Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.
Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных

Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные
Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак
Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
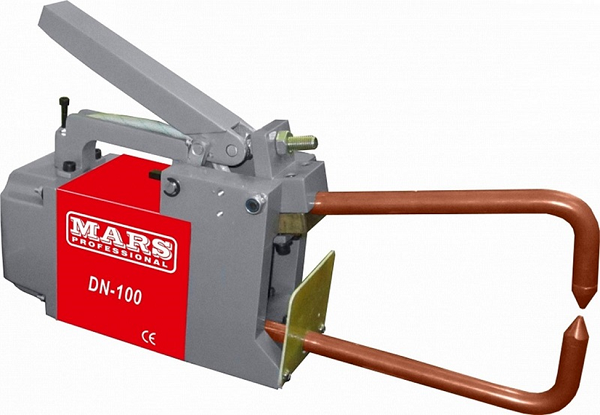
Аппараты для точечной сварки
Точечный сварочный аппарат является разновидностью контактных аппаратов и достаточно востребован как метод соединения металлов. При этом методе металлы соединяются одной или несколькими точками, расположенными на определенном расстоянии. От структуры, а также от размера точки зависит прочность соединения. На характеристики точки влияют: свойства электродов, усилие и время сжатия, параметры тока, свойства металла соединяемых деталей.
Отличительные особенности
Чаще всего для точечной сварки используются аппараты, имеющие в своем составе конденсаторы. Последние аккумулируют энергию, а в момент соединения электродов отдают ее. При этом образуется сварочный импульс с высокой силой тока, благодаря чему соединяемые детали свариваются в точке прикосновения электродов.
Электроды для данного аппарата могут быть различной формы, как показано на следующем фото.
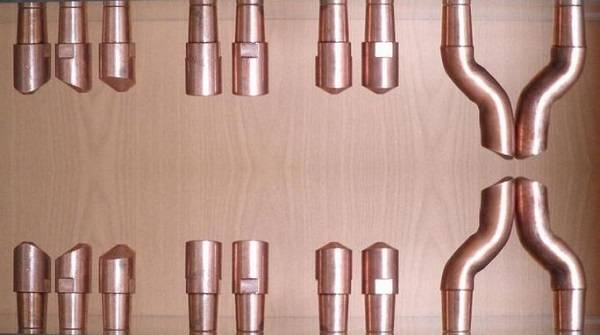
По причине очень короткого импульса (сотые или тысячные доли секунды) область воздействия высоких температур сводится к минимуму, что дает возможность соединять металлы толщиной от 0,1 мм.
Сфера применения
Для точечной сварки можно выделить следующие сферы применения.
- Производство штампованных конструкций с одновременным точечным соединением деталей, например, в автомобилестроении и самолетостроении, при создании комической техники, а также другой техники, в конструкцию которой входят детали профильных форм.
- Приборостроение. В данной сфере точечные методы соединения деталей используются при изготовлении узлов миниатюрных размеров и корпусов приборов из тонкостенных материалов.
- Автомастерские, занимающиеся кузовным ремонтом.
Плюсы и минусы
К плюсам точеной сварки металлов относится:
- высокая производительность (на производствах процесс является полностью автоматизированным);
- электроды сварки можно устанавливать на манипуляторах роботов, на автоматических линиях;
- не требуется применения присадочных материалов;
- высокое качество сварных соединений;
- возможность соединения очень тонких деталей;
- не требуется высокая квалификация оператора.
Недостатки метода:
- невозможно соединить разнородные металлы;
- негерметичность шва;
- сложность конструкции механизма сжатия, а также сварочной головки;
- высокая цена на стационарное оборудование.
Основные понятие процесса сварки
Сварка – это технологический процесс создания надежных соединений путем нагревания, либо пластической деформации с установлением межатомных связей в последствии. Структура изделий получается не прерывной. К электроду и сварочному материалу через инвертор подводится энергия. Сначала плавится металл электрода, так получается сварочная ванна, в этой ванне происходит смешивание электрода с основным материалом, а шлаки, всплывающие на поверхность служат защитной пленкой. Процесс сварки – это ничто иной, как затвердевание металла после всех вышеперечисленных воздействий. Электроды бывают нескольких видов – плавящиеся (плавится прут электрода) и неплавящиеся (при неплавящемся электроде применяют присадочную проволоку, которая плавится в ванной отдельно).
