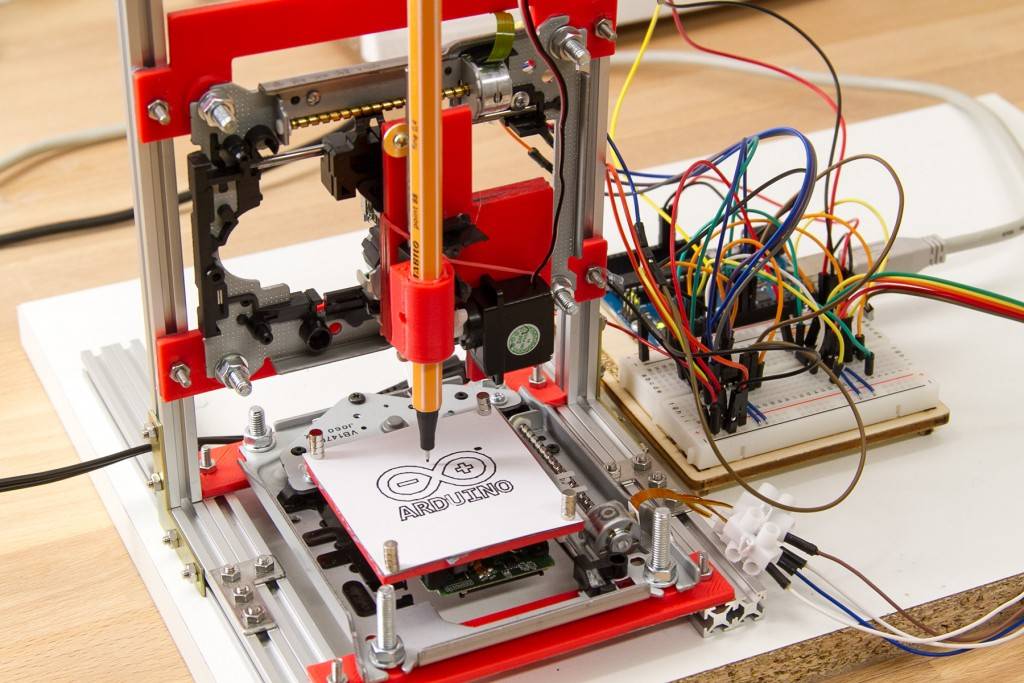
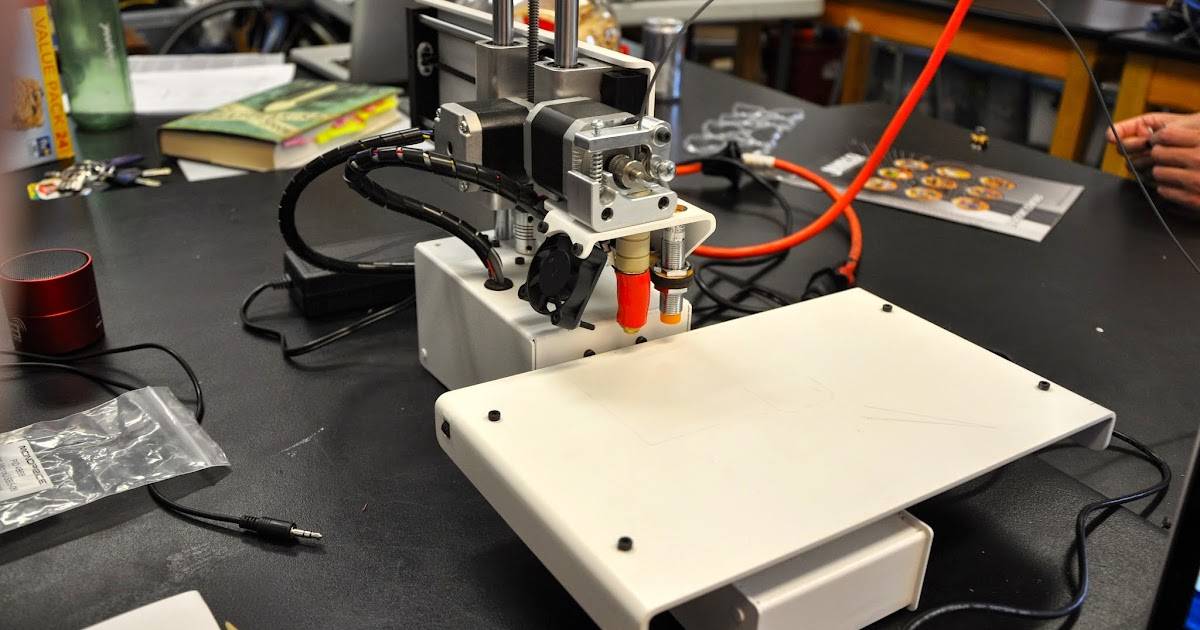
 На фото: самодельный мини-плоттер.
На фото: самодельный мини-плоттер.
Я бы не сказал. Два года назад, когда я решил, что займусь сборкой 3D-принтера самостоятельно, я составил смету на покупку комплектующих.
Электроника с механикой и одной катушкой пластика приблизительно обошлись мне в 7 500 рублей. Да, пришлось ждать доставки комплектующих с AliExpress, спалить пару плат и драйверов, но этот опыт однозначно того стоит.
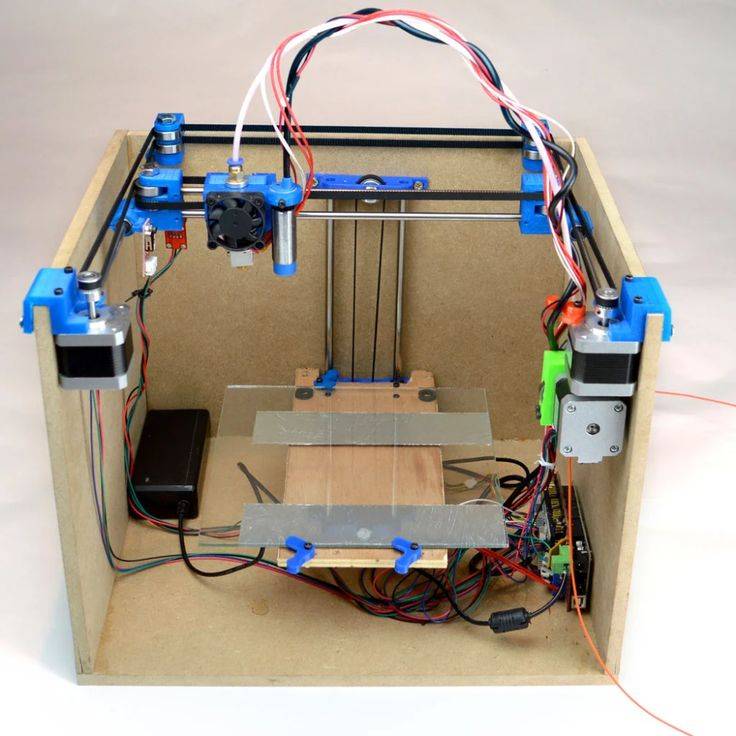
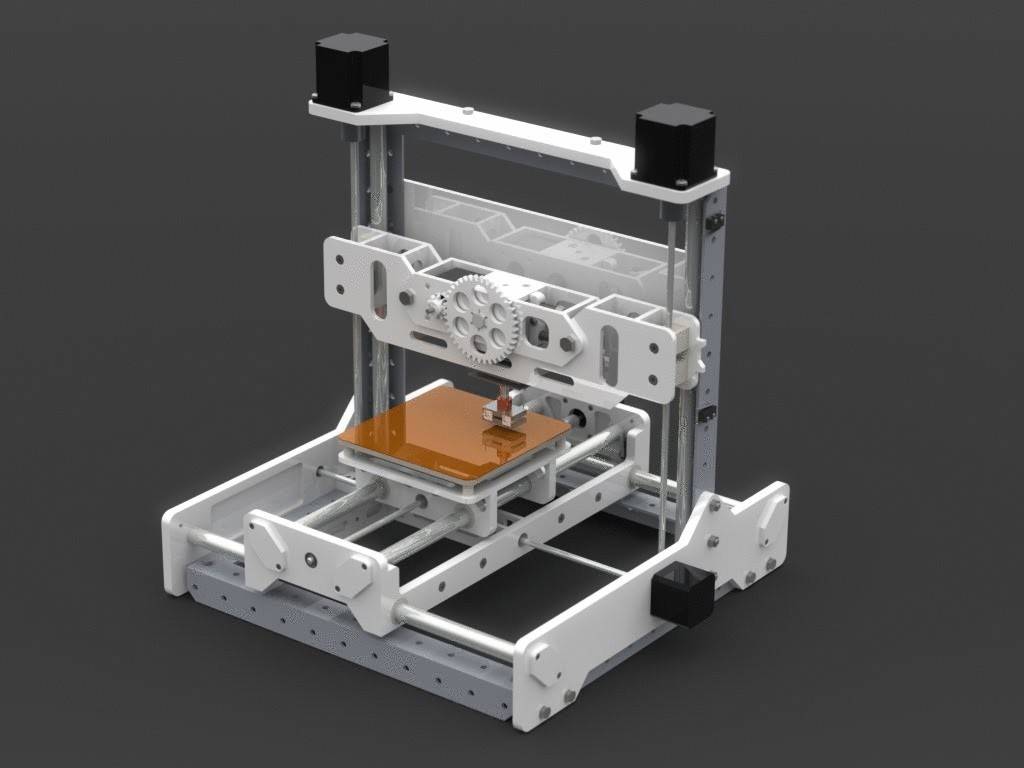
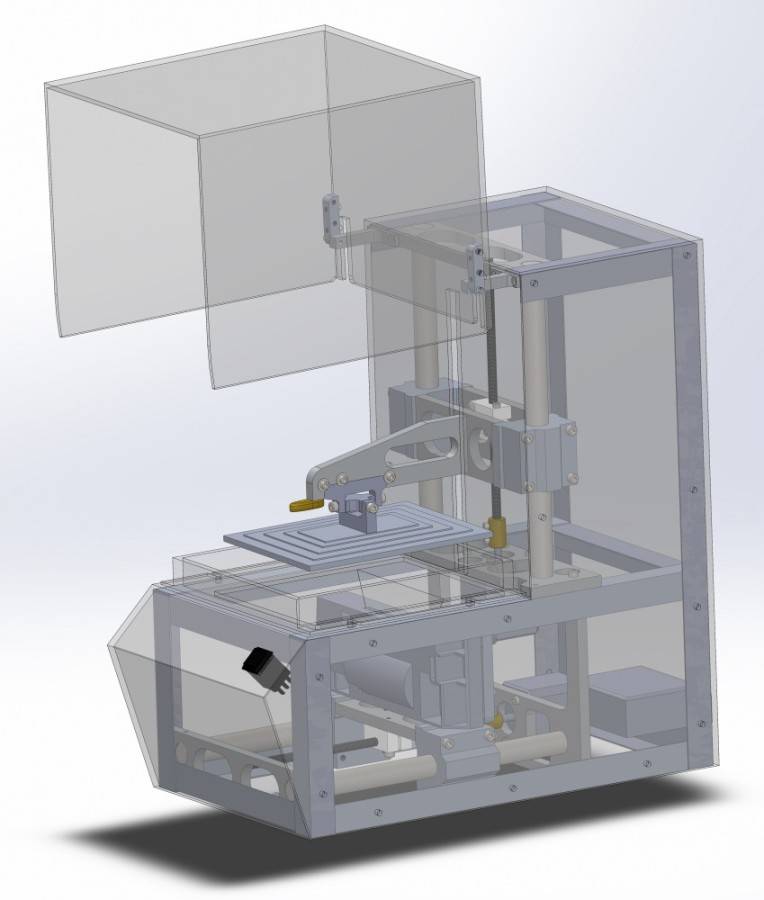
 На фото: держатель линз для микроскопа.
