

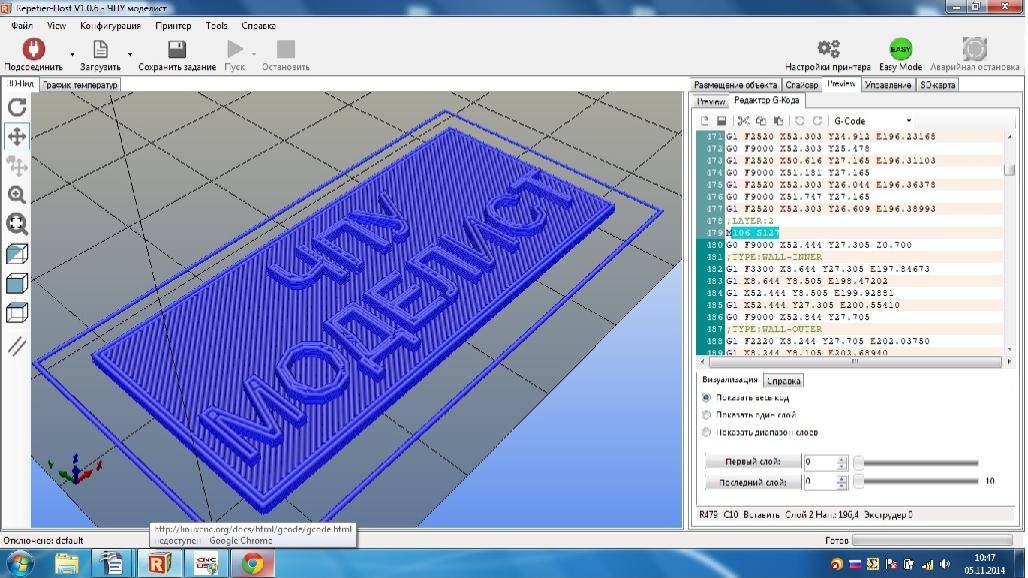
Самые распространенные команды G-code
Вы можете создать несколько строк кода, комбинируя различные инструкции, составляющие язык. Каждая строка кода представляет собой инструкцию, которую должен выполнить 3D-принтер. Например, G1 X10 F3600. Эта строка кода указывает принтеру переместить экструдер в положение X = 10 мм от станины со скоростью 3600 мм / мин.
Мы также можем создать много строк кода, каждая из которых будет указывать на разные инструкции для принтера. Например:
- G1 X0 Y0 F2400. Переместить экструдер – положение X = 0 и Y = 0 станины со скоростью 2400 мм / мин.
- G1 Z10 F1200. Переместить ось Z – положение Z = 10 мм со скоростью 1200 мм / мин.
- G1 X30 E10 F1800. Пропустить 10 мм через сопло, перемещая экструдер – положение X = 30 мм.
Эти 3 строки кода дают задачу 3D-машине двигаться в положениях, указанных в командах, и с указанной скоростью. Каждая строка кода состоит из различных комбинаций букв и цифр. Каждая комбинация сообщает принтеру что-то особенное.
Цифры указывают значение выполняемой G-code команды 3d принтера. Для обозначений G и M числа изменяют тип команды. Давайте посмотрим на некоторые случаи, примеры G-кода для mach3:
- Число 3600 указывает значение скорости, с которой должен двигаться рычаг 3D-принтера. В данном случае это 3600 мм / мин.
- X15, Y10. В этом случае 15 указывает миллиметры, на которые экструдер должен перемещаться по оси X, а 10 означает, что он должен перемещаться на 10 мм по оси Y.
- В этом случае принтер должен поднять экструдер на 10 мм по оси Z.
- Как и в случае с командой G, число 104 в команде M не представляет геометрическое значение, а используется для обозначения функции, которую необходимо выполнить. M104 – это машинная команда, используемая для запуска нагрева экструдера.
- Команды E, F, X, Y или Z вместе с номерами их значений служат аргументами для команд G и M. Например: G1 E10 F800. G1 – это команда G, определяющая линейное движение. E10 и F800 – это аргументы команды, определяющие проталкивание нити на 10 мм через сопло со скоростью 800 мм / мин соответственно.
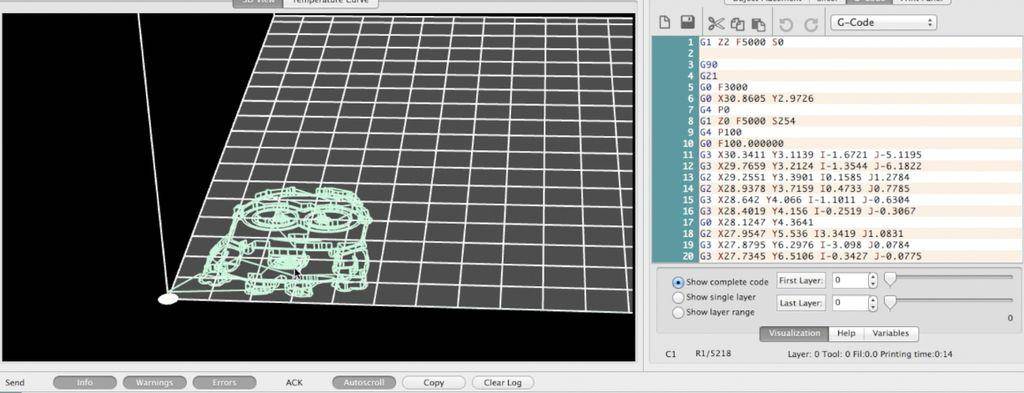
- G2 начинает движение экструдера по часовой стрелке до определенного положения. В качестве аргумента задаются координаты конечного местоположения экструдера и его оси вращения с параметрами.
- Параметр I указывает, насколько ось X перемещается от своего текущего положения.
- Параметр J устанавливает, насколько ось Y перемещается от своего текущего положения. Например: G2 X15 Y5 I0 J-12. Экструдер должен совершить круговое движение по часовой стрелке. У вас будет центральная ось, перемещающаяся на 0 мм по оси X и -12 мм по оси Y. Движение заканчивается, когда экструдер достигает положений X = 15 мм и Y = 5 мм.
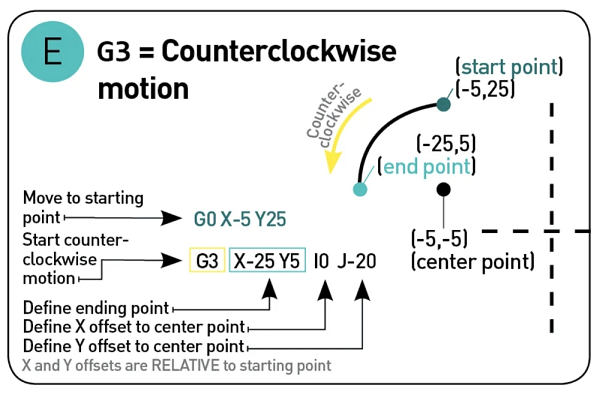
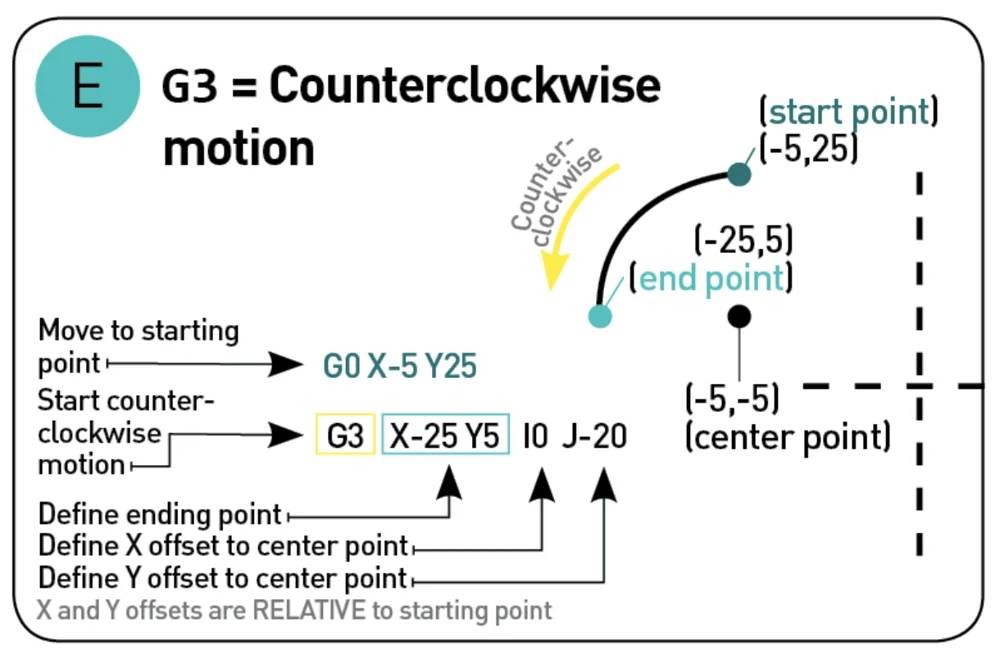
- Команда G3 использует те же параметры, но указывает, что круговое движение должно выполняться против часовой стрелки. Например: G3 X-20 Y10 I1 J-15. Команды G90 и G91 – режим позиционирования экструдера Перед запуском движения экструдера вы должны указать, является ли движение абсолютным или относительным.
- Для абсолютного перемещения экструдер перемещается в определенное место по осям X, Y, Z и E. Команда G90 используется для указания абсолютного перемещения. Пример: G1 X25 F3600 E0.02. Относительное движение означает, что экструдер продвинется на несколько миллиметров по одной из осей от своего текущего положения. Это указывается с помощью команды G91, как показано в следующем примере: G1 X10 Y10 F2400.
- G92 – установить текущую позицию. G92 используется для регулировки текущего значения любой из осей или функций до желаемого значения. Например, вы можете сообщить 3D-принтеру, что нить находится в позиции 0 мм в экструдере, как показано ниже.
- G92 E0 – отрегулируйте положение нити на 0 мм. В этом случае аргумент указывает тип требуемой функции или перемещения. Вместо E вы можете использовать координаты X, Y или Z для регулировки положения экструдера.
Справка! G20 устанавливает размеры в дюймах, а G21 – в миллиметрах.
А теперь рассмотрим самые важные M-команды:
- M104 запускает нагрев экструдера и одновременно позволяет 3D-принтеру выполнять другие действия. Например:
- M109 выполняет нагрев экструдера, но не позволяет выполнять другие действия, пока не будет достигнута запрограммированная температура.
- M106 – отрегулировать скорость вентилятора. Чтобы управлять вентилятором, направленным на печатаемый объект, мы можем использовать команду M106 следующим образом:
- M106 S255. Вентилятор установлен на максимальную скорость. В этом случае S указывает скорость вентилятора, а 255 – максимальное значение скорости, где 255 = 100% скорости.
- M112 – аварийная остановка. Когда ситуация выходит из-под контроля, можно использовать команду M112, чтобы немедленно остановить процесс печати. При подаче этой команды двигатели и нагреватели охлаждаются.
Какие бывают G-коды
Программы с G-кодом пишутся в виде текстового формата, каждую строчку называют кадром. Кадр состоит из буквенного символа – это адрес и цифра, в которой выражено числовое значение. Коды бывают основными и вспомогательными. На основе такой программы работает токарный и фрезерный станок с ЧПУ.