Газовая горелка в комплекте с наконечниками
Одной из важнейших составляющих конструкции полуавтоматов является держатель с каналом, обеспечивающим непосредственное поступление газа и присадочной проволоки к месту формирования сварочной ванны.
Рукоятка этой детали должна изготавливаться из качественного изоляционного материала и оборудоваться специальной пусковой кнопкой с защитным козырьком.

Основными составляющими горелки являются особым образом устроенное сопло для подачи газа и наконечник для подключения токовых проводов.
Во избежание эффекта налипания расплавленных капель поверхность сопла либо полируется, либо покрывается защитным материалом.
При рабочих токах, превышающих значение 325 Ампер горелка (точнее, сопло) нуждается в дополнительном охлаждении, исключающем её перегрев. Поскольку гарантийный срок службы сопла обычно не превышает 6-ти месяцев – рекомендуется менять его по истечении этого времени (раз в полгода).
Для изготовления наконечников применяются хорошо проводящие электрический ток материалы (бронза и сплавы меди с графитом или вольфрамом). Их предельные эксплуатационные сроки, в конечном счёте, определяются качеством составляющих компонентов.
Непосредственное подсоединение держателя к сварочному полуавтомату осуществляется неразъемными соединителями или с помощью разъёмов типа «Euro Mig-Mag». Именно такими разъемами подсоединяются горелки к известным моделям фирменных полуавтоматов «ПШ-112», «А-1197» и ряда других агрегатов.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
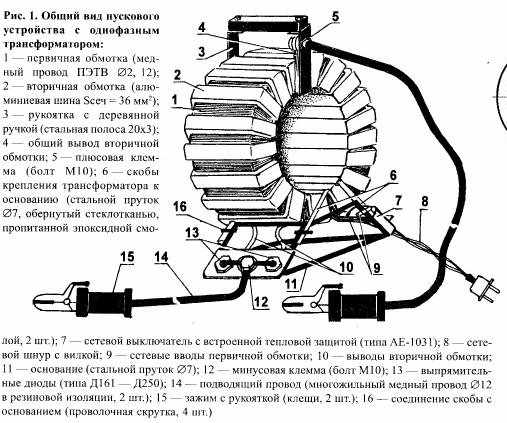
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
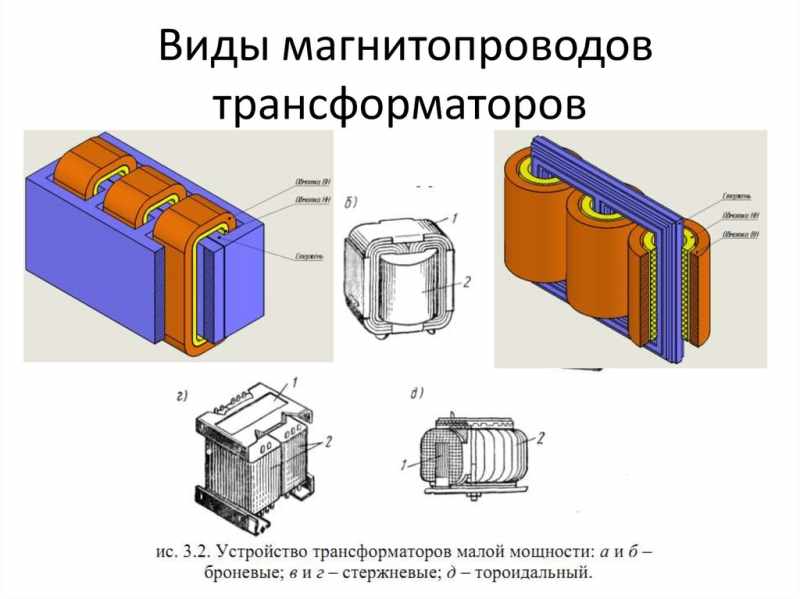
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
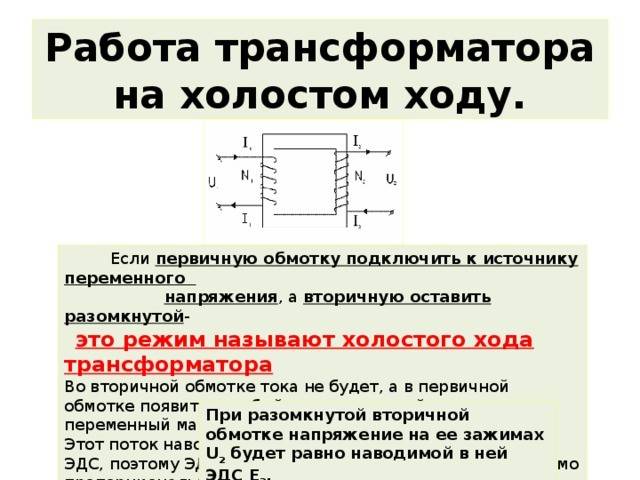
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Рейтинг лучших сварочных инверторов
Инструменты для сварки продаются как на зарубежном рынке, так и на отечественном. Российские оборудования не менее качественные и надежные. Ниже приведены примеры одних из лучших сварочных конструкций. На основе этого получится разобраться, что лучше: сварочный трансформатор или инвертор.
Напряжение в сварочном инверторе.