На фото: держатель линз для микроскопа.
Скажу сразу, если вы раньше не сталкивались с самостоятельной сборкой электронных устройств, придется потратить несколько недель, а то и месяцев, на изучение темы. Но тут каждый выбирает для себя сам: заказывать принтер в Китае или на доске объявлений в родном городе (простенький вариант в диапазоне от 9 000 до 25 000 рублей) или собрать его самостоятельно.
Отдельно хотел бы предостеречь от покупки готовых брендовых 3D-принтеров. Если вам кажется, что отдав 40 – 50 тысяч рублей вы сразу же станете гуру 3D-печати, вынужден вас разочаровать. При прямых руках принтер за 10 000 рублей может печатать в разы лучше, чем раскрученный брендовый агрегат за 50 тысяч. Проверено лично.
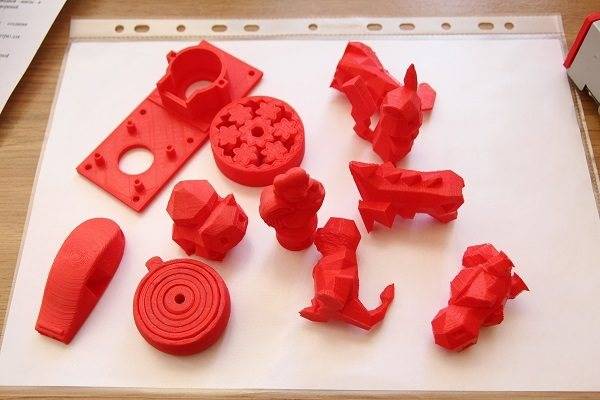
Цена расходников. Средняя стоимость катушки нормального пластика весом 0,75 кг варьируется от 400 до 700 рублей. Чтобы понять, насколько хватит такой катушки, возьмите любую пластиковую игрушку или предмет и взвесьте ее.
Поверьте, с одной катушки филамента можно напечатать ну очень много полезных и крутых вещей.
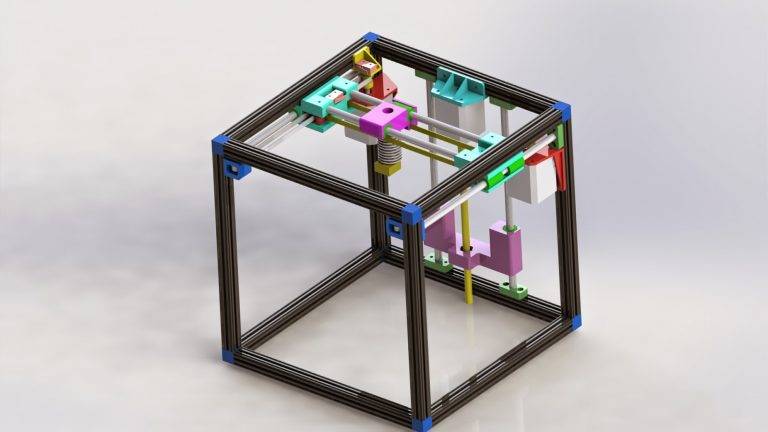
Шаг 7: Постройка структуры принтера
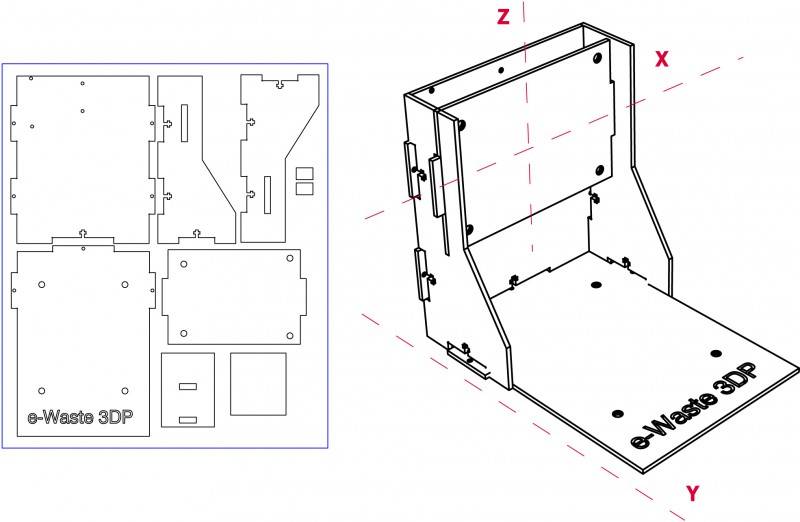 В следующей ссылке вы найдете необходимые шаблоны деталей рамы, что следует вырезать. Используем акриловые пластины толщиной 5 мм, но можно использовать и другие материалы, такие как дерево, в зависимости от наличия в магазинах и цен на них. Файл шаблона: e-waste_laser_frame
В следующей ссылке вы найдете необходимые шаблоны деталей рамы, что следует вырезать. Используем акриловые пластины толщиной 5 мм, но можно использовать и другие материалы, такие как дерево, в зависимости от наличия в магазинах и цен на них. Файл шаблона: e-waste_laser_frame
Конструкция рамы позволяет собрать всю конструкцию без использования клеия, части собраны с помощью механических соединений и винтов. Перед вырезанием элементов рамы, убедитесь в том, что отверстия для двигателей расположены в соответствии с частями CD/DVD, что использованы для постройки принтера. Проведите измерения и внесите необходимые изменения для отверстий двигателей в шаблоне CAD.
Что необходимо для самостоятельного изготовления 3d принтера
Если вы решили самостоятельно создать данное оборудование, для начала рекомендуем ознакомиться с принципом работы и узнать конструкцию принтера. Так вы сможете получить представление о важных параметры и подобрать наиболее качественные материалы для изготовления.
Перед началом работы приобретите все необходимые инструменты и материалы. Для удобства воспользуйтесь списком, в котором перечислены основные компоненты:
- Основная часть принтера — это рама, на которой всё крепится. Лучше заказать цельный корпус из прочного и крепкого металла.
- Материалы для стола, на котором будет производиться печать деталей. Предпочтение отдаётся металлическим деталям, но можно использовать дерево и фанеру.
- Направляющие валы для соединения всех элементов и деталей.
- Специальные платы и драйверы, обеспечивающие работу всей системы. На всякий случай нужно купить запасные детали, чтобы в случае поломки их можно было быстро заменить.
- Устройство для регулирования мощности и напряжения в электрической цепи.
- Несколько моторов, ремней передач, подшипников для взаимосвязанной работы.
- Источник питания, обеспечивающий энергией все элементы конструкции.
- Кнопки с клеммой, экструдер, и охладитель для продувания получаемой детали на принтере.
- Набор пружин, сопел, свёрл и регулировщиков уровня стола.
Собираем принтер: советы
Для правильного выполнения всех этапов следует посоветоваться со специалистами, узнать нюансы изготовления
Среди основных моментов, на которые следует обратить внимание, выделяют:
- приобретение запасных элементов на случай поломки;
- примерное понимание внутреннего устройства и внешнего вида будущего изделия;
- перед включением системы, проверьте соответствие всех элементов и наличие предохранителей для пропускания тока;
- начинайте работу с простых конструкций, постепенно увеличивая сложность.
Не бойтесь первых неудачных попыток. Со временем у вас будет получаться делать аппаратуру быстрее и качественнее. Вносите изменения в устройство и улучшайте его параметры для усовершенствования процесса печати.
Подпишитесь на наши Социальные сети
Детали самодельного 3D-принтера. Приобретение запчастей для сборки принтера своими руками
Для знакомства с устройством 3D-принтера рассматриваются самые видные и понятные по функционалу узлы. В случае со сборкой принтера своими руками более правильно будет распределить элементы конструкции по группам схожести. В частности, такими комплектами эти составляющие зачастую и продаются, так что де-факто это список для покупок.