Команды группы G называют подготовительными. Они задают движение рабочих элементов на станке с определенной скоростью. Скорость может быть круговой или линейной. Также G-код используется для обработки отверстий и резьбы. Еще одной функцией является управление параметрами и координатными системами аппаратуры.
Основные команды программы направлены на выполнение следующих функций:
- G00 – G04 функция позиционирования;
- G17 – G19 осуществляют переключение рабочих параметров;
- G40 – G44 компенсация длины и диаметра разных элементов аппарата;
- G54 – G59 переключение координатных систем;
- G71 – функция обработки отверстий;
- G80 – G84 функция нарезания резьбы и сверления;
- G90 – G92 переключение абсолютной и относительной систем координат.
Символы бывают разными: М выполняет вспомогательные функции, такая команда необходима для смены инструмента, вызова подпрограммы и ее завершения, S – это функция основного движения, F – подача, Т, D, Н являются выражением функций инструмента.
Значение символа зависит от вида станка с ЧПУ. Программирование осуществляется на основе этих кодов.
Когда необходимо использование G-кода
Слайсеры в абсолютном своем большинстве выдают корректный G-код, он в процессе печати обеспечивает великолепный результат, но также есть вероятность, что ручная правка G-код имеет преобладание перед слайсером в следующих случаях:
- Когда невозможно разобраться в настройке слайсера выдающего ошибку. Это точечная правка файла подготовленного для печати сложной и большой модели.
- Необходимость изменить температуру экструдера в определенное время печати, если производятся деликатные или определенно важные области ожидаемой модели. Эта специальная настройка используется при отсутствии этого функционала слайсером.
- При возникновении сложностей на этапе печати сложной большой детали, добавляется специальная команда, к примеру, включить или выключить обдув. Подобное действие решит проблему.
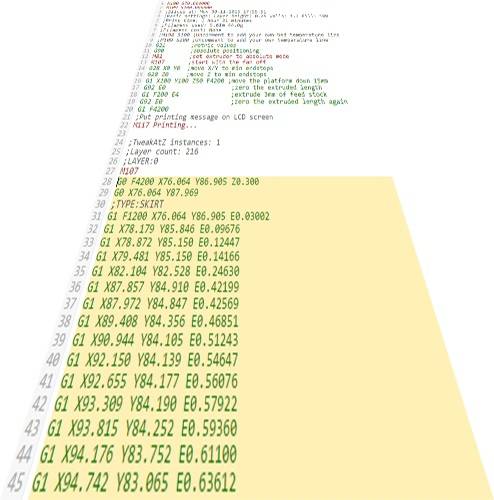
Популярные команды G-code
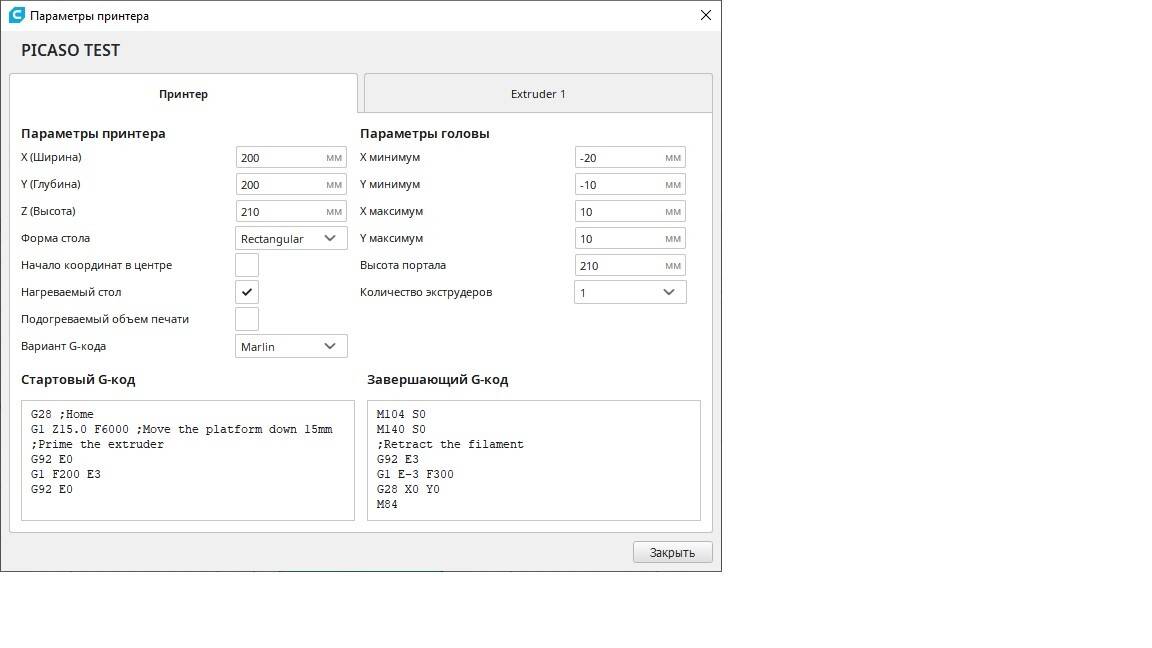
G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
Пример: G28.
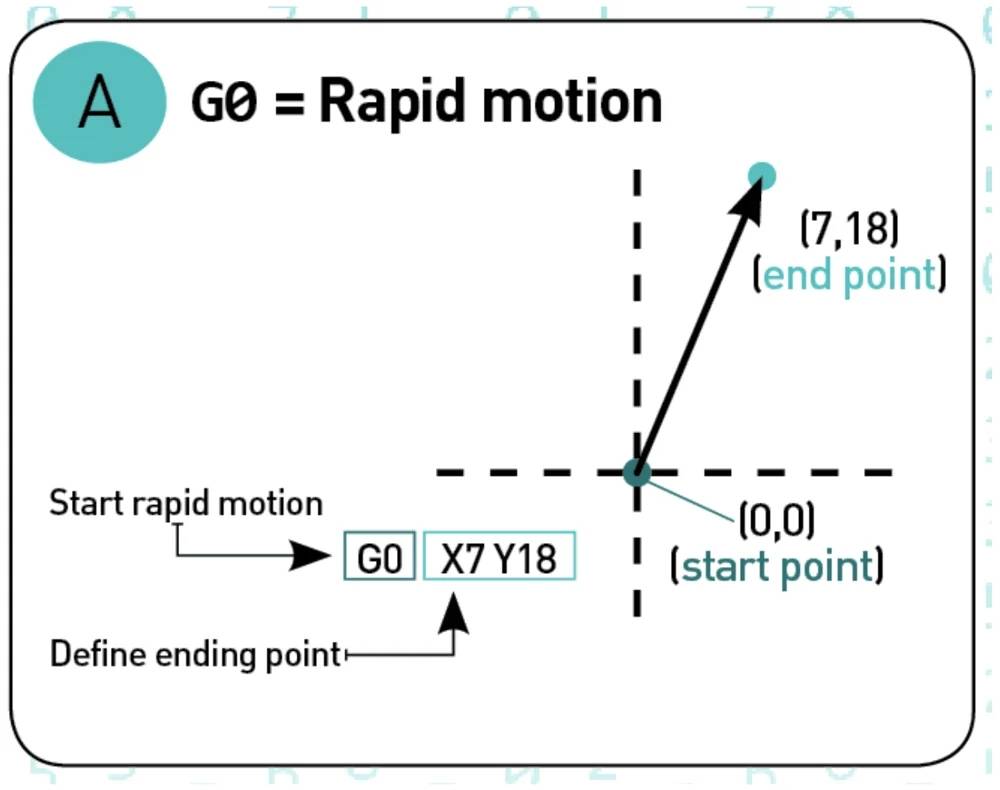
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.


Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Принципы кодировки команд G-code для 3D-печати
Ранее, программирование станков осуществлялось вручную, сейчас же существует огромный выбор программ, которые преобразовывают в код управления загруженный 3D-объект. К 3D принтерам применяют программы, которые имеют название слейсеры. Simplify3D, Cura эти слейсеры и другие подобные выполняют функцию автоматизации процесса написания кода управления, полученный код используется для получения заданной цели. Если корректировка ручная, то она корректирует всего один или два параметра или же ищет лишнюю команду. Сейчас абсолютно нет необходимости пользователю писать множество строк кода, все делается гораздо проще, в слайсере генерируется код и при необходимости вносятся незначительные правки.
Внимание! Для того, чтобы внести правки в G-code вручную, рекомендуется бесплатная программа NotePad++. Она помогает в поисках вредоносной команды, определяет все в коде все ее повторения и удаляет их.
Что такое G-code?
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Также важно понимать что все 3D-принтеры , фрезерные станки, CO2-станки и прочее станки ЧПУ работают практически на одном языке. Разница может быть сугубо в “богатстве языка”, т.е
количестве уникальных команд для того или иного типа устройств.
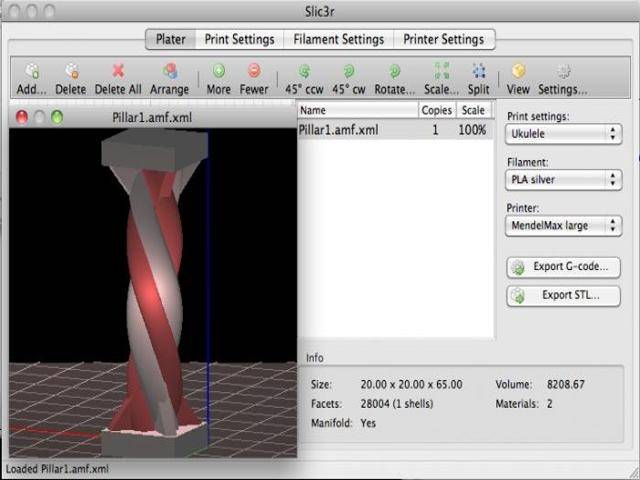
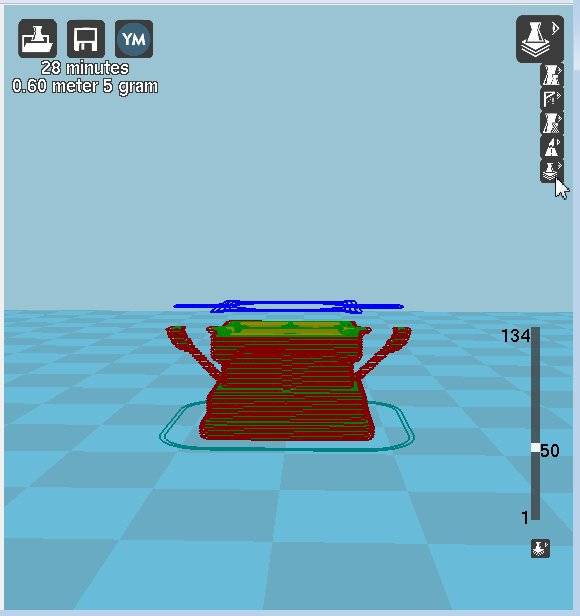
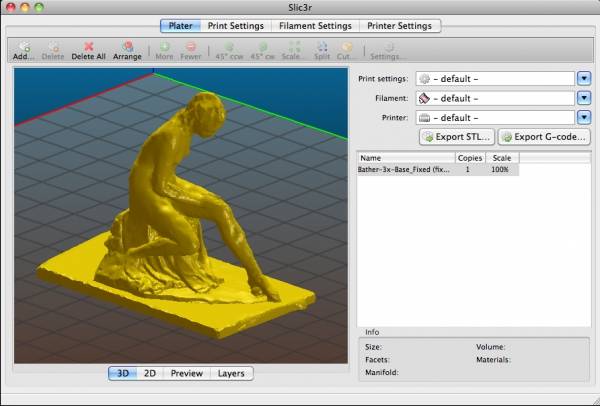
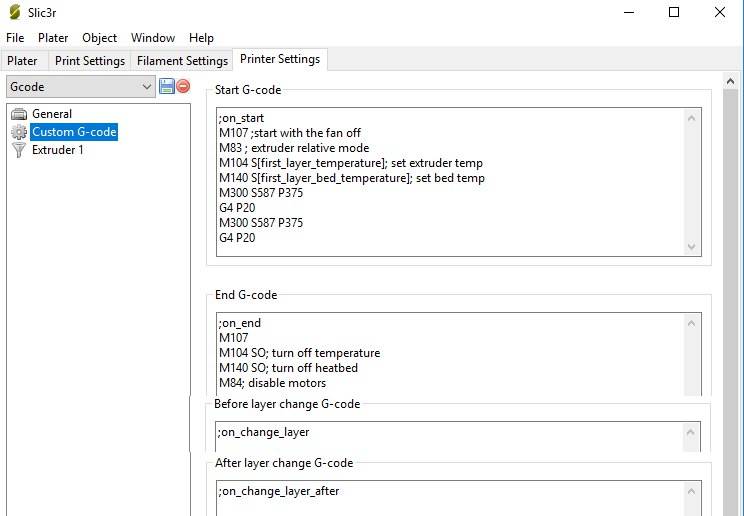
ПО 3D Slicer Slic3r
Также есть невероятное новое заполнение сот, которое создается в трех измерениях: первый раз, когда шаблон заполнения, который может быть изменен между слоями, вместо повторения одного и того же шаблона. Это может значительно повысить прочность внутреннего заполнения и окончательной печати.