Одними из самых лучших сварочных аппаратов являются Форсаж, Зубр, Луч Профи, Сварог и другие:
- Зубр.
Инструмент применяется в повседневных сварочных работах. Эксплуатация происходит с помощью электродов в диаметре 1,5-5 миллиметров. В комплекте идет кейс, усиленный кабель. Есть возможность подключить аппарат к генератору, имеющего мощность в 4 кВт. - Искра.
Бюджетный вариант инверторов для сварки, однако, не менее качественный. Обладает микропроцессорным управлением и функцией VRD, благодаря чему снижается напряжение в холостом ходу вовремя простоя. Весит небольшое количество килограмм, компактный, за счет чего удастся проводить сварочные работы на большой высоте либо в ограниченном пространстве. Является лучшим вариантом согласно цене-качестве-безопасности. - Луч профи.
Оборудование предназначено для использования в домашних условиях, не требует просадки сети в 220 вольт, выдерживает резкие перепады напряжения.
Лучшие универсальные сварочные инверторы
В этой категории представлены самые функциональные полуавтоматы, способные одинаково хорошо работать во всех режимах.
Кедр MIG 175GD – бюджетный универсал
89%
покупателей рекомендуют этот товар
Несмотря на невысокую стоимость, этот сварочник по своим возможностям не уступает профессиональным инверторам.
Управляется он микропроцессором, Силовой блок IGBT регулирует все параметры в автоматическом режиме, но «Кедр» допускает и ручную настройку вольтамперных характеристик.
В режиме ММА пиковый ток составляет 175 А, индекс ПВ достигает 60%. Также при работе владельцу доступно два режима 2Т/4Т, а безопасность эксплуатации прибора обеспечивает VRD.
Достоинства:
- Четырехтактный режим, позволяющий делать ровные швы;
- Удобное синергетическое управление;
- Есть защита от перегрузки;
- Неприхотлив и имеет защиту от дождя и пыли;
- Длительная непрерывная работа на слабых токах (до 100 А).
Недостатки:
- Нет бесконтактного розжига дуги;
- При срабатывании защиты потребуется перезапуск.
«Кедр» – отличный и некапризный инвертор для частной мастерской, дачи или загородного дома. Даже в руках неопытного пользователя он даст шов хорошего качества и не потребует сложной настройки.