Однако даже при выборе готового комплекта не будет лишним прочесть этот пункт для общего развития в теме. Итак, приступим:
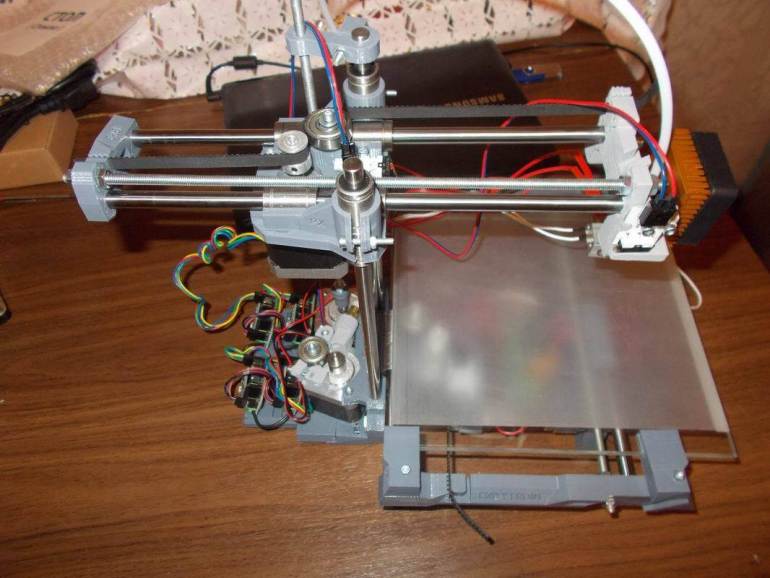
Корпус (рама, каркас)
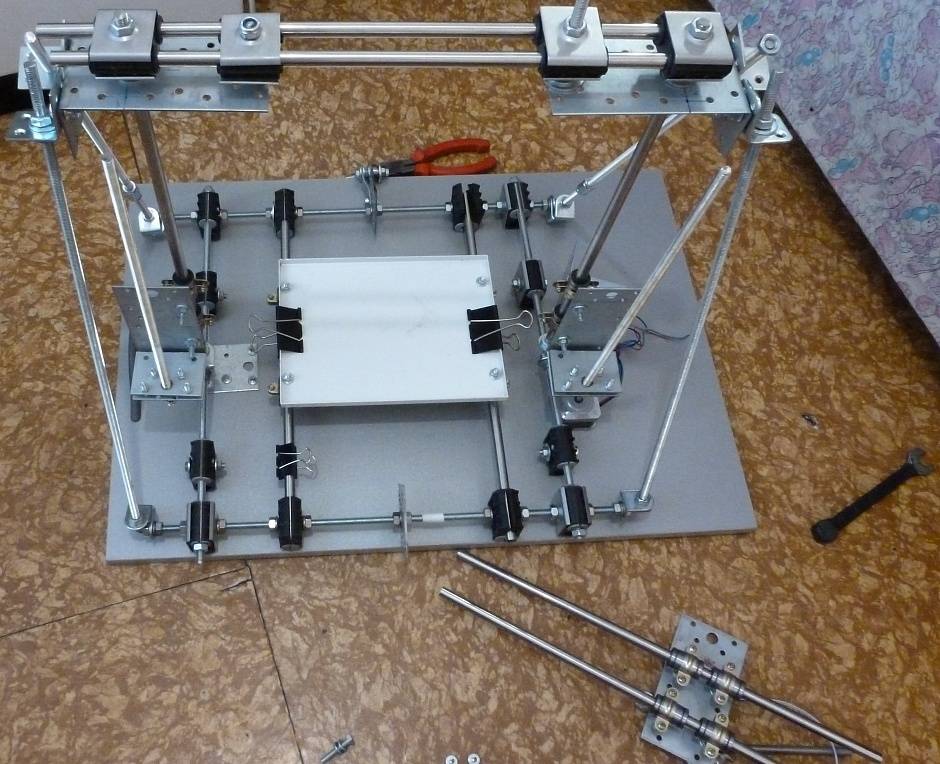
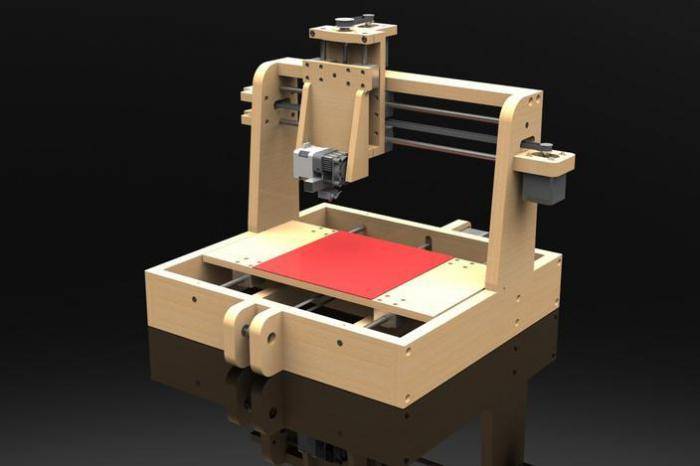
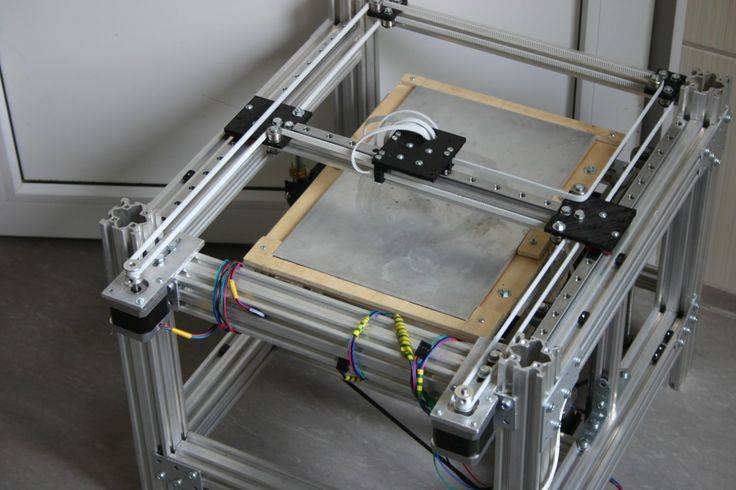
При сборке самодельных принтеров в основном ограничиваются открытым корпусом. Поэтому основой для конструкции послужит рама. Ее можно собрать из металлических шпилек, металлопрофиля или просто вырезать из фанеры или листового металла на ЧПУ-станке или даже просто лобзиком (вспоминаем уроки труда в школе).
Пример самодельного корпуса для 3D-принтера
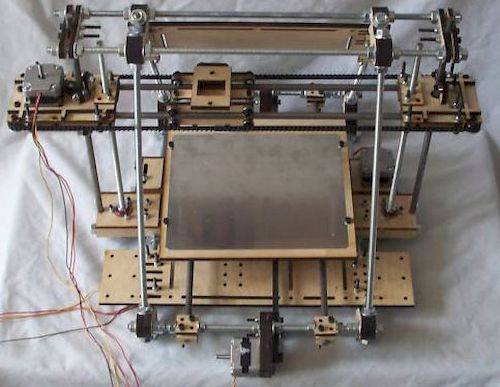
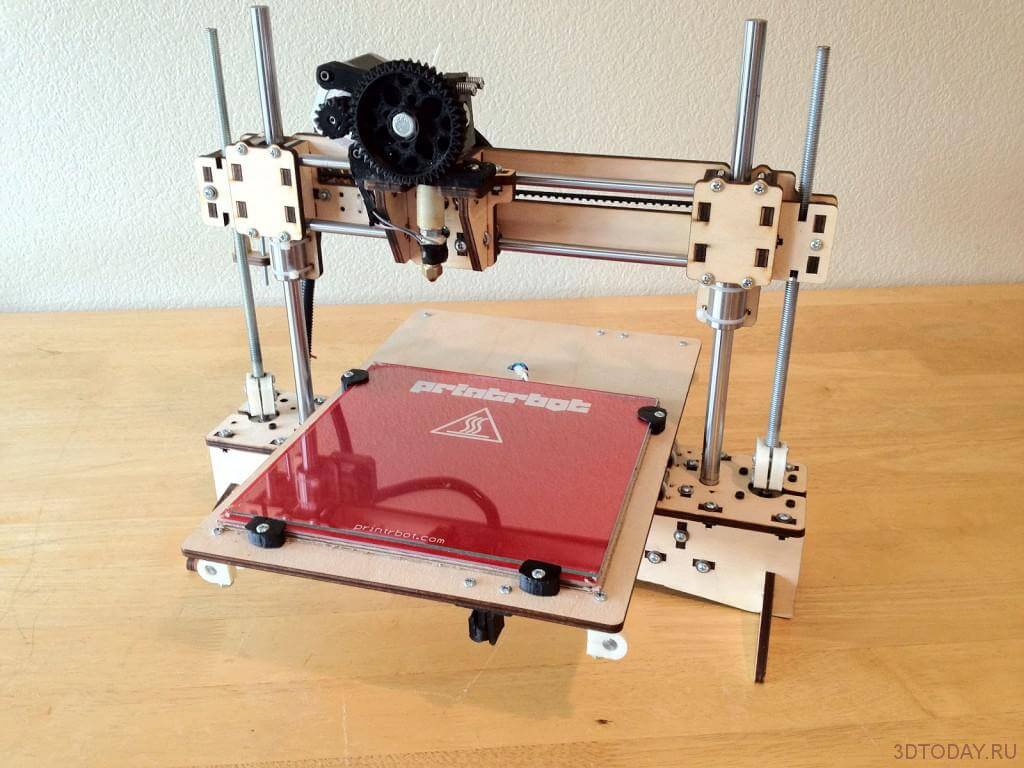
А вот и пример рамы из фанеры
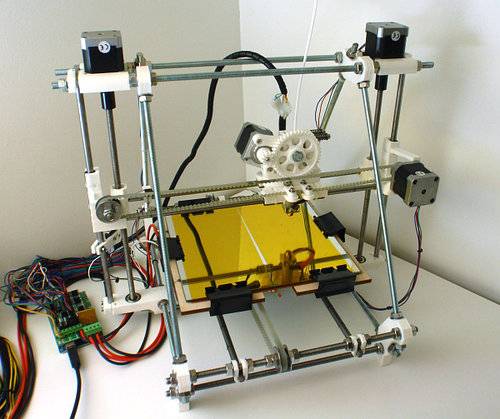
Универсальный элемент конструкции 3D-принтера, шпильки — стальные прутья с нарезанной резьбой. Из шпилек может составляться основание принтера, на них крепятся ремни для перемещения печатного стола, а также шпильки используются как направляющие для перемещения экструдера по оси Z.
Вкупе с гайками они удобны для точной сборки конструкции 3D-принтера и легки в настройке, а их доступность и дешевизна не оставляют шансов остаться невостребованными для сборки 3D-принтера своими руками.
Приобрести шпильки можно практически в любом строительном магазине или рынке.
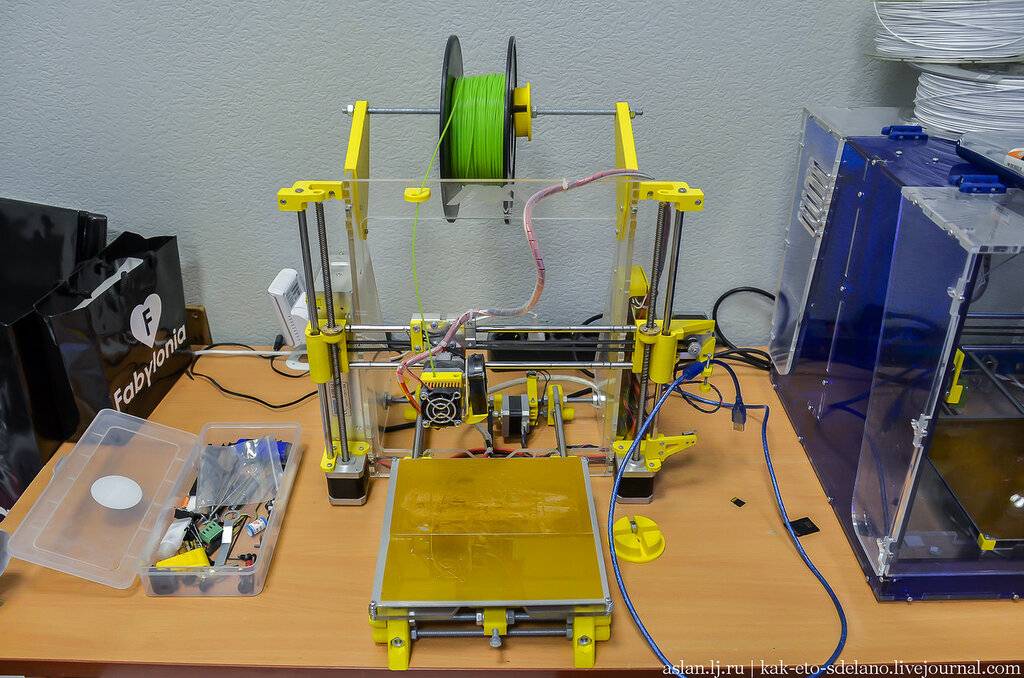
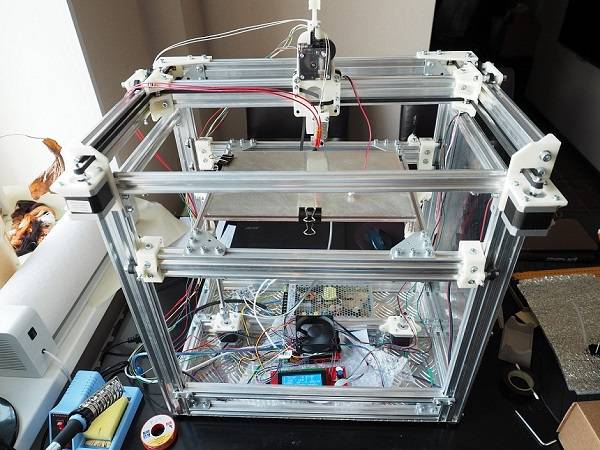
Рама принтера, собранная целиком из шпилек
Как видно на иллюстрации выше, шпильки скрепляются разнообразными по форме узлами крепления. Зачастую эти узлы и печатают на 3D-принтере, поэтому приобрести их на тематическом ресурсе также не проблема. Однако в зависимости от выбранных материалов и конструкции корпуса можно обойтись и более подручными средствами, например, металлическими уголками, той же фанерой и, в некоторых случаях, даже простыми пластиковыми стяжками.