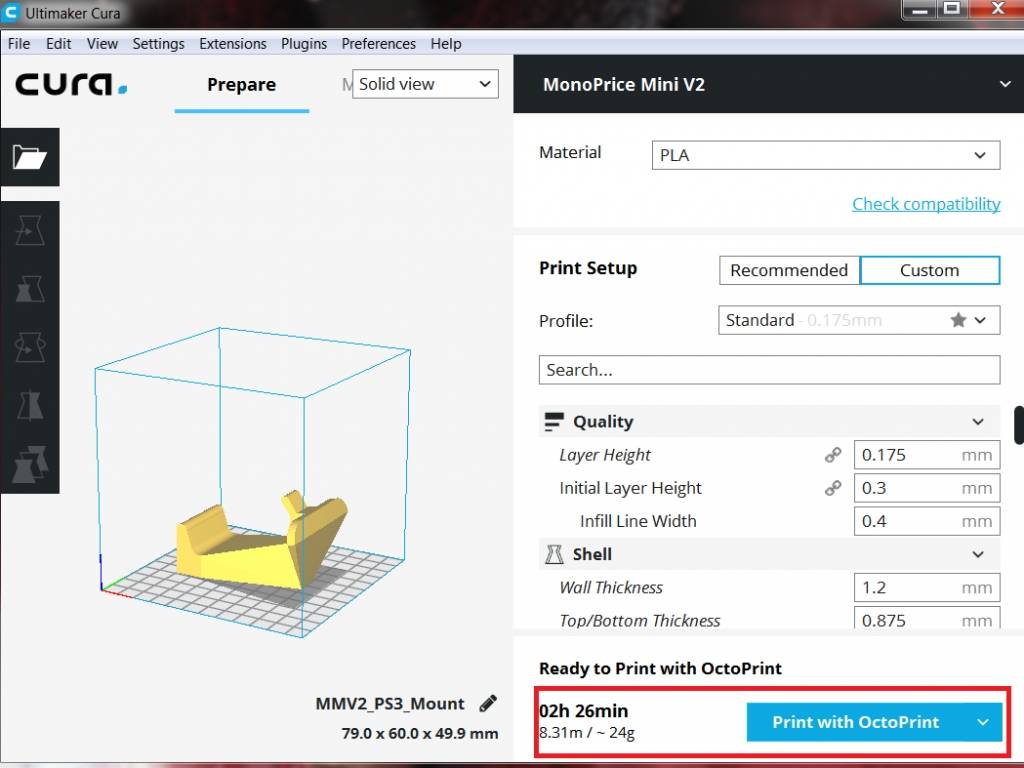
Еще одной особенностью является непосредственная интеграция с OctoPrint. Когда файлы разрезаны на рабочем столе пользователя, их можно загрузить прямо в окно OctoPrint пользователя одним нажатием кнопки.
Достоинства. Программное обеспечение достаточно быстро даже на медленных компьютерах. Если вы изменяете настройку, программное обеспечение рассчитывает только затронутые детали. Он включает в себя инкрементальный срез в реальном времени, предварительный просмотр в 3D, предварительный просмотр траектории в 2D и 3D, заполнение 3D-сот, интеграцию с OctoPrint, регулирование давления и многое другое.
Недостатки. На данный момент нет никаких временных и оценок печати.
Подходит для экспертов и профессионалов в области 3D-печати.
Сайт. www. slic3r. org
Цена Бесплатно
ОС Windows, Mac, Linux
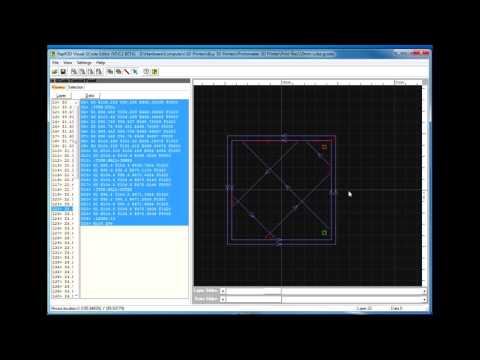
Создаем G-code для плоттера в программе Carbide Create.
Для того чтобы создать G-code для плоттера, воспользуемся программой Carbide Create. Данная программ позволяет создавать G-code для фрезерных ЧПУ станков. Для наших целей её тоже можно использовать, но с определёнными ограничениями, о которых расскажу по мере их возникновения.
Скачать программу Carbide Create.
Для того чтобы скачать программу, в поиске «Яндекс» указываем название программы «Carbide Create». Переходим на сайт разработчика.
Прокрутив страницу ниже, вы увидите заголовок «Carbide Create CAD/CAM Software». Нажимаем на кнопку «See Carbide Create», чтобы подробнее почитать о программе.

После чего вы получите письмо, на указанный ранее электронный адрес. В письме будет ссылка на скачивание программы «Click here to download Carbide Create».
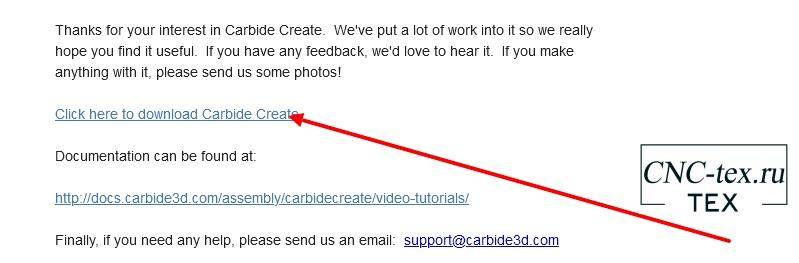
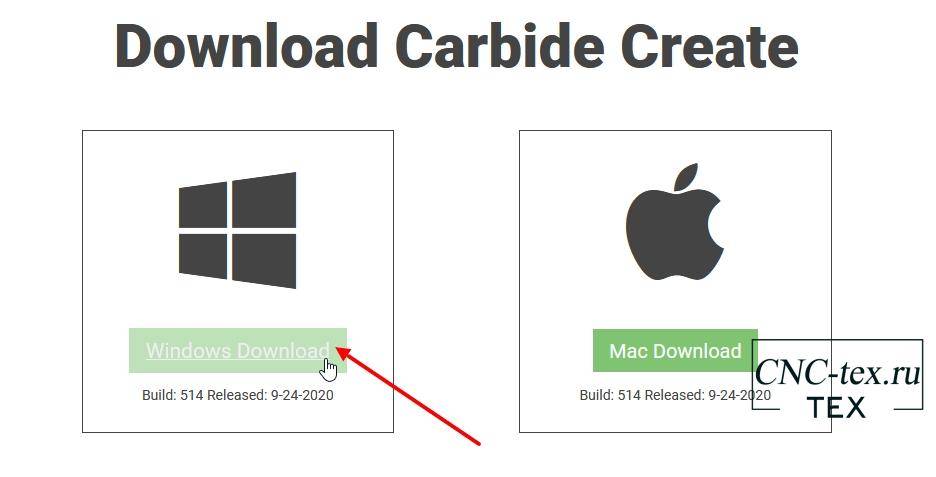
После нажатия на которую вы сможете скачать программу для вашей операционной системы. К сожалению, для Linux версии нет.
Создание G-Code в программе Carbide Create.
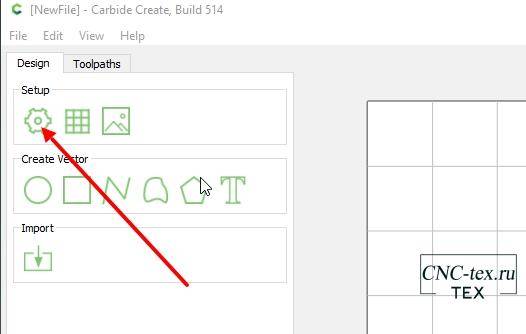
Запускаем программу Carbide Create и выполним настройки. Для этого нажмем на иконку шестеренки, в блоке кнопок «Setup».
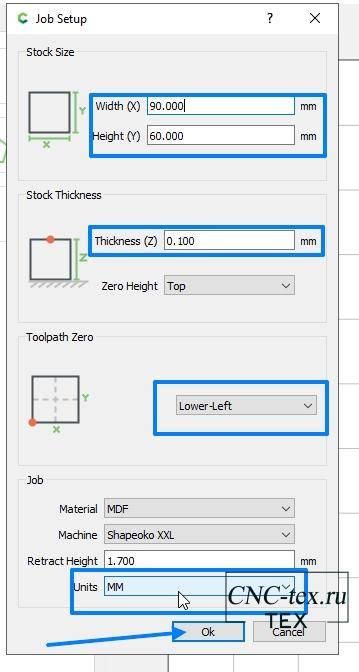
В открывшемся окне первым делом нужно настроить единицы измерение «мм», внизу окна и нажать на кнопку «Ок». Затем повторно открыть данное окно и произвести настройки размера рабочего поля станка. Поднятие оси Z, толщину заготовки и нулевую точку, в левом нижнем углу. Сохраняем настройки.
Затем загрузим векторное изображение, которое мы создали в программе Inkscape. Для этого в меню выбираем «File-> Open…».