Quattro Elementi MultiPro 2100 – с системой охлаждения
88%
покупателей рекомендуют этот товар
Аппарат известного итальянского производителя в режиме ручной сварки дает максимальный ток 160 А и позволяет использовать электроды 1,6-4 мм.
При переключении на полуавтомат сварочный ток можно поднять уже до 190 ампер. А IGBT транзисторы обеспечат хорошую мощность и безотказную работу устройства.
Сам инвертор обладает неплохим функционалом (горячий старт, антиприлипание, регулируемый форсаж). Охлаждение силовой части реализовано при помощи массивных радиаторов, обдуваемых встроенным вентилятором. Катушка проволоки размещается внутри корпуса.
Достоинства:
- Аргонодуговая сварка в режимах 2Т/4Т;
- Хороший функционал;
- Сварка короткой и струйной дугой;
- Компактные размеры.
Недостатки:
- Низкий коэффициент ПВ – 35%;
- Пластиковый подающий механизм.
Благодаря своей универсальности MultiPro упрощает многие процессы в частной мастерской или на небольшом производстве. Но к нему нужно будет отдельно приобрести горелку для аргонодуговой сварки – в комплекте ее почему-то нет.
Aurora Speedway 175 – для бытового и профессионального использования
87%
покупателей рекомендуют этот товар
Синергетический инвертор-полуавтомат с отличными показателями непрерывной работы и солидным уровнем защиты считается «малым флагманом» новой линейки производителя.
Его КПД составляет 80%, диапазон сварочных токов настраивается в пределах 20-175 А. Аппарат универсален и может работать с электродами 2,5-5 мм или проволокой 0,6-1 мм.
Главными особенностями модели стали автоматическая регулировка подачи проволоки и напряжения (синергетика), а также наличие встроенного силового блока IGBT, играющего роль фильтра.
Нижний предел по вольтажу в режиме полуавтоматической сварки составляет 120 В, для ММА он чуть выше – 140 В. Speedway способен работать в среде углекислоты, инертного газа, оснащен разъемом TIG и функцией VRD.
Достоинства:
- Евроразъем горелки;
- Повышенный уровень защиты корпуса ip 23;
- Хорошо переносит падение напряжения в сети;
- Микропроцессорное управление;
- Возможность работы в режиме ручных настроек.
Недостатки:
- Автоматические настройки не всегда корректны;
- Низкий ПВ на максимальном токе – 35%.
Speedway 175 не просто позволяет применять различные технологии сварки, но и полностью подготовлен ко всем видам работ. В комплекте с аппаратом уже идут: горелка с наконечниками под проволоку разного размера, сопла и расходники для аргонодуговой сварки, а также много других полезных аксессуаров.
Инвертор со своими фишками
Самая продвинутая и популярная модель аппаратов, в основном благодаря которой произошла революция в сварке. Еще несколько лет назад они расценивались как техническая дорогая и не очень удобная экзотика. Совсем не то сегодня: доступность и простота в использовании – вот главные качества многочисленной группы современных инверторов.
Остальные характеристики также значительно улучшены: уменьшение размеров, отличная дуга, оптимизация энергоемкости и скорости процесса, минимальное разбрызгивание металла и т.д.
Весьма немаловажный «энергетический» нюанс: в сравнении со своими сварочными предшественниками трансформатором и выпрямителем инверторный аппарат потребляет электроэнергии на порядок меньше. Благодаря компактности и легкому весу нет необходимости тратить энергию на нагревание массивных металлических деталей.

Дополнительная экономия происходит за счет быстрого поджигания и ровного стабильного горения электрической дуги.
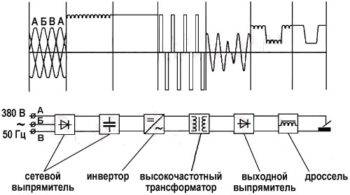
Инвертор
В дальнейшем этот высокочастотный переменный ток идет на трансформатор, где он снова превращается и идет на дугу с теми характеристиками, которые идеально подходят для сварки здесь и сейчас.