Реализация кинематики
В этот список входят:
- Шаговые двигатели (моторчики)
- Зубчатые ремни
- Шестеренки, колесики и т.п.
- Направляющие и др.
Слева — шаговый мотор, справа — моток зубчатого ремня
Электрика принтера
- Платы управления током и всеми узлами 3D-принтера, использующими ток, драйвера моторов
- Панель управления принтером
- Провода, кабели и др.
- Стоп-энды (концевые выключатели) — концевые датчики касания, нужны для определения конечного положения двигательных элементов принтера по осям)
Также вне экструдера могут использоваться вентиляторы охлаждения, блоки аварийного питания и прочие обвесы, однако это всё не обязательно. А вот что обязательно, так это кабель питания самого 3D-принтера
Детали экструдера
Половину составляющих экструдера можно причислить к 1 или 2 пункту, однако для разбора устройства экструдера рассмотрим их отдельно:
- Основа экструдера. Можно покупать детали для основы отдельно, однако для примера возьмем уже собранный вариант:
- Шаговый мотор и зубчатые колеса. Мотор приводит в движение колесики, которые, за счёт сцепления зубьев с пластиковой нитью, протянутой в специальное отверстие в экструдере, проталкивают ее к нагревательному элементу и далее, через сопло — наружу.
- Нагревательный элемент. В названии кроется функционал — термоэлемент разогревает пластик и приводит его в расплавленное состояние.
- Вентиляторы охлаждения. Нужны для охлаждения нагревательного элемента, однако могут использоваться дополнительные вентиляторы для обдува сопла и напечатанного слоя (за счет этого ускоряется затвердевание слоя, что уменьшает возможность деформации модели в процессе печати) .
Собирать самому или покупать готовый?

На страницах iPhones.ru появлялась история о самостоятельной сборке принтера. К сожалению, настройке и отладке оборудования уделялось совсем немного.
Тем не менее и в том случае принтер не печатал идеально прямо из коробки, точнее, сразу после сборки. Тоже самое ждёт большинство готовых комплектов, приобретаемых в виде конструктора.
Что ж, каждый раз такая история. Мой первый Tronxy X3 был собран за несколько дней, после чего потребовал 2 недели на доводку. И ещё месяц на мелкие ремонты, замены комплектующих и повторную отладку.
Впечатление было испорчено: кривые фигурки и детали раз за разом отбивали желание работать. Пришлось менять силовые элементы, направляющие и докупать дополнительные датчики.
Детали наборов «сделай сам» проходят минимальный контроль. Поэтому, покупая принтер в виде набора деталей, можно столкнуться с низким качеством отдельных элементов или отсутствием чего-либо.
Если покупать и собирать по частям, итог будет чуть лучше — можно будет проверить каждый элемент. Но выйдет значительно дольше, а иногда и дороже.
Четвертое: время проверки
Чтобы проверить двигатели, скачиваем физическую вычислительную среду Arduino IDE — http://arduino.cc/en/Main/Software. скачиваем и устанавливаем версию 23. Теперь качаем прошивку Marlin (загрузить можно отсюда — Marlin_e-waste), поскольку она уже полностью настроения. После установки Arduino подключаем компьютер к ЧПУ-контроллеру Ramps/Sanguino/Gen6-7 через USB-кабель, затем подбираем соответствующий порт под Arduino IDE => инструменты/ последовательной порт и находим тип контроллера под => инструментами/плата Ramps(Arduino Mega 2560), Sanguinololu/Gen6(Sanguino W/ ATmega644P – Sanguino должен быть установлен внутри). Все нужные параметры конфигураций собраны в файле «configuration.h».
Теперь в среде Arduino нужно открыть прошивку, найти в нем загруженный файл и определить параметры конфигурации, после чего прошивка загружается на контроллер.
- #define MOTHERBOARD 3 значение, в соответствии с реальным оборудованием, мы используем (Ramps 1.3 or 1.4 = 33, Gen6 = 5, …);
- Термистор 7 значение, RepRappro использует «горячее сопло» Honeywell 100k;
- PID это значение делает «горячее сопло» более стабильным с точки зрения температуры;
- Шаги на единицу (Steps per unit), это важный момент для настройки любого контроллера (шаг 9).
Шаг 8: Калибровка X, Y и Z осей
Хотя скачанная прошивка Marlin имеет стандартную калибровку регулирования осей. Вам придётся пройти этот шаг, если вы хотите настроить точность принтера.
Ниже рассказывается, о прошивке для перемещения рабочей части принтера на миллиметры. Это значения зависит от количества шагов на оборот двигателя и размеров резьбы в движущемся стержне оси.
Эти процедуры необходимо сделать для того, чтобы убедится в том, что движения принтера на самом деле соответствуют расстояниям заданным в g-коде.
Знания того, как это все работает, позволит нам самостоятельно построить ЧПУ-принтер независимо от типа составных частей и размеров будущей машины. В случае данного проекта оси X, Y и Z имеют одинаковые резьбовые стержни, поэтому калибровочные значения будут одинаковы для всех (для разных компонентов и соответственно разных осей – калибровочные значения будут отличаться).
Нужно рассчитать количество шагов двигателя для перемещения каретки на 1 мм, это будет зависеть от:
• Радиус шкива;
• Количество шагов на 1 оборот шагового двигателя;
• Параметры микро-шагов в электронике (в нашем случае 1/16, это означает, что за один такт (шаг) сигнала, выполняется только 1/16 шага, давая таким образом более высокую точность системы).
Установим эти значения в прошивке (stepspermillimeter).
Для оси Z:
Используем интерфейс контроллера (Repetier), установив для оси определенное расстояние и измерив реальное смещение. В качестве примера приведем следующие значения. Зададим оси Z, переместиться на 10 мм и измерим смещение в 37,4 мм.
Существует N число шагов в прошивке (stepspermillimeter)
(X=80, Y=80, Z=2560, EXTR=777.6).
N = 2560
N = N*10/37.4
Новое значение должно быть 682.67.
Повторим в течении 3-х раз перекомпиляцию и перезагрузку прошивки контроллера, для более высокой точности.
В настоящем проекте не используются функции возврата каретки, это сделано по причине упрощения программной части машины, но они быть легко включены в установленную прошивку. Функции возврата делают самонаведение принтера более легким. Их отсутствие заставит пользователя перемешать каретку вручную, для введения её в область печати.
Экструзионные линии
В условиях промышленных предприятий экструзионное оборудование следует рассматривать в качестве главного компонента линии по осуществлению этого процесса. Помимо основного оборудования — экструдера она включает и целый набор других механизмов и устройств:
- намоточные и отрезочные механизмы. Они используются для приведения изделий в необходимый для складского хранения и транспортировки вид;
- маркирующие и ламинирующие системы различного принципа действия;
- механизмы протяжки готовых профилей;
- система охлаждения. Её установка выполняется на выходе экструдера, чтобы повысить скорость процесса полимеризации готовых изделий. Эти системы могут быть различного типа — воздушные или в виде охлаждающей ванны;
- система подготовки и загрузки сырья. В отдельных случаях полуфабрикат необходимо предварительно подвергнуть процедуре просушивания и последующей калибровке перед тем, как подавать его в загрузочный бункер.
В составе оборудования могут использоваться и другие механизмы, а также применяться технологические устройства для автоматизации непрерывного процесса производства.
Ремни, шкивы, шпильки и прочая мелочь
Для самостоятельной сборки механики принтера остается совсем немного. По сути, это недорогие детали, рассказывать о которых слишком много не имеет смысла. Поэтому, приведу список.
Финансовый совет. Не стремитесь взять самое лучшее. Подходите с умом и проверяйте диаметры. Так, шпильки для Z оптимальны именно 5-миллиметровый. У 8-миллиметровых больший шаг резьбы, что отразиться на качестве печати (будут слишком характерная слоистость).
Гнаться за шкивами для ремня тоже нет смысла. Подойдет обычный подшипник. При покупке включайте фантазию. Вариант «тупо купить по списку» здесь не работает.
Цена вопроса: при большом желании можно легко вписаться в 700 – 800 рублей.
Электроника
Без электроники принтер не поедет и не поймет, чего вы от него хотите. К счастью, цена на комплектующие просела значительно и можно закупиться без удара по семейному бюджету.
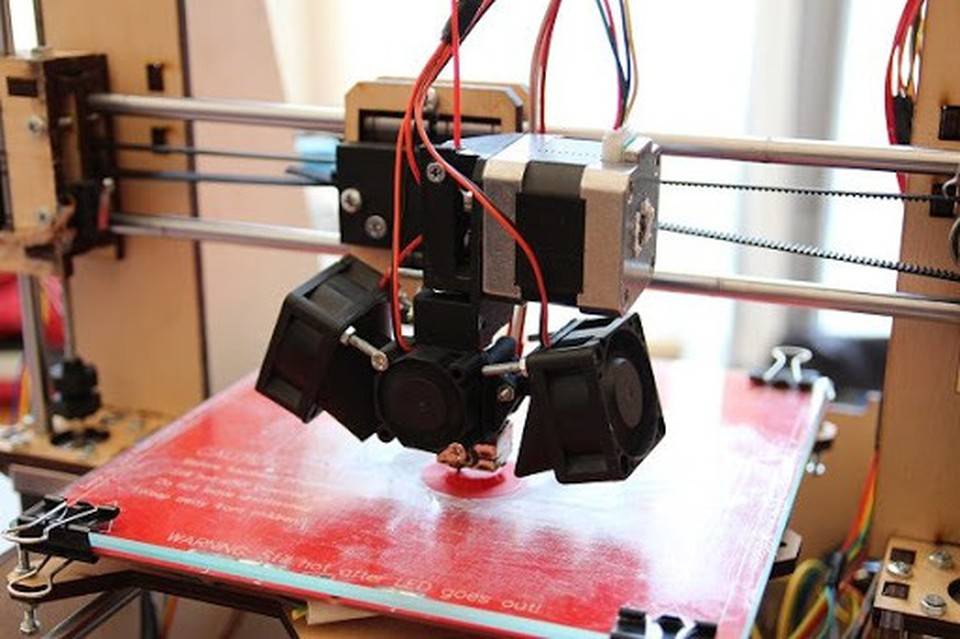
Девятое: внимание экструдеру
Привод, подающий пластиковое волокно, будет состоять из шагового мотора NEMA 17 и привода шестерни MK7/MK8. Также потребуется загрузить драйвер управления элементами экструдера принтера – сделать это можно по следующим ссылкам:
- Экструдер в состоянии покоя:e-waste_extruder_idle
- «Тело» экструдера: e-waste_extruder_body
- «Горячее сопло»: RepRapPro_mount
Принцип работы экструдера следующий. Пластиковое волокно будет втягиваться в него и подаваться в нагревательную камеру. Между ней и барабаном с волокном волокно направляется внутрь трубки из термоустойчивого тефлона. Прямой привод собирается присоединением к нему шагового двигателя и креплением на акриловой раме. Чтобы калибровать поток пластик, измеряем расстояние и укладываем ленту на этом участке. Теперь переходим в программное обеспечение Repetier, где выставляем полученную цифру на экструдере.