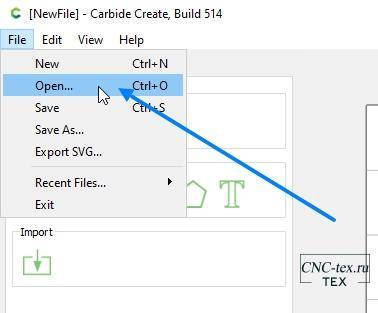
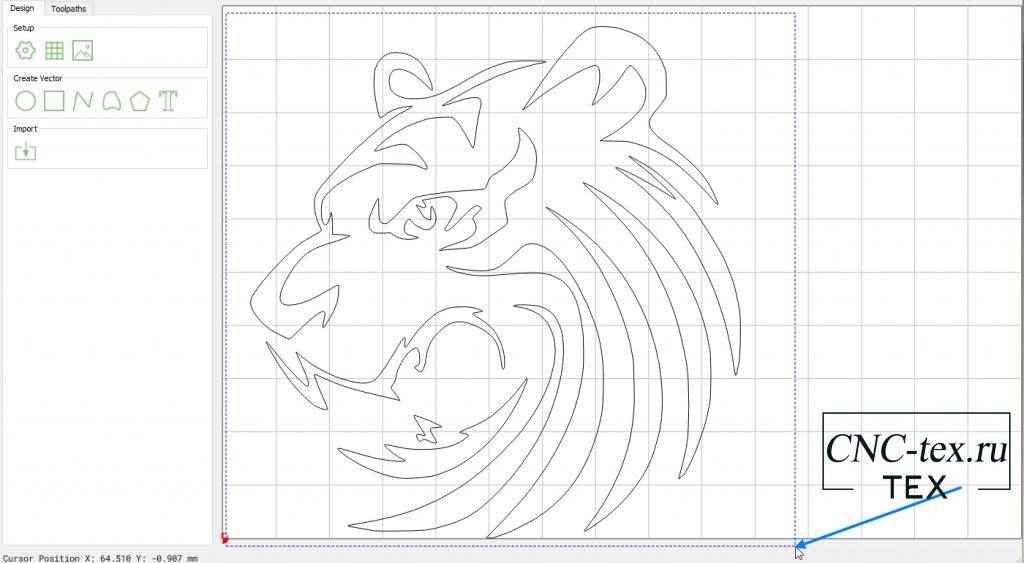
Выбираем файл «Пример1» и нажимаем на кнопку «Открыть».

Чтобы начать работать с нашим изображением выделяем его.
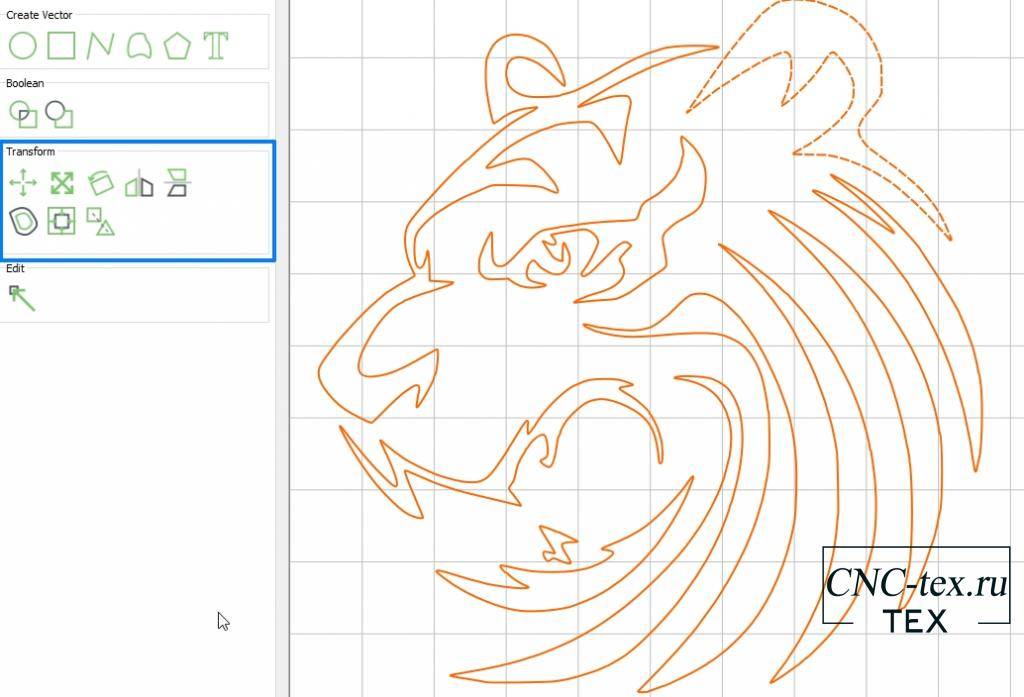
На панели «Transform» находятся инструменты, которые позволят перемещать, вращать, изменять размер изображения.
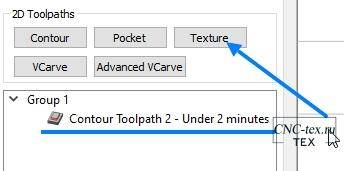
Для создания G-Code необходимо перейти во вкладку «Toolpaths». Здесь на панели «2D Toolpaths», можно выбрать вид обработки. Нас интересует «Controur».
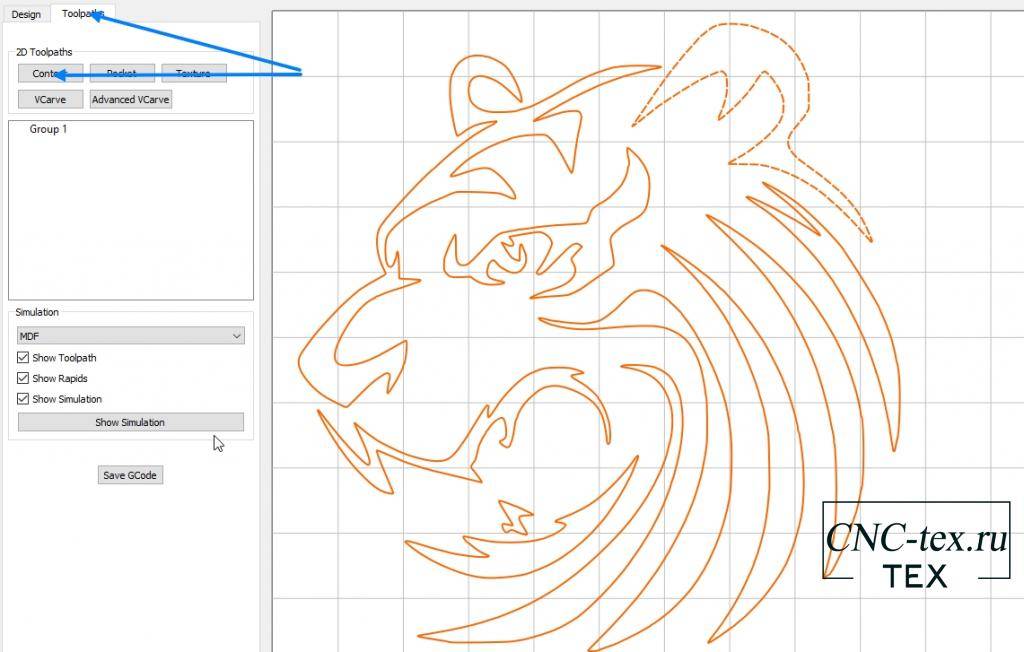
В открывшемся окне настройки обработки, нужно выбрать инструмент обработки. В программе обширная библиотека фрез. Выбираем любую с максимальной скоростью обработки, так как вручную задать скорость обработки мы не можем. Это один из основных минусов данной программы для создания кода, для плоттера. Но при этом большой плюс для составления управляющей программы для фрезерного станка.
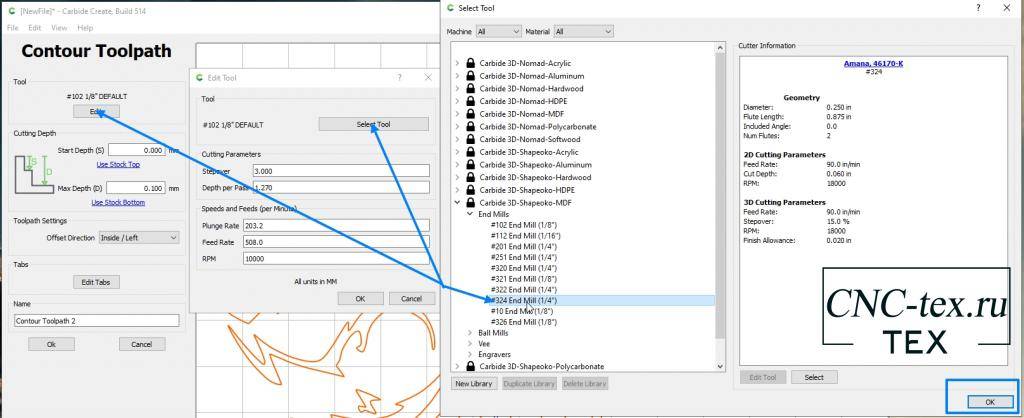
После выбора инструмента, нужно указать высоту по оси Z и обработку по линии, и нажать на кнопку «Ок».

Обработка по контру создана. Сейчас нам нужно создать заштриховку. Для этого будем использовать операцию выборки для фрезерного станка.
В окне настройки, указываем параметры как на картинке. Это позволит сделать обработку максимально быстро.
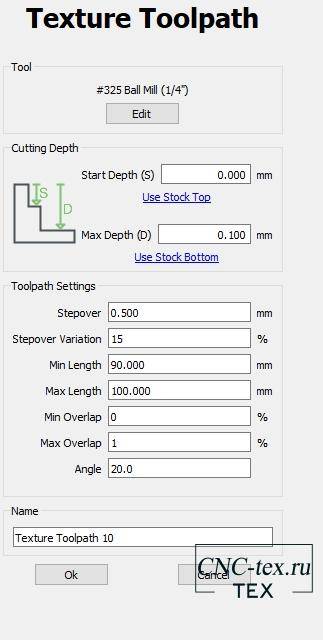
Мы добавили 2 операции обработки, в конце каждой операции указанно ориентировочное время выполнения в минутах.
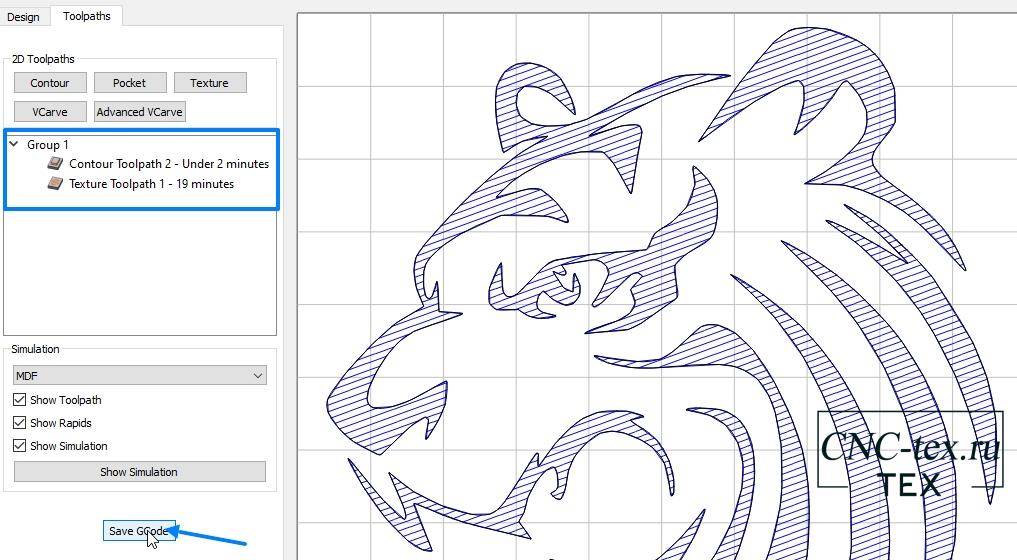
Для создания G-Code нажимаем на кнопку «Save GCode», указываем название файла «Пример1.nc» и сохраняем его.