Принципиальная новизна инверторной технологии заключается в достаточно сложной конструкции самого аппарата, которая дает возможность для последовательных процессов преобразования тока следующим образом:
- Из обычной электрической сети поступает переменный ток, который сразу же трансформируется в переменный в выпрямителе. Выпрямитель работает на основе диодного моста.
- Полученный в выпрямителе постоянный ток направляется к инверторной части, играющей роль генератора электрических импульсов высокой частоты. На этом участке силовые транзисторы превращают постоянный ток снова в переменный, но уже с совсем другой частотой – намного выше, чем в первоначальном сетевом варианте.
- Теперь уже высокочастотный переменный ток идет к трансформатору для того, чтобы понизить напряжение и одновременно повысить силу тока. В итоге получается высокочастотный ток с силой, которая отлично регулируется.
- Финишным пунктом для переменного тока является выпрямитель, который в конце концов превращает высокочастотный переменный ток в постоянный. Именно он используется для сварки.
Виды сварочных полуавтоматов
Основными классифицирующими признаками сварочных полуавтоматов являются их конструктивное исполнение и тип источника тока, а дополнительными — способ подачи проволоки, вид охлаждения, питающие напряжение, наличие вспомогательных функций и прочие. Кроме того, существует разделение аппаратов по виду газовой среды: работа с инертным газом, с активным газом (углекислотный полуавтомат) и универсальные многофункциональные. Конструктивно сварочные полуавтоматы производятся в однокорпусном и двухкорпусном исполнениях. В первом случае внутри одного моноблока находятся источник питания, газовый клапан и механизм подачи проволоки. Во втором случае эти последние два вынесены в отдельное устройство, к которому подключается кабель-шланг. Однокорпусные аппараты выпускают с внутренним и внешним размещением бобины с проволокой.

Рисунок 6 — Сварочные полуавтоматы
Источники питания сварочных полуавтоматов бывают двух видов: выпрямители и инверторы. Первые более просты в обслуживании и довольно дешевы, но при этом выдают постоянный ток со значительными пульсациями, имеют низкий КПД и большую массу. Сварочные полуавтоматы инверторного типа лишены всех этих недостатков. При этом они могут выдавать практически все видов сварочных токов, в том числе работать в импульсном режиме.
Подходящие модели для домашнего использования
Аппарат 3 в 1 будет полезен либо тем, кто часто занимается сваркой дома и нуждается в данном функционале, либо для тех, кто зарабатывает сварочными работами себе на жизнь.
Spark MultiARK 240
Такой многофункциональный прибор продемонстрирует хорошее качество и скорость выполненной работы. Инструмент содержит 3 функции – сварку ММА, TIG, MIG/MAG. Такой прибор автомеханикам и домашним сварщикам очень будет кстати.
Ему не важен вид и толщина металла. Он осилит даже тонколистовую сварку. Spark MultiARK 240 поможет собрать лёгкую или среднюю металлоконструкцию. Его вес не доставит вам неудобств и будет идеален в домашнем и полупрофессиональном использовании.
Аргон, гелий или их смеси используются в работе по технологии MIG/MAG. Аппарат позволяет также настроить двухтактную или четырёхтактную сварку.
После такой настройки двухтактная сварка даст возможность сделать хорошее небольшое соединение, а четырёхтактная – качественный длинный шов. У технологии TIG есть интересный дополнительный режим – TIGLift.
Он позволяет зажигать дугу одним прикосновением к металлу. Некоторые полезные фишки есть и в режиме ММА. Например «форсаж дуги» и «горячий старт».
Теперь вам зажечь дугу будет проще простого. В комплекте к прибору идёт также замечательная горелка ABICOR BINZEL, которая известна своим качеством и не нуждается в замене.
Так что вы сможете начать работу сразу, как только достанете аппарат из коробки. Питание аппарату обеспечивают кабеля длинной около 3 метров, лежащее рядом в упаковке.
TELWIN MAXIMA 200 SYNERGIC
Данный прибор – универсальный многофункциональный сварочный аппарат четыре в одном. Помимо обычных видов сварки (MMA, TIG, MIG/MAG) он выполняет ещё и FLUX. Она производится с помощью порошковой проволоки, но без участия инертных газов.