На финише
Как измерить шаг винта? Необходимо длину участка в миллиметрах разделить на количество витков на нём (у меня 20/16 = 1,25 мм). Для более точного результата замеряют участок максимальной длины.
LCD-дисплей с SD-картой я нашёл на RepRap.org и идентифицировал как RepRapDiscount Smart Controller.
Чтобы залить прошивку в контроллер, надо в Arduino IDE правильно выставить тип платы и номер COM-порта. Внизу окна отобразятся и тип, и номер. Главное — не забывать сохранять изменения (Ctrl + S).
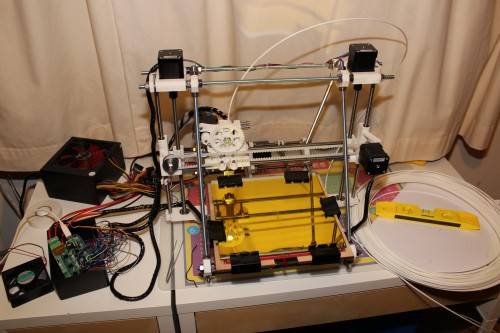
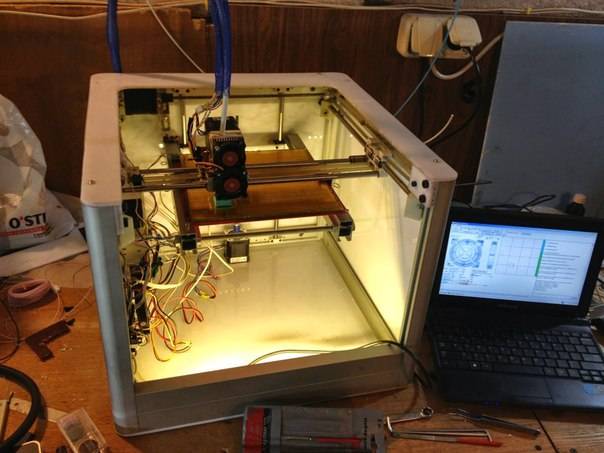
В целом на сборку принтера я потратил 2 месяца. Стекло, на котором можно вести печать, было заказано на стеклорезной фирме.
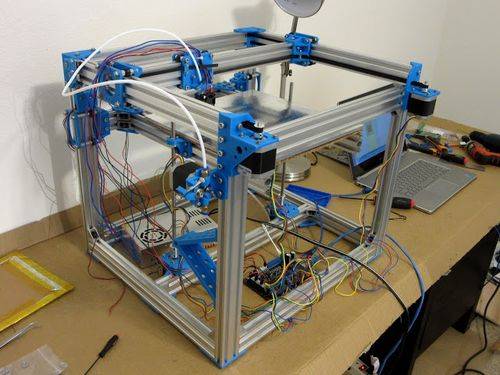
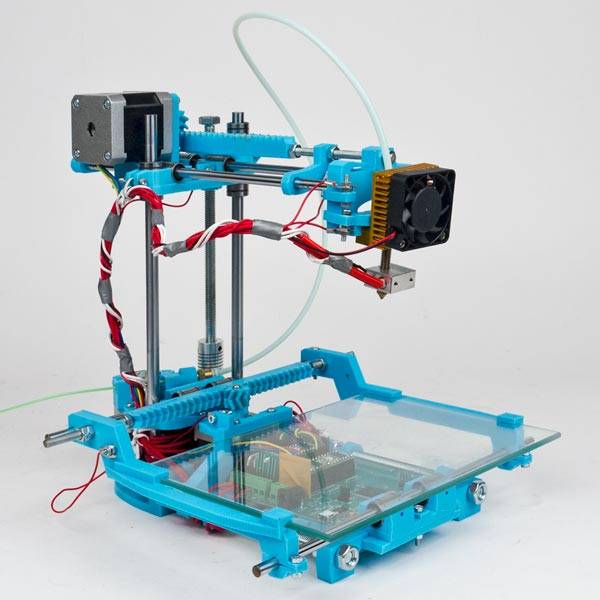
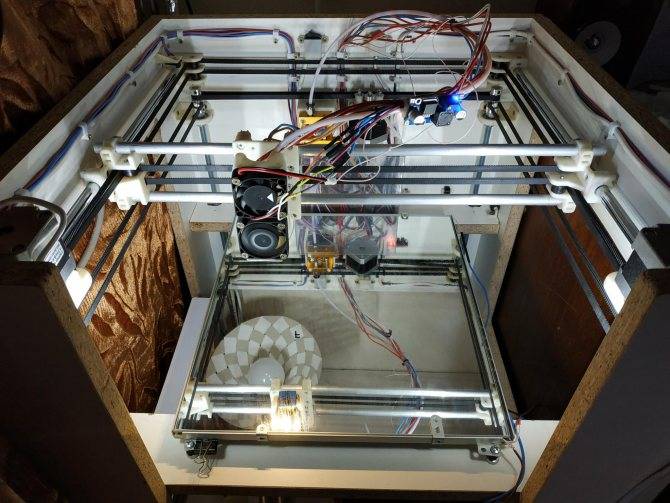
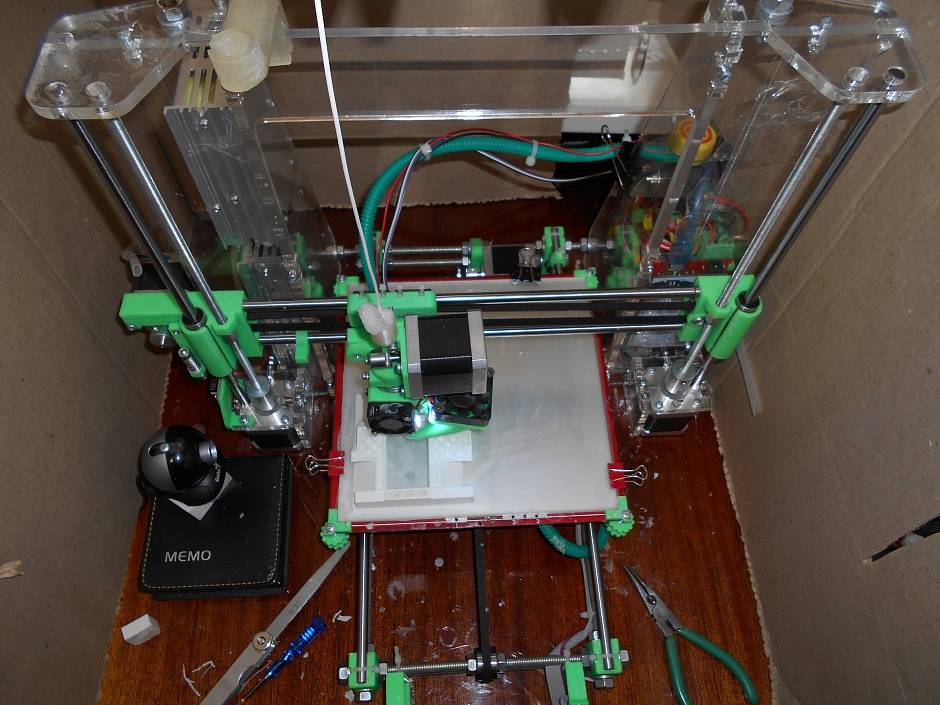
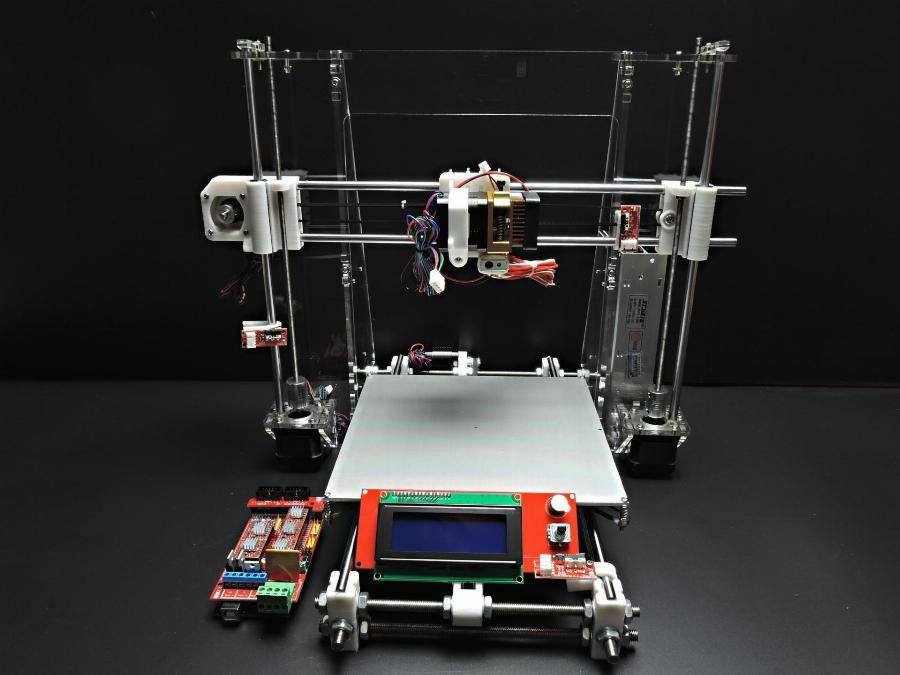
Работающий 3D-принтер
Два пути сборки 3D-принтера своими руками. Плюсы и минусы самостоятельной сборки
Пожалуй, стоит начать с того, что самодельный принтер — это де-факто тот же самый 3D-принтер, что можно приобрести в готовом виде. Само по себе устройство и принцип работы абсолютно идентичны, поэтому единственное, что может их различать — индивидуальность сборки самодельного принтера и отличие конкретных комплектующих.
Есть два пути сборки 3D-принтера своими руками:
С использованием укомплектованного набора для сборки
Полностью самостоятельная сборка — усложненный вариант без инструкции и с большей ответственностью
Стоит понимать, что при одинаковом процессе сборки и полученном опыте в первом случае вы почти стопроцентно и без потери нервов на выходе получите работоспособный и приличный принтер.
В это же время при полностью самостоятельной сборке вся ответственность за возможные ошибки при выборе деталей , проектировке и не только, будет оставаться на вас. При этом само время создания увеличится в несколько раз за счет того, что в готовом наборе уже предусмотрено — например, диск с подготовленной электронной базой для принтера и полностью описанным процессом сборки. Впрочем, подробнее об этом поговорим чуть ниже.