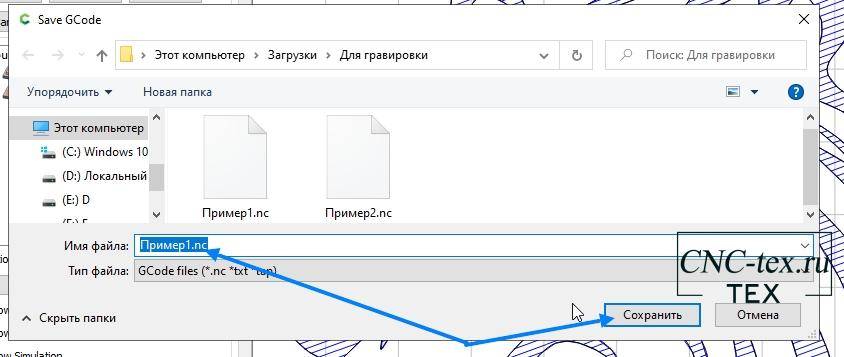
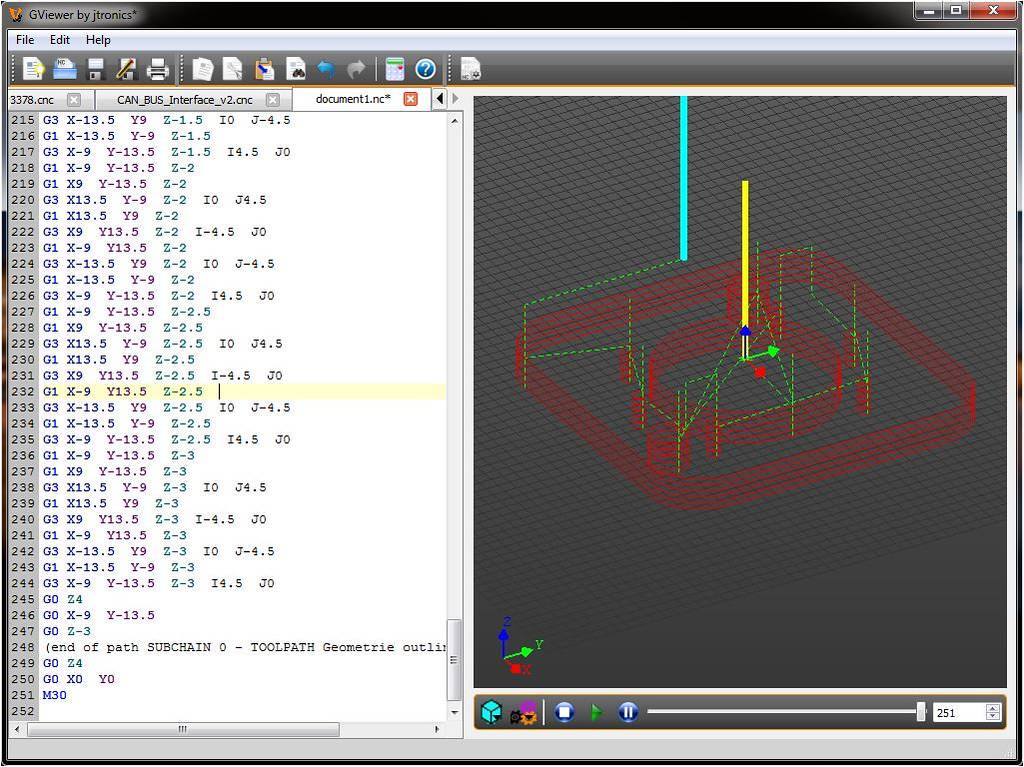
G-Code готов, сейчас можно проверить что у нас получилось, но для этого понадобится управляющая программ для ЧПУ станка.
Вспомогательные (технологические) команды
| Код | Описание | Пример |
|---|---|---|
| M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «безусловный технологический останов» | G0 X0 Y0 Z100 M0 |
| M01 | Приостановить работу станка до нажатия кнопки «старт», если включён режим подтверждения останова | G0 X0 Y0 Z100 M1 |
| M02 | Конец программы, без сброса модальных функций | M02 |
| M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
| M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
| M05 | Остановить вращение шпинделя | M5 |
| M06 | Сменить инструмент | T15 M6 |
| M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
| M08 | Включить основное охлаждение. Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14 | M3 S2000 M8 |
| M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
| M13 | Включить охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
| M14 | Включить охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
| M17 | Конец подпрограммы | M17 |
| M25 | Замена инструмента вручную | M25 |
| M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в случае примера переход осуществится к строке N25), действует не везде, предположительно — только на станках HAAS | M97 P25 |
| M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в случае примера переход осуществится к программе O1015) | M98 P1015 |
| M99 | Конец подпрограммы | M99 |
| M30 | Конец программы, со сбросом модальных функций | M30 |
не больше одного кода в кадре
Параметры команд
Параметры команд задаются буквами латинского алфавита
| Код | Описание | Пример |
|---|---|---|
| X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
| Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
| Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
| P | Параметр команды | G04 P101 |
| F | Скорость рабочей подачи. Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (mm/min), Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/rev). | G1 G91 X10 F100 |
| S | Скорость вращения шпинделя | S3000 M3 |
| R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 −10 F50 или G2 G91 X12.5 R12.5 |
| D | Параметр коррекции выбранного инструмента | G1 G41 D1 X10. F150. |
| L | Число вызовов подпрограммы | M98 L82 P10 или G65 L82 P10 X_Y_R_ |
| I | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси X. | G03 X10 Y10 I0 J0 F10 |
| J | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси Y. | G03 X10 Y10 I0 J0 F10 |
| K | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси Z. | G03 X10 Y10 I0 K0 F10 |
| L | Вызов подпрограммы с данной меткой |
On-line генерация G-кода по растровому изображению
Интернет-сервис формирования G-кода из BMP, JPG, GIF, PNG
Мощность
Диапазон мощности
–
Минимум – Максимум
Дискретные значения
Описание сервиса
Сервис предназначен для формирования G-кода для станка с ЧПУ. On-line генератор G-кода создает программу для управления ЧПУ с установленным лазерным модулем.
Это может быть твердотельный лазер или CO2-лазер.
С помощью полученной программы для ЧПУ можно гравировать на различных поверхностях:
- Дерево
- Фанера
- Стекло
- Металлы
Псевдотонирование
Для гравировки на стекле можно воспользоваться псевдотонированием. Реализован алгоритм упорядоченного псевдотонирования.
Псевдотонирование позволяет смоделировать эффект полутонов с помощью двух цветов: белый и черный.
На стекле из-за малой площадки текучести, низкой теплопроводности и оптических свойств невозможно полноценно сформировать полутона.
В сервисе On-line генерация G-кода по растровому изображению после псевдотонирования выполняется инвертирование цветов.
Если необходимо получить псевдотонированное изображении без инвертирования цветов, то нажмите кноку Псевдотонирование повторно.
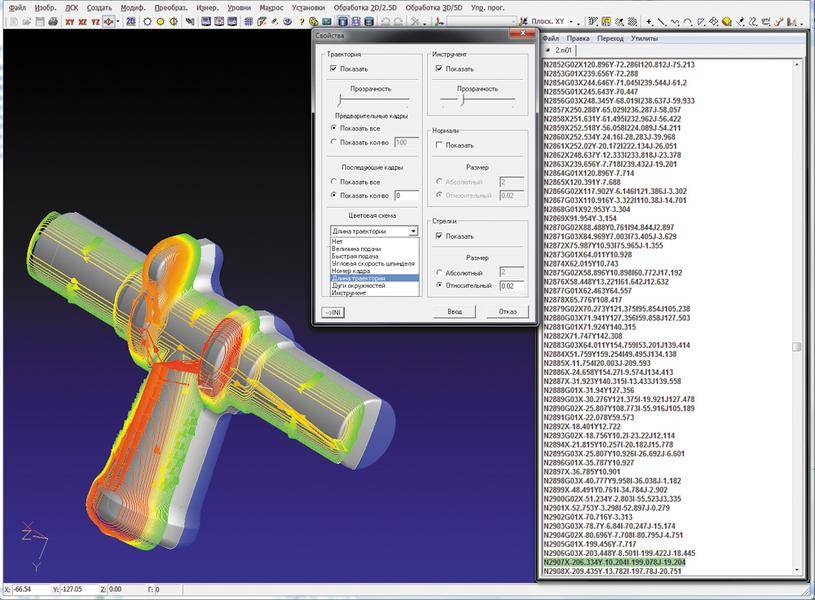
Формирование G-кода, реализованные команды
On-line сервис формирует код, эквивалентный коду, экспортируемому из программы ECNC. Следует заметить, что в программе ECNC для управления ЧПУ нет ограничений на размер загружаемого изображения.
В сервисе ограничения связаны с выделенным временем выполнения скриптов на сервере.
На данный момент в on-line генераторе G-кода используются команды:
- X – перемещение вдоль оси X
- Y – перемещение вдоль оси Y
- M3 – включение лазера
- M5 – выключение лазера
- S – мощность лазера
Правила формирования кода
В блоке Размеры готового изображения определяется соответствие между растровым изображением и заготовкой, то есть количество пикселей на 1 миллиметр.
Все перемещения производятся на скорости холостого хода.
Если каретка движется слева-направо, то перед “темным” пикселем лазер включается на заданную мощность. Каретка проходит пиксель и лазер выключается. Аналогично при движении справа-налево.
Мощность лазера задается числом, следующим за S. Число является отображением степени “черноты” пикселя на отрезок, заданный в блоке Диапазон мощности.
То есть, для диапазона 20-80, 255 – белый пиксель – соответвует команде S20, 0 – черный пиксель – соответствует S80. Для указания мощности используются только целые числа.
Кроме того, если выставить галку Дискретные значения, то отрезок 0-255 будет разбит на одинаковые интервалы. При попадании яркости пикселя в какой-то интервал будет установлена соответвующая мощность.
Генератор формирует тело программы. Скорость перемещения, начальное и конечное положения задайте самостоятельно.
Universal G-Code Sender скачать.
Для того чтобы скачать Universal G-Code Sender переходим на страницу github. На вкладке «Download» можно скачать последнюю версию 2.0.7 (на момент написания статьи) для Windows, MacOSX, Linux, Linux ARM или универсальный пакет для всех платформ.