Теперь перейдём ближе к теме и посмотрим, какие конкретно плюсы и минусы есть у самодельного принтера.
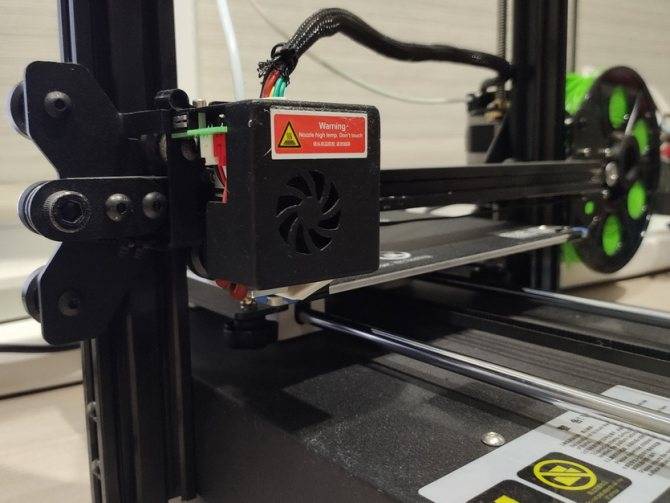
Собрал принтер за полчаса. Как это было

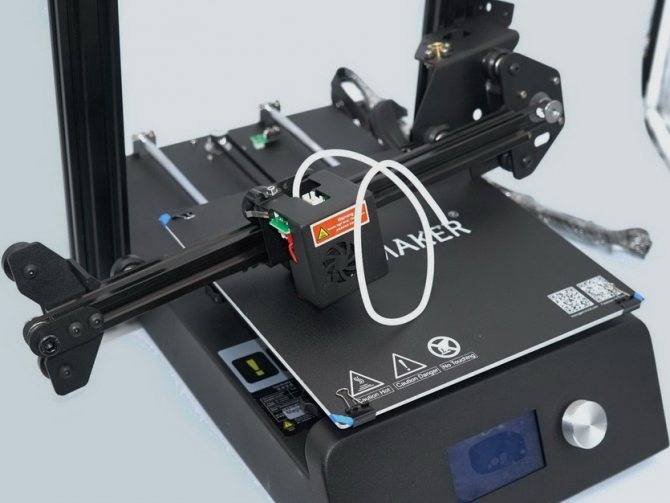
Сборка и настройка JGMaker Magic проста до безобразия. Все операции по замерам, которые сопутствуют обычным китайским принтерам, исключены.
Ремни заранее зафиксированы на нужно длине, профиль аккуратно отрезан и предлагает единственный способ сборки без возможности регулировки, жгуты и клеммы подписаны. Нужно только собрать.
Сборка занимает этапов:
1. Распаковка и освобождение деталей от транспортировочной плёнки.
2. Установка первой каретки на профиль оси X.
3. Монтаж печатной головки на ось X.
4. Завершение сборки оси Х установкой второй каретки и приводного ремня.
5. Монтаж двигателя оси Y.
6. Установка второго вертикального профиля.
7. Соединение осей X и У.

8. Установка шпилек — ходовых винтов (требует контроль угла установки).
9. Фиксация верхней планки и завершение механических работ.

10. Подключение проводов по маркировке согласно инструкции.
11. Интеграция трубки подачи пластикового прутка в печатную головку.

12. Вставляем комплектную флеш-карту в принтер.
13. Включаем в сеть 220В.
Готово, можно печатать. В зависимости от навыков, процесс занимает 15-30 минут и требует только инструментов из комплекта принтера.
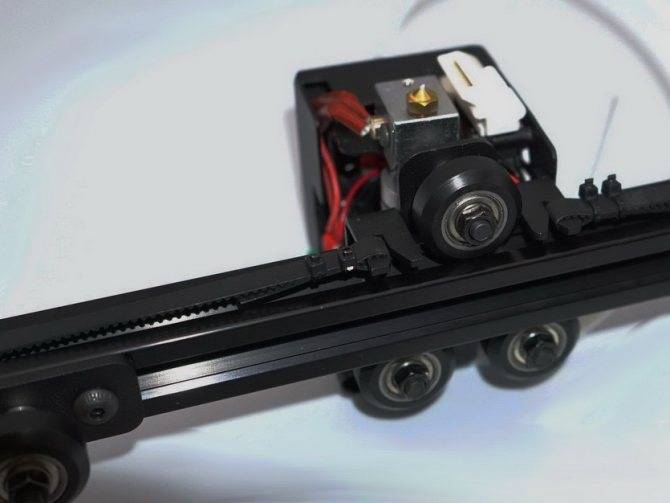
Подшипники

На что влияет. Уровень шума, качество печати, ровность слоев и граней детали.
Варианты. И снова все упирается в бюджет. Можно заказать подшипник в блоке (модель SC8UU, например, тут). Можно просто линейный подшипник LM8UU. Можно остановиться на бронзовых или латунных втулках генератора автомобиля. Главное, подобрать нужный размер.
Наконец, можно заказать подшипники у 3D-печатника, у которого будете покупать детали для своего принтера (об этом ниже). Готовые подшипники всех размеров есть тут.

Запомните, для Prusa i3 вам нужны 12 линейных подшипников.
Финансовый совет. Не спешите заказывать подшпиники в Китае. Не факт, что выйдет дешевле. Варианты по 40 – 60 рублей за штуку можно найти и в «родных краях».
Цена вопроса: 600 рублей.
Как устроен агрегат
Экструдер составлен из таких элементов:
- рамного основания, к которому крепится вся установка;
- привода;
- бункера для погрузки зерна;
- шнек-дозатора и привода к нему;
- нагнетающего шнека;
- цилиндра;
- приемной камеры;
- отрезного ножа;
- центра управления/контролера;
- двигателя;
- редуктора;
- манжеты;
- ремня;
- шайбы;
- гайки;
- регулировочного ключа.
Основная работа выполняется прессующим узлом. Он собирается из нагнетающего шнека, который вставляется внутрь сборного цилиндра. С помощью матрицы с отрезным ножом полученная масса обретает вид палочек либо жгутиков.
Нагнетающий шнек состоит из трех ступеней:
- входной части;
- средней части;
- выходного шнека;
- разогревающих шайб.
Все компоненты устанавливают на шпильке с левой резьбой. Деталь закрывается корпусом из металла. Шпонки передают вращение от главного вала до составного шнека. Всю конструкцию прикрепляют до несущей рамы, используя мощные болты. В корпусе есть окно с прикрепленным лотком.
Внутри самого корпуса есть несколько продольных пазов, перемещающих компоненты по оси шнека. Около выхода размещен регулировщик гранул. В его состав входят:
- носовой корпус;
- матрица (диск), что регулирует процесс с рукояткой;
- валик и нож, которые к матрице прижимает пружина.
Вращение валу с ножом — через поводок с пальцами. Готовые экструдаты выходят через носовой корпус и диск регулировки по отверстиям. Диск закрепляется в одном положении болтом, при изменении положения будет меняться температура и уровень давления в аппарате. Отслеживать температуру позволяет термопара, помещенная на корпус.
Тестирование и настройка трехмерного принтера
Важно убедиться в правильном подключении концевиков и полярности для шаговиков. В случае, если движения каретки проходят в противоположную сторону от нужной, необходимо повернуть клемму на 180 градусов
Если после всех правильно проделанных процедур остался неприятный свист, то возможно дело в шаговиках. Для этого подкручивают подстроечные резисторы.
Для первой тестовой печати понадобится не менее 50 минут. Далее будет происходить диагностирование проблем тестовой детали в сравнении с другими результатами идентичных моделей. Таким образом, можно будет определить, с чем связана проблема печати. К примеру, это из-за неправильной конфигурации компьютера или технических характеристик.
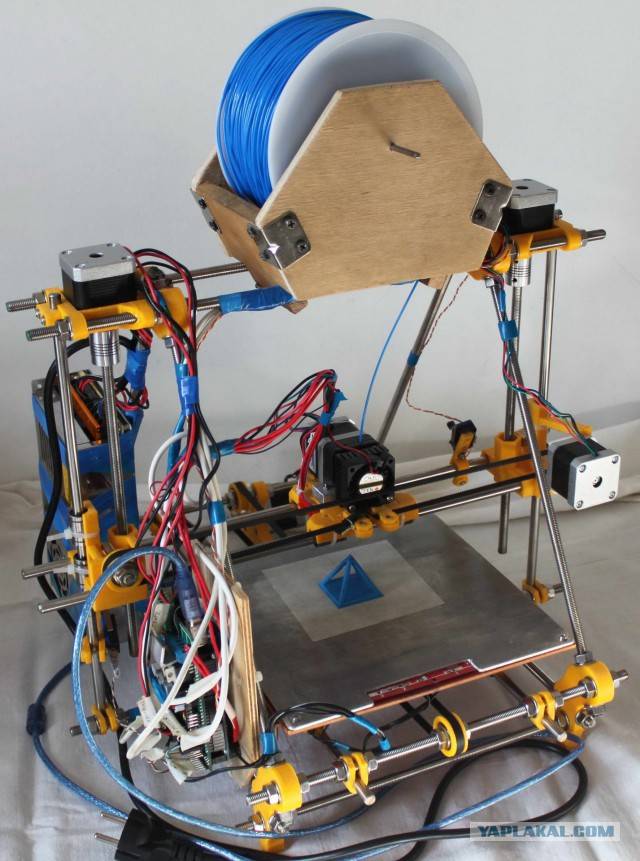
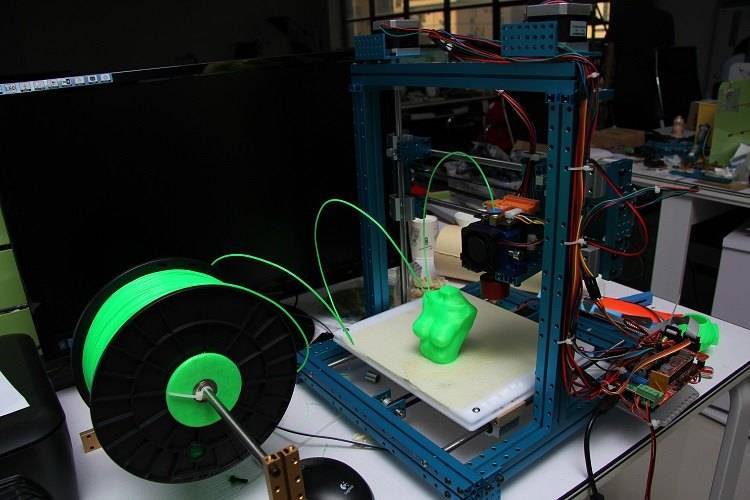
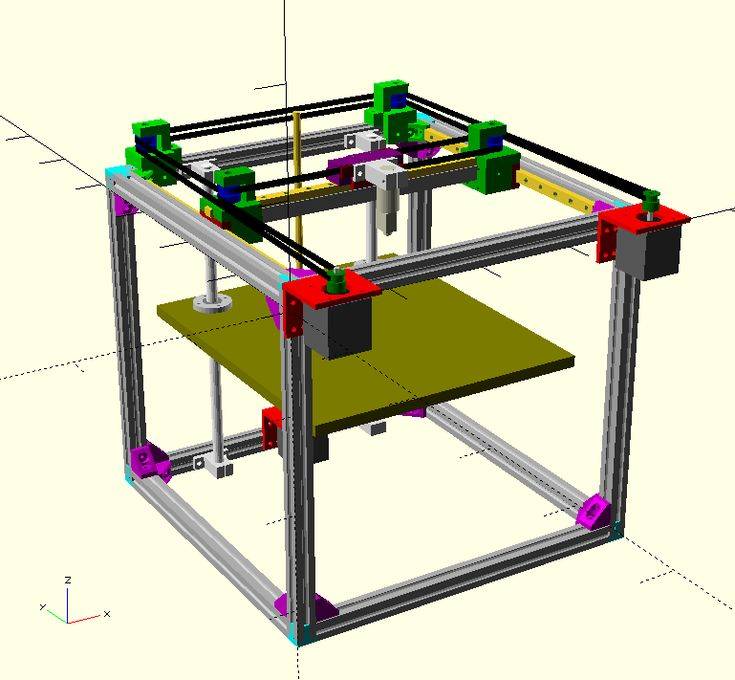
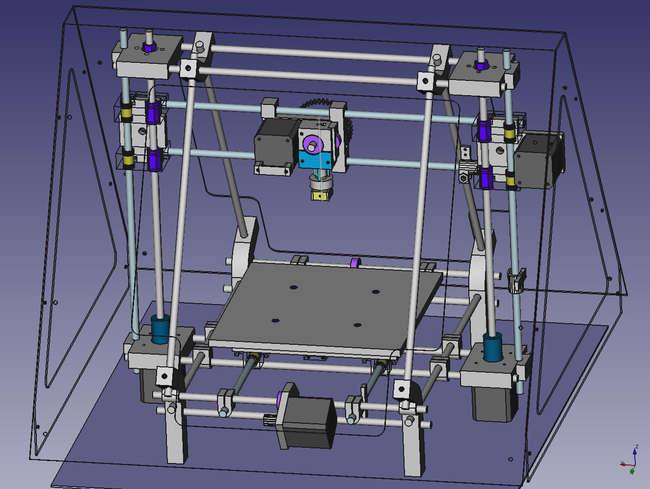
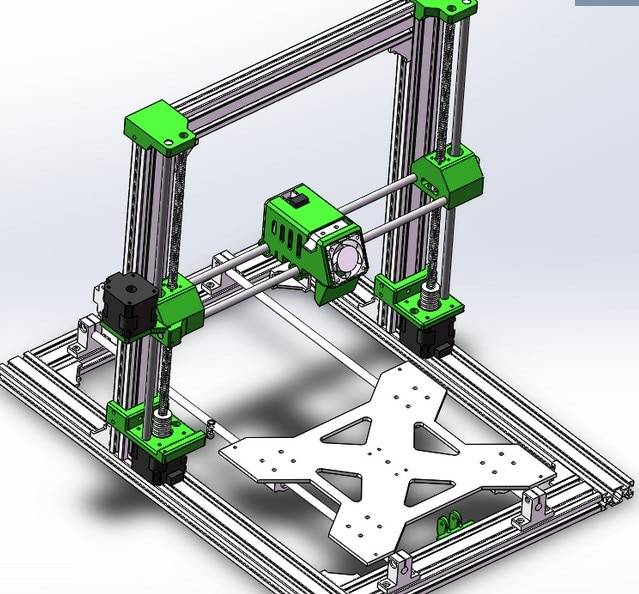
Механическая часть
Для неё я применил известную кинематику Mendel. Принтер построен так, что экструдер — механизм подачи материала — двигается по оси Х (вправо-влево) и по оси Z (вверх-вниз). Стол же двигается по оси Y (вперёд-назад)
Всё просто, но у конструкции много крепежей, гаек, винтиков, которые крайне важно одновременно держать настроенными на правильную геометрию. Если не использовать различные фиксаторы резьбы, то качество печати будет «уплывать»
Я использовал шпильки для оси Z и ремни для осей X и Y, а также комплект валов разной длины. Хорошие шпильки обеспечивают до 70 % качества такого 3D-принтера.
Как заточить ступенчатое сверло по металлу
Перед тем, как отдать свои кровные

Первое предупреждение — будет непросто. Самостоятельная сборка 3D-принтера требует усидчивости и терпения. Я буду счастлив, если у вас все будет получаться с первого раза, но, по собственному опыту скажу, что без ложки дегтя в 3D-печати не бывает.
Перед покупкой комплектующих для самостоятельного построения принтера сразу же хочу отметить, что для нас самое важное — максимально ужатый бюджет. И дело не совсем в экономии
Лично мне бы очень хотелось, чтобы вы испытали тот восторг, который наступает после печати первой детали на устройстве, которое создано вашими руками
И дело не совсем в экономии. Лично мне бы очень хотелось, чтобы вы испытали тот восторг, который наступает после печати первой детали на устройстве, которое создано вашими руками.
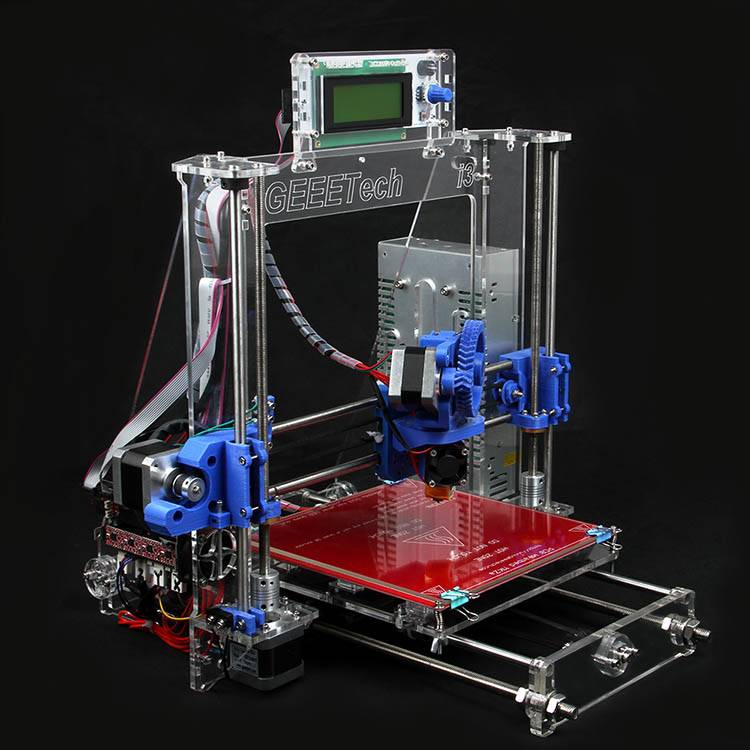
Собирать будем классическую модель Prusa i3. Во-первых, это максимально бюджетный вариант исполнения принтера. Во-вторых, он очень популярен и найти пластиковые детали для этой модели не проблема.
Наконец, апгрейдить эту модель одно удовольствие. Делать это можно бесконечно долго, но главное, видеть заметные улучшения после вложения очередной сотни-другой рублей.
Механика
Под «механикой» мы подразумеваем как статичные, так и движущиеся элементы принтера. От правильного выбора механики напрямую зависит качество моделей, которые он способен будет печатать.
Существует буквально сотни всевозможных модификаций и вариантов исполнения того самого принтера Prusa i3. Вариантов замены комплектующих или их аналогов тьма, поэтому всегда можно что-то изменить или исправить.
История 3D-печати
У 3D-печати была длинная история, в ходе которой он имел различные названия, такие как стереолитография, трехмерная укладка, трехмерная печать. Последнее название прижилось и стало наиболее распространенным. В конце 1980-х и начале 1990-х годов начался рост производства присадок, используемых для быстрого прототипирования, известного как RP. Печать на базе этого расходника занимает время от нескольких часов до нескольких дней, в зависимости от выбранного проекта. RP-модели создаются с помощью автоматизированного проектирования, известного как CAD.
Перед тем как сделать 3Д-принтер, подбирают Soft-машины, способные самостоятельно определять способ создания макета. Таким образом, процедура построения изделий, печатающихся по слоям, стала известна, как трехмерная печать. Первая 3D-печать состоялась в Массачусетском технологическом институте. В начале 1990-х годов MIT инициировал практику, которую сертифицировали, как 3DP, после чего, собственно, и началась история трехмерной печати. В феврале 2011 года Массачусетский технологический институт получил лицензии на 6 корпораций и предложил 3DP для своих продуктов.