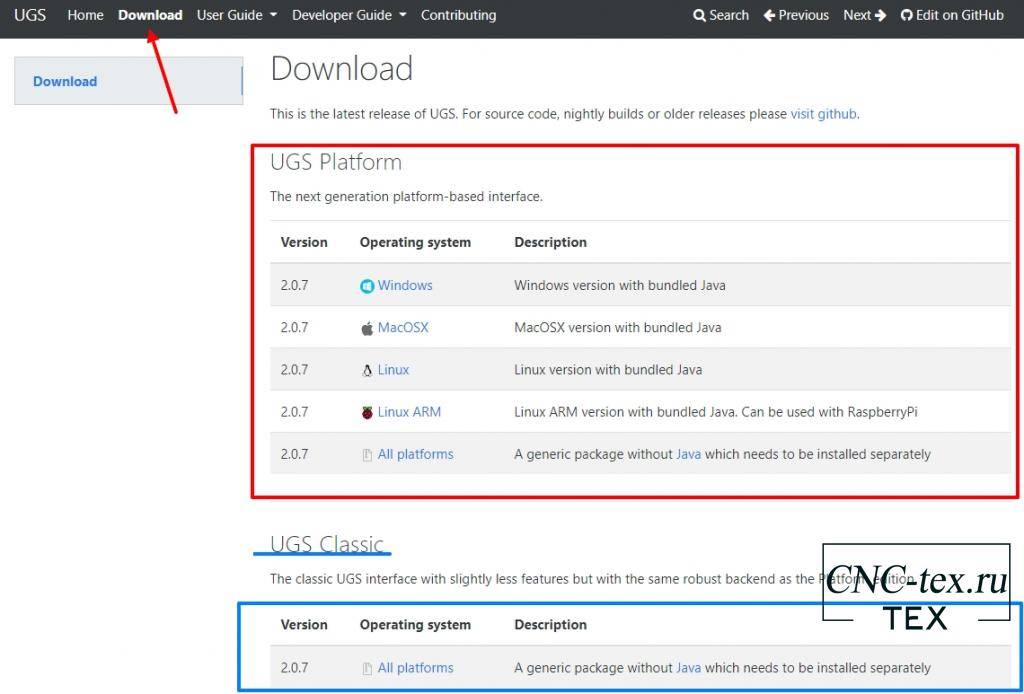
Если вам нравиться программы с минимальным набором функция и максимальной простой – выбирайте версию «UGS Classic».
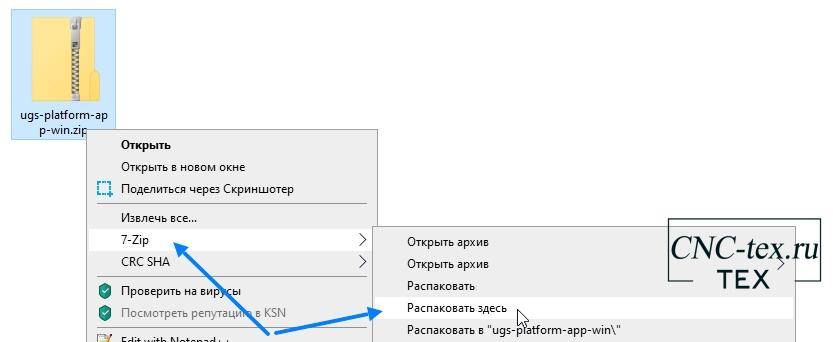
Оби версии программы, не зависимо от операционной системы, скачиваются в виде архива. Который достаточно разархивировать и запустить программу. Но тут есть свои тонкости, поэтому рассмотрим установку подробнее.
Я рассмотрю установку программы Universal G-Code Sender в Windows 10, здесь больше всего проблем. Например, в Linux работает программа гораздо стабильнее.
Universal G-Code Sender установка.
Процесс установки Universal G-Code Sender в основном заключается в распаковке архива. После чего нужно установить Java 8, если, конечно, данная программа у вас не установлена. Если вы не знаете, как проверить установлена программа или нет, ничего страшного, скачивайте тут программу для вашей операционной системы.

Устанавливаем, если у вас не установлена Java 8 или установлена более ранняя версия процесс пройдёт в штатном режиме. В противном случае, выдаст предупреждения что на вашем ПК установлена актуальная версии.
Выбираем Русский язык интерфейса программы Universal G-Code Sender.
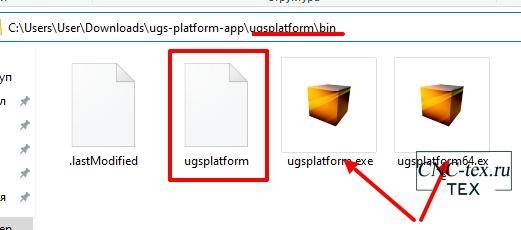
После того как у вас все установлено, запускаем программу. Для этого переходим в папку «…\ugsplatform-win\bin» И запускаем файл «ugsplatform64.exe» для 64-битной операционной системы. Или «ugsplatform.exe» для 32-разрядной операционной системы.
В Linux или Mac OS X запустите .
Внимание! Путь до папки с программой не должен содержать русские символы. Иначе программа выдаст ошибку и не запуститься

При запуске программа автоматически подхватить ваш системный язык и загрузиться на русском языке. Но выскочит уведомления о том, что программа не полностью локализованная для данного языка. На сколько переведена программа на русский можно найти на официальном сайте.
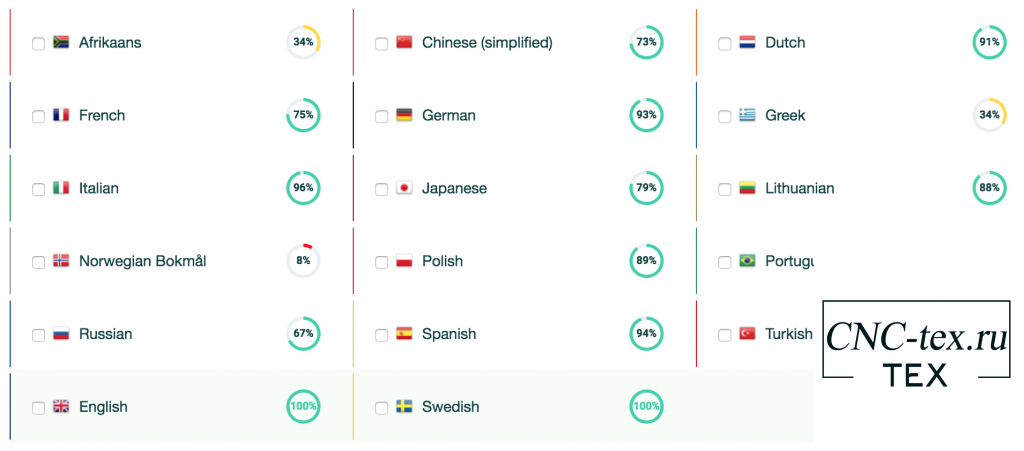
переведена на 67%UGS Classic
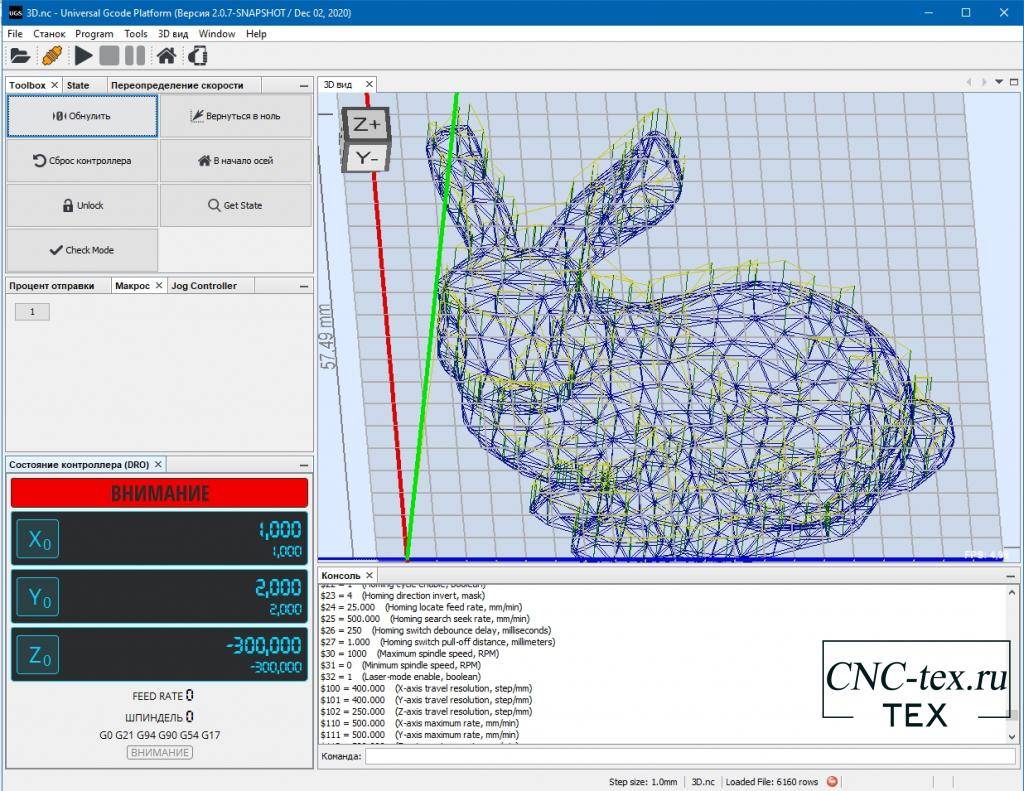
Вот так выглядит Universal G-Code Sender версию 2.0.7 на русском языке.
Проблема с кодировкой Universal G-Code Sender все русские символы в виде знака вопроса.
При работе в операционной системе Windows 10, столкнулся с такой проблемой, все русские символы в программе Universal G-Code Sender Platform и даже Universal G-Code Sender Classic.
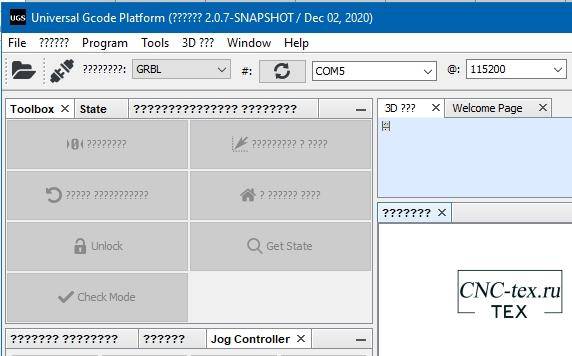
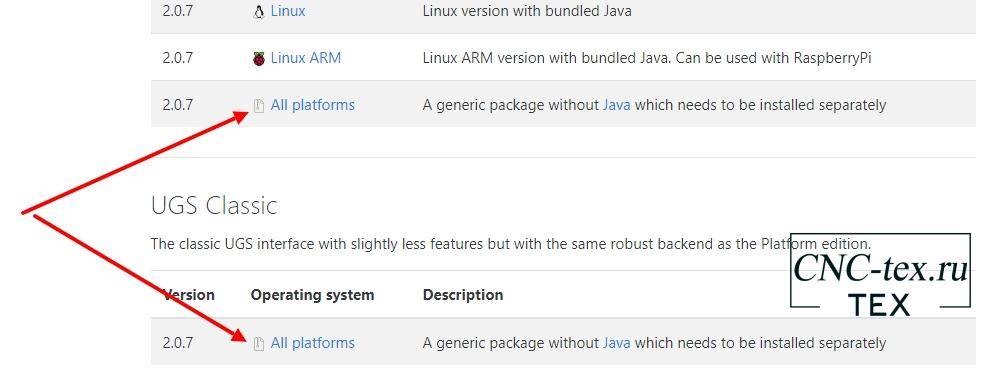
В виде знаков вопроса. Поискал в интернете решения, написано, что не хватает шрифтов в операционной системе. Но каких, не понятно. Решение нашел следующее. Скачиваем версию не для Windows, а «All platforms». И о чудо все запускается нормально и русский язык определяет автоматически. Что за глюк не понятно.
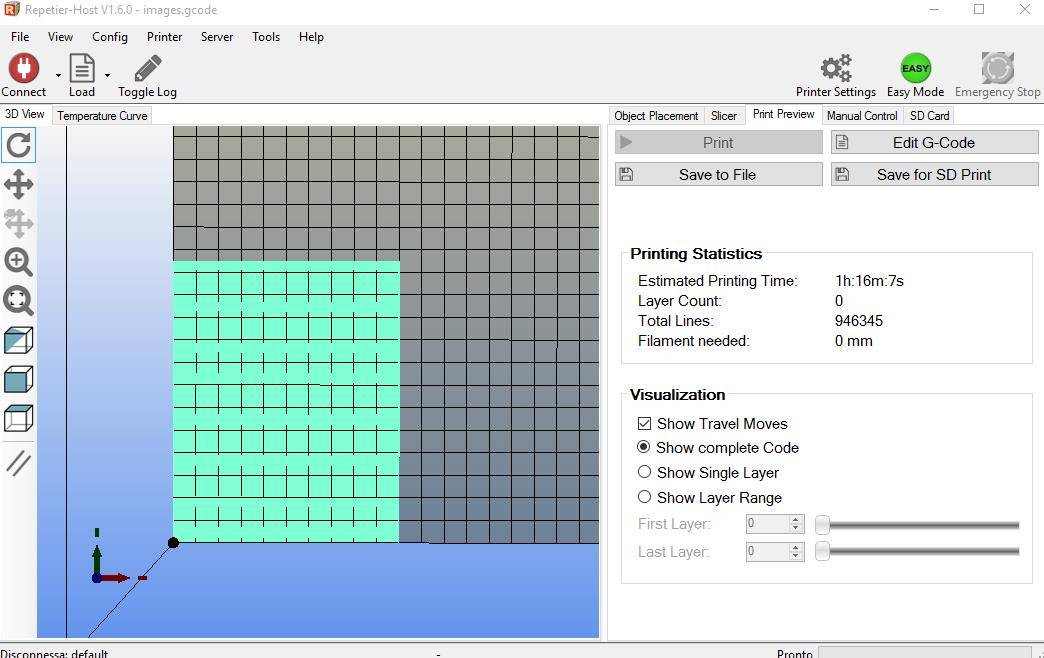
What is a 3D Printer G-code?
G-code (a.k.a RS-274), which has many variants, is the common name for the most widely used numerical control (NC) programming language. It is used mainly in computer-aided manufacturing to control automated machine tools (like CNC’s and 3D printers). G-code is sometimes called G programming language
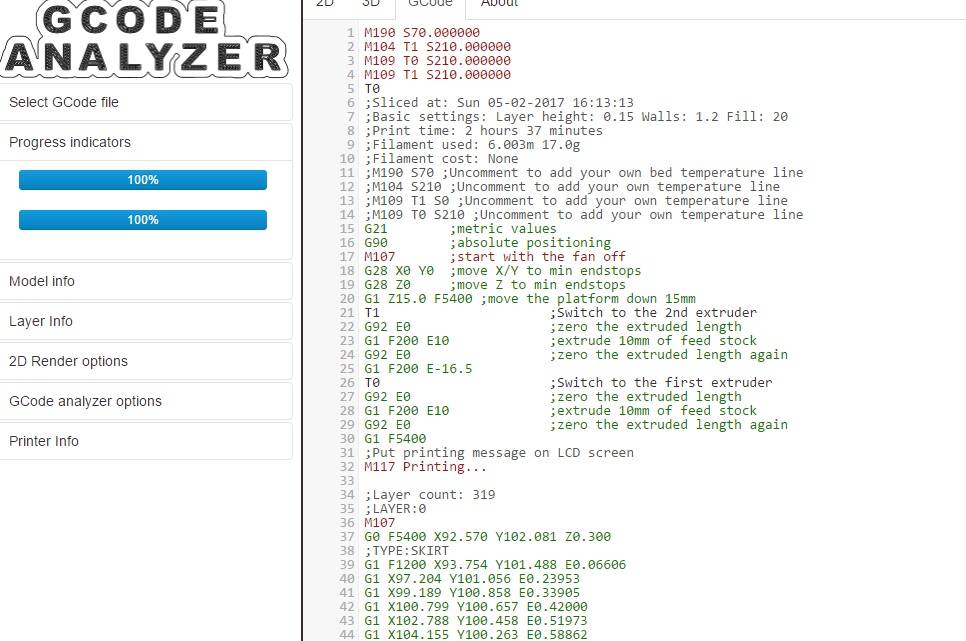
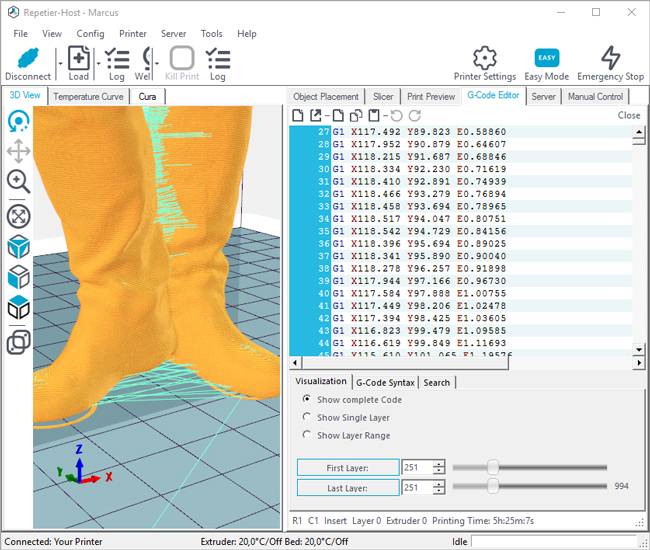
How to send 3D Printer g-codes to the printer?
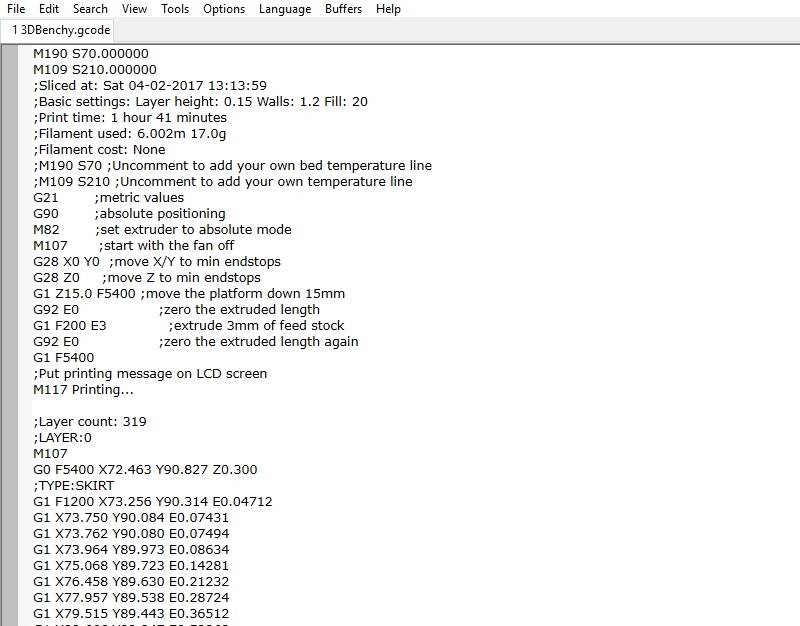
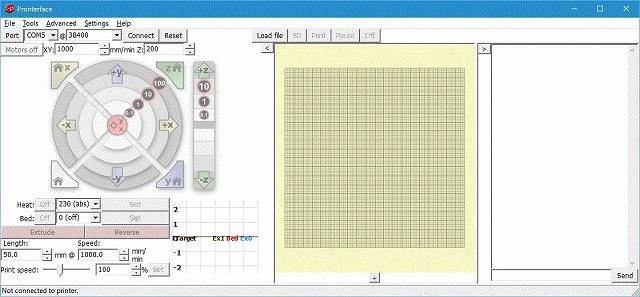
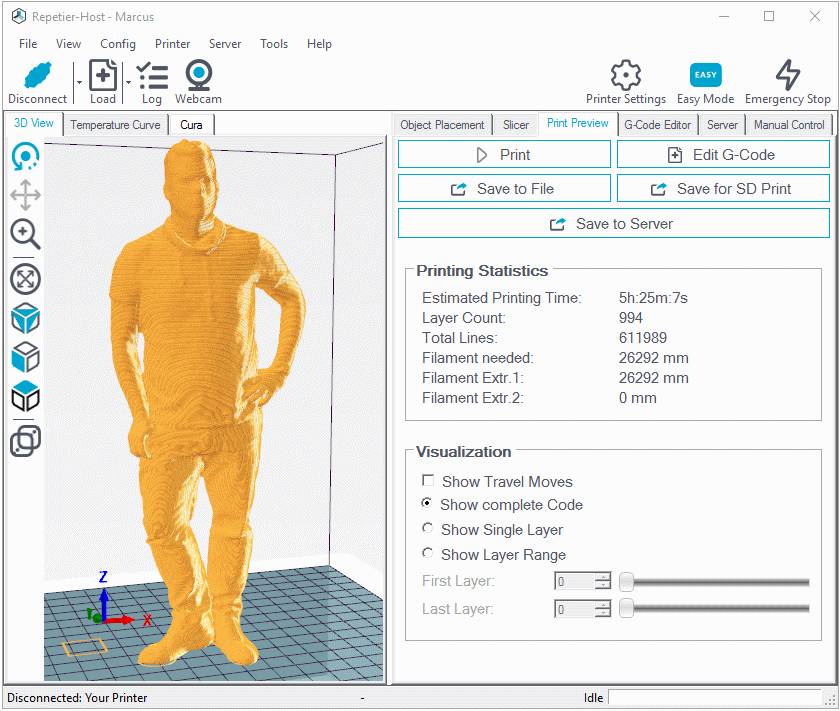
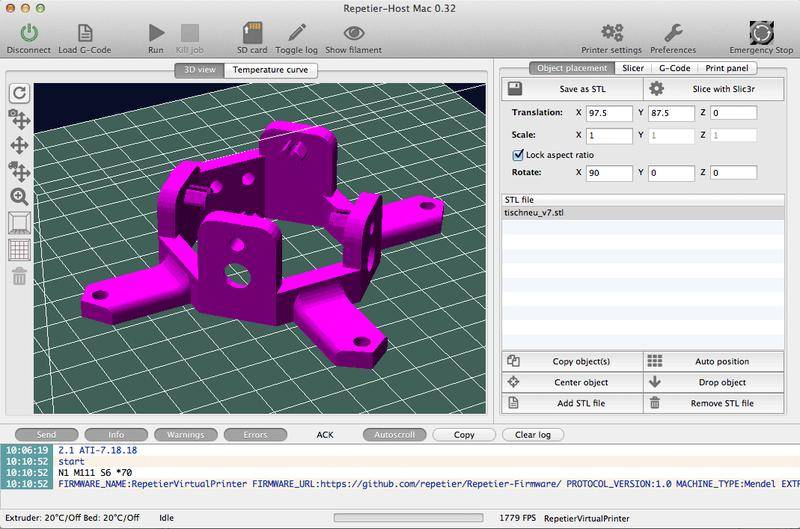
In repetier host, you should first connect the printer, then go to Manual control and write the code on this box:
then just press SEND.