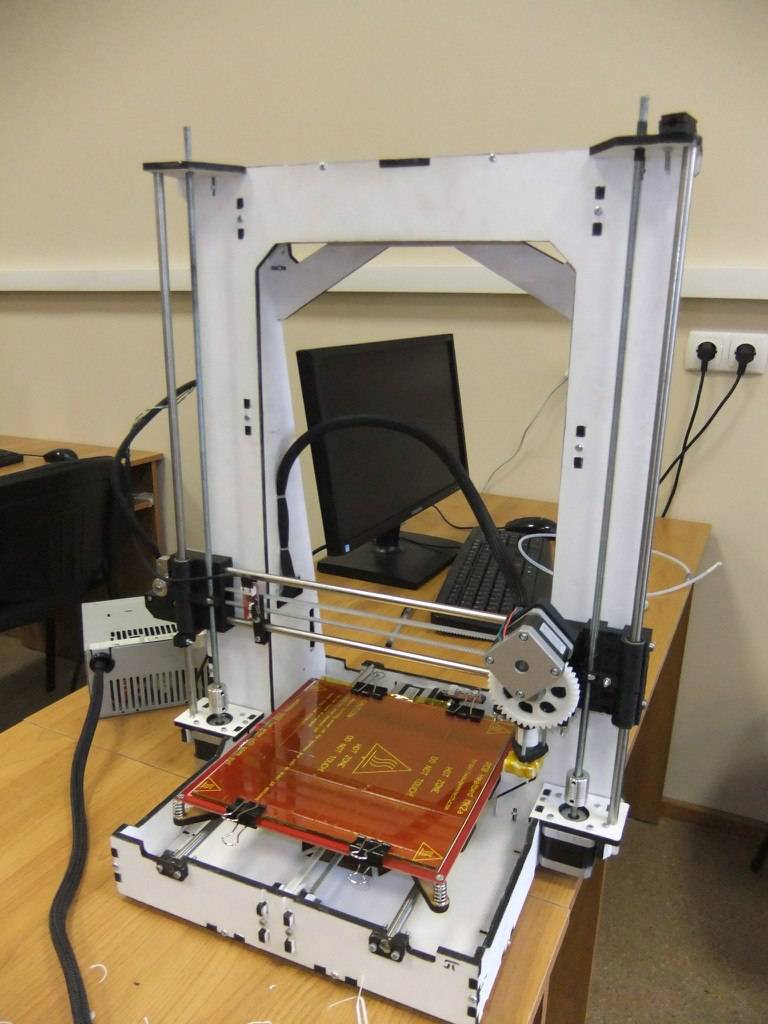
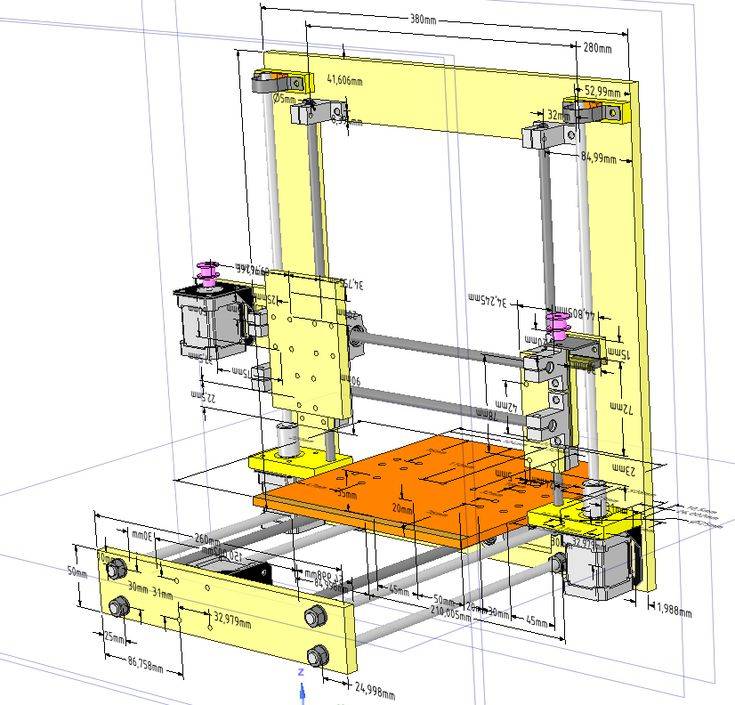
Детали и чертежи
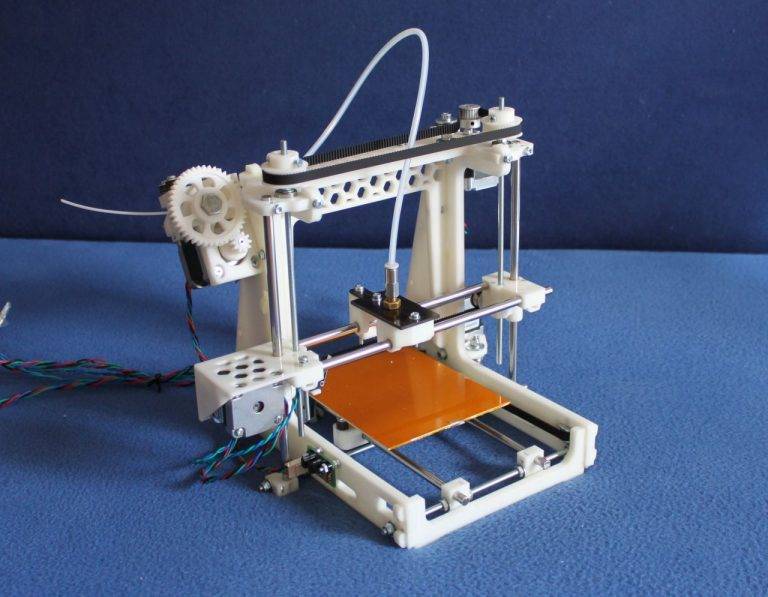
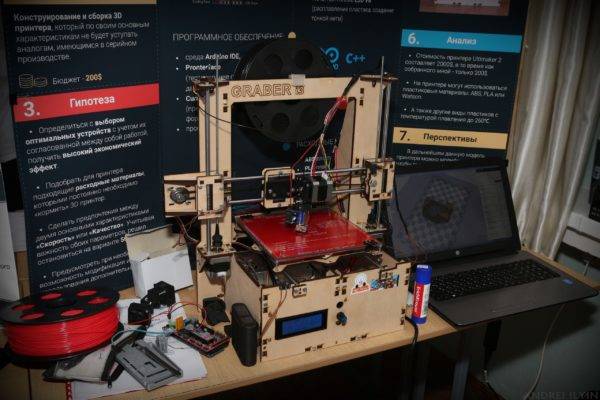
Данила Елисеев, учащийся 9 класса гимназии № 6 г. Минска.
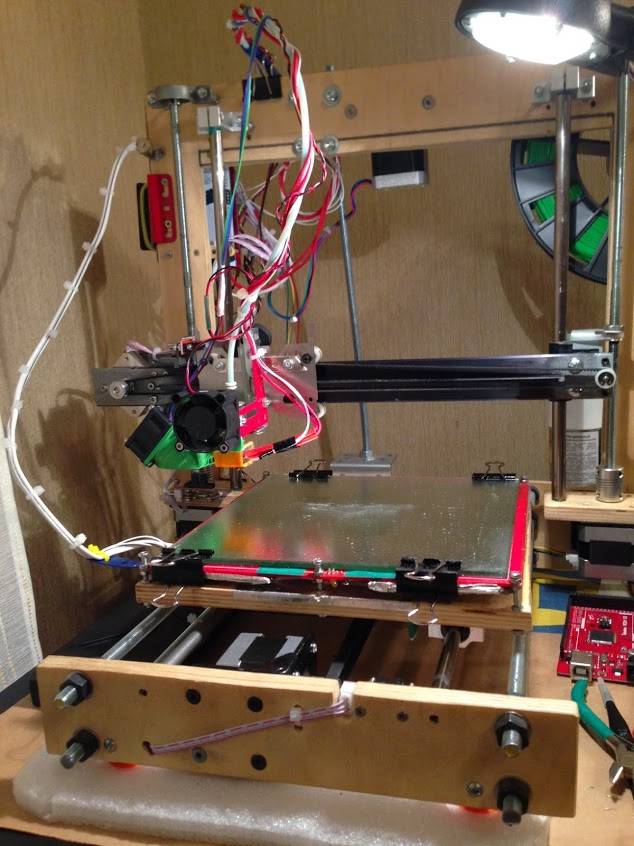
Для изготовления корпуса из фанеры я использовал чертежи с сайта RepRap.org/wiki/. Детали собирал по инструкции для принтера Graber I3. На торговой платформе Aliexpress приобрёл совместимые друг с другом элементы: термисторы, концевые переключатели, платы управления, шаговые двигатели и контроллеры для них, валы, подшипники, дисплей. Использовал схему подключения электроники, которая есть в свободном доступе в Интернете.
Самыми сложными и трудоёмкими этапами работы оказались настройка электроники и калибровка шаговых двигателей. Также потребовался обдув сопла — он предотвращает растекание расплавленного пластика, позволяя повысить качество и скорость печати.
Для автономной работы 3D-принтера, вывода и настройки печати служит специальный экран, в котором есть вход для SD-карты. Это позволяет следить за процессом, настраивать подачу материала, скорость печати, мощность обдува и т. д.
Павлин из пластиковых бутылок своими руками — изюминка вашего сада. Пошаговая инструкция с иллюстрациями
Направляющие (валы)
На что влияет. Плавность хода сопла, ровность слоев.
Варианты. Направляющих для Prusa i3 нужно ровно шесть штук. По две на каждую ось (X, Y, Z). Размеры следующие:
Общепринятый стандарт для валов 3D-принтера — 8 мм. И гнаться за 10 или 12 мм смысла нет. Вес головы хотэнда не такой значительный, что бы на расстоянии в 370 мм гнуть вал.
Хотя, если у вас есть лишние деньги, можно извратиться и купить 12 миллиметровые валы. Вот только подшипники и подгонка пластиковых деталей потом выйдет дороговато.

Финансовый совет. Перфекционистам на заметку: рельсовые направляющие, конечно же, отличная штука. Но их стоимость даже в Китае откровенно пугает. Оставьте эту модернизацию на будущее.
К слову, валы можно купить как на AliExpress (тут или тут), так и по месту с тех же досок объявлений. Самый доступный вариант — отправиться на блошиный рынок и найти на разборке принтеров и старой оргтехники (МФУ, сканеры) шесть нормальных валов.
Главное, вооружитесь штангенциркулем. Все валы должны быть строго одного диаметра. Цена за штуку получится в районе 60 – 70 рублей.
Цена вопроса: 420 рублей (вариант блошинного рынка).
Ошибки и способы их избежать
Есть ряд ошибок, которые допускают начинающие 3D-мейкеры при сборке, настройке и самой печати. Рассмотрим их:
- Изготовление каркаса кустарным образом. Заготовки для рамы выпиливают обычной ножовкой. Таким способом не получится достичь точных размеров. Появятся зазоры. Части элементов конструкции будут болтаться, люфтить. Все это скажется на качестве печати. Не стоит дешевить на данном пункте. Лучше заказать все детали рамы в лазерной мастерской. Такой резак сделает выверенные детали для рамы с минимальными допусками.
- Использование тонкого материала для рамы. Для построения каркаса берут фанеру, оргстекло, акрил, МДФ. При этом их толщина должна быть не менее 6 мм. В противном случае конструкция может дать трещину. Через этот казус прошел не один десяток печатников.
- Для снижения шума и вибрации, которые исходят от двигателей, стоит использовать резиновые прокладки-демпферы. Это могут быть силиконовые ножки, которые продают для стиральных машин в хозяйственных магазинах. Также это скажется на качестве изготавливаемой модели.
- Отсутствие системы охлаждения. Сильная нагрузка на блок питания, отсутствие вентиляции в области подогреваемой платформы – все это может привести к подвисаниям печати. Не стоит экономить на охлаждении.
- Заказ дешевых компонентов. Не нужно экономить на электрике! Если выйдет из строя хотя бы один моторчик, работа встанет. Это особенно губительно скажется на работе тех 3D-мейкеров, кто делает модели на заказ.
- Выставлять завышенные настройки. Некоторые печатники ставят самую высокую скорость печати. Они наивно полагают, что это не скажется на качестве конечной продукции. Рекомендуем экспериментировать с разными материалами и настройками, чтобы найти золотую середину. Не нужно сразу же загонять принтер. Испортите гору пластика в пустую.
Это большая часть основных ошибок, которые могут сказаться на качестве конечной работы.
Сборка 3D-принтера в домашних условиях – это не такое сложное занятие. Огромное количество людей сэкономили десятки тысяч рублей, изготавливая печатное устройство своими руками. Тем более что это довольно несложный процесс, если делать все четко и по шагам. Еще один плюс сборки в домашних условиях – бесценный опыт, который пригодится при работе на более профессиональном оборудовании.
Технология НРМ (FFF)
Эта технология позволяет создавать не только модели, но и высококачественные детали из термопластиков — сложные многоуровневые формы, полости и отверстия, которые трудно получить обычными методами. Она выгодно отличается чистотой, простотой в использовании и пригодна для применения в офисах.
Для печати используют два различных материала. Из основного будет состоять готовая деталь, а вспомогательный нужен для поддержки. Нити обоих подаются в печатающую головку. Она передвигается в зависимости от изменения координат X и Y и наплавляет материал, пока основание не переместится вниз и не начнётся следующий слой. Когда принтер завершит работу, остаётся отделить вспомогательный материал механически или растворить его моющим средством. После этого изделие готово к использованию.
FFF-технология