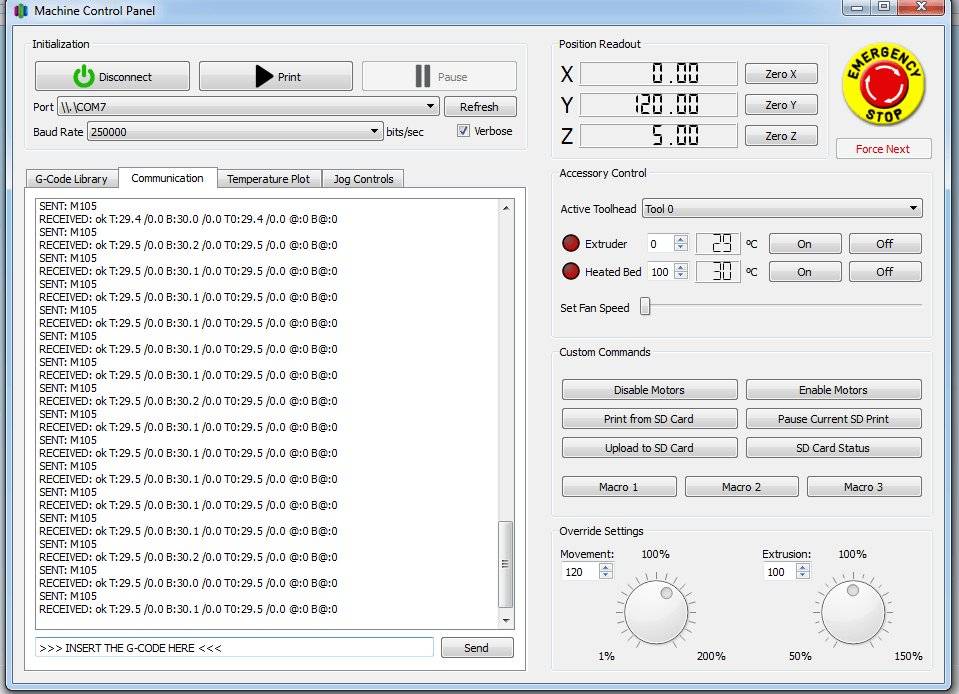
In Simplify3D, you need to open the tools > Machine control Panel. in the control panel, choose Communication
Remember!, the letters should be in in CAPITAL, example: G1 X-1 Works | g1 x-1 may not work
Using G-Code, you can set up scripts on your 3D printer, for example:
I want that my printer, before it start printing,
my bed to 110ºC
– heat my nozzle to 180ºC
– go home
– do auto-leveling
– heat the nozzle up to 230ºC
– move nozzle to the left corner, off the bed
– extrude 10mm of plastic (to clean the nozzle)
– start printing
How we do this? using some G-codes!!!
M140 S110 // this will heat the bed to 110 degrees
M104 S180 T0 // this will heat the nozzle to 180 degrees
G28 // Go home! (if you don’t define X, Y or Z, it will go home to all of them)
G29 // do the auto-leveling feature
G28 X // it will go home on the X axis again
G91 // This is needed to move the extruder!
G1 E10 F240 // This will extrude 10mm of plastic
G90 // This is needed to move the extruder!
Wow!, too much strange commands right? well, they are worthy to know!, and this is what i’m gonna show you!
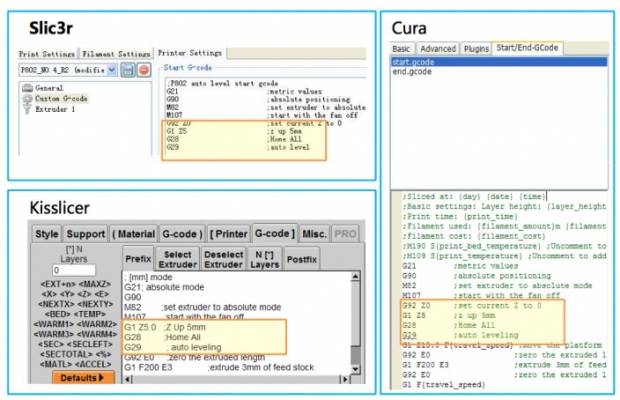
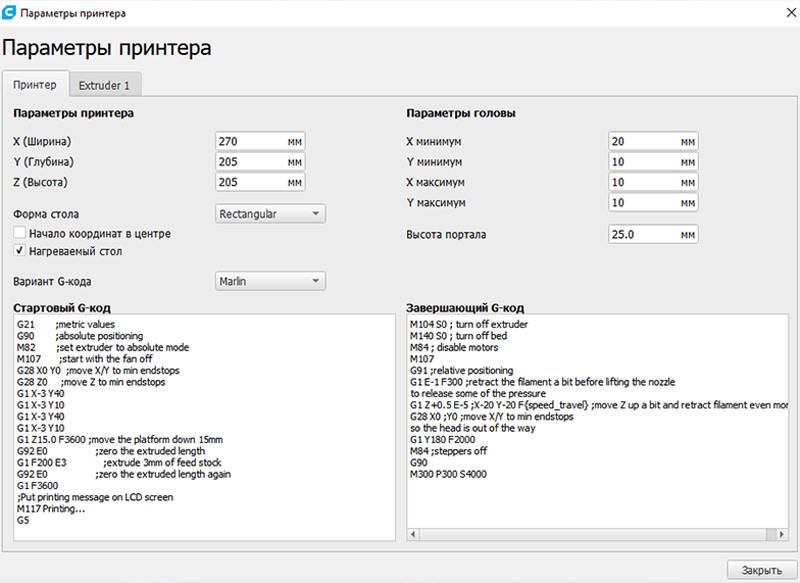
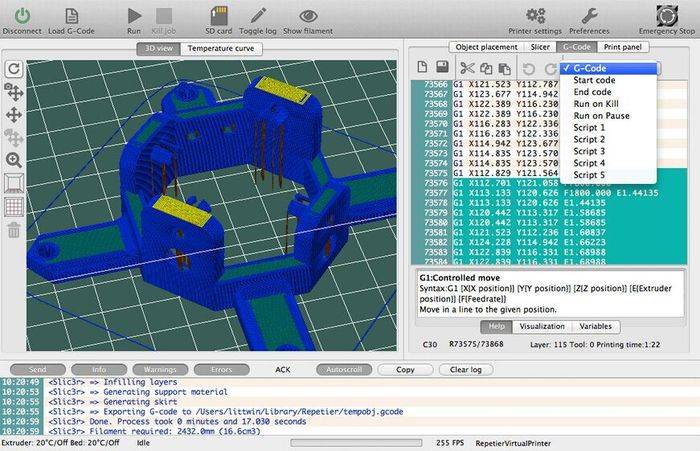
On simplify 3D you can set those scripts here:
On repetier you can set those scripts here:
ПО 3D Slicer 3DPrinterOS
3DPrinterOS – облако редактор, который объединяет все компоненты, необходимые для 3D-печати. Помимо слайсинга, 3DPrinterOS включает в себя различные варианты для восстановления сетки, загрузки моделей из Sketchfab. com или печати на промышленной машине, но некоторые функции премиум доступны только за отдельную плату. Компания пообещала, что slicer всегда будет бесплатно.
Диапазон поддерживаемых 3D принтеров, очень широк, так как можно ожидать от коммерческого решения.
В качестве бонуса, приложение может также назначить цену печатного файла. Выбрав из списка presets, можно адаптировать интерфейс к вашим потребностям, если вам нравится точный контроль над вашими моделями, вы переходитена ручные настройки.
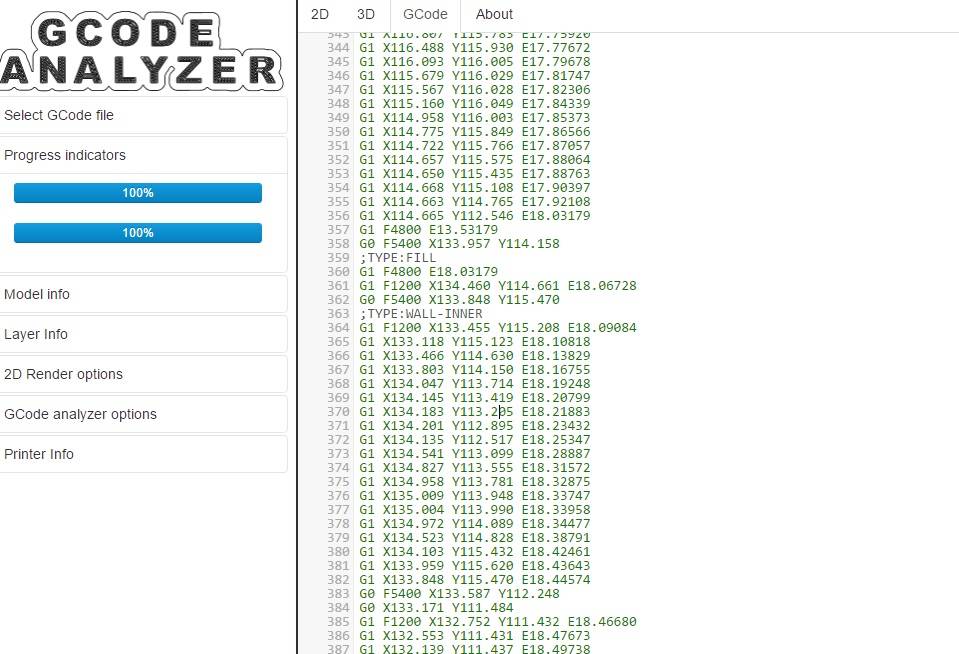
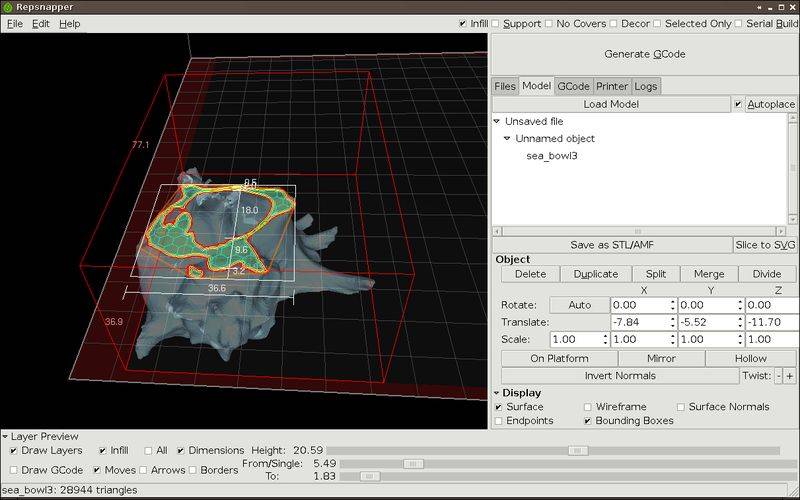
Преимущества? После того, как ваш G-код генерируется, вы можете просмотреть его в “Toolpath Viewer”.
Недостатки? Конечно, хотелось бы использовать дополнительные возможности бесплатно.
Сайт. www.3dprinteros. com
Цена Freemium
OS Браузер, Windows, Mac
Лучшие программные обеспечения 3D Slicer для конвертации в G-код
Программное обеспечение позволяет вам импортировать, масштабировать, вращать и восстанавливать вашу 3D-модель, пока она не будет в самый раз. Импорт файлов STL, OBJ или 3MF выполняется очень быстро, и даже огромные сетки отображаются в мгновение ока.
Существует множество настроек, с которыми вы можете справиться: можно редактировать экструдеры, управление слоями, различные методы заполнения, температуру и параметры охлаждения, даже исходный G-код и скрипты. Эти настройки можно сохранить в так называемых «процессах», что может пригодиться, если вы экспериментируете с различными настройками. Достоинства. Упрощение 3D может помочь вам получить качество, которое вы всегда искали. И хотя это программное обеспечение 3D-слайсер предлагает огромное разнообразие вариантов. Кроме того, качество документации является выдающимся.
Недостатки. Это его цена.
Сайт. www. simplify3d. com