Если немного покопаться в настройках, то получим универсальный прибор, с которым можно браться за работу с любым металлом. Однако, лучше всего ему удаётся спайка алюминия, стали и нержавейки.
TELWIN MAXIMA 200 SYNERGIC пригодится как бывалому сварщику так и простому обывателю. Секрет такого успеха в большом количестве настроек. Они, однако, довольно просты и понятны. Работа с таким прибором будет просто даже у новичков.
К тому же такой инструмент компактный и лёгкий, поэтому перевозить его куда-либо будет довольно просто.
Аппарат оснащён стабилизатором тока, так что даже ваша переменчивая электросеть ему не страшна. Хорошо работает от топливного генератора. Специально для неопытных сварщиков есть режим «форсаж дуги». Это устранит их главную проблему – поджог дуги.
Solaris MULTIMIG-228
Последний по счёту, но не по важности – многофункциональный аппарат Solaris MULTIMIG-228. В нём 3 функции — MMA, TIG и MIG/MAG сварка
Специалист может подстроить прибор под себя с помощью регуляторов.
А кто впервые столкнулся со сварочным аппаратом, тот быстро поймёт что к чему, так как панель настроек интуитивно понятна.
Сварка MIG/MAG может похвастаться дополнительными функциями в виде контроля дуги, а ММА обладает настройками «форсажа дуги» и «предотвращения прилипания».
Последнее помогает избежать прилипания стержня, если сила тока настроена не правильно. Это очень помогает новичкам. Устройству не страшны перегревы и перегрузки.
Многофункциональный Solaris MULTIMIG-228 отличный вариант для работы за городом, с ним работа возможна и даже при маленьком напряжении.
Это интересно: Сварочный аппарат для сварки нержавейки дома — лучшие модели
Устройство полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.
Рисунок 1 — Сварочный полуавтомат
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
Источники питания
Полуавтоматы, в основном, предназначены для работы на постоянном токе, поэтому в качестве источников питания в них используются либо выпрямители, либо инверторы. Первые относительно дешевы, но имеют значительные габариты, ограниченные возможности по регулировке тока и проблемы с его пульсациями. Инверторные источники значительно дороже, но лишены всех этих недостатков. Они позволяют получать на выходе формы и уровни сварочных токов для различных режимов и конкретных типов металлов и сплавов, а также оснащены автоматической регулировкой индуктивности.
Сварочный рукав
Сварочный рукав (кабель-шланг) служит для подачи в зону сварки защитного газа, присадочной проволоки, тока и охлаждающей жидкости. Одним концом он присоединяется к самому полуавтомату, а вторым — к горелке. Сварочный рукав представляет собой гибкий шланг, внутри которого по центру расположен канал подачи сварочной проволоки, а вокруг него — трубки для защитного газа и охлаждающей воды (только в некоторых устройствах), а также жилы силового кабеля и провода системы управления.

Рисунок 2 — Унифицированный евроразъем
На рисунке (см. выше) показан унифицированный «евроразъем» для подключения такого кабеля-шланга. Большой штуцер (закрыт заглушкой) — это выход сварочной проволоки, малый (справа от него) — подача газа. Два небольших контакта сверху — для управления переключениями режимов. К плоской нижней части разъема подключены силовые провода для подачи сварочного тока, а к резьбовому фиксатору — заземление.
К сварочным рукавам предъявляются очень высокие эксплуатационные требования. Поэтому они достаточно дороги, кроме того, их длина влияет на стоимость комплекта оборудования. Но, с другой стороны, длина кабель-шланга определяет технические возможности полуавтомата при работе в условиях сложного доступа к месту выполнения работ.
Горелка
Горелка сварочного полуавтомата — это рабочий инструмент сварщика, с помощью которого он непосредственно осуществляет процесс сварки. Горелка подсоединяется к кабель-шлангу и таким образом в нее выводятся все трубки, каналы и провода, идущие от основного блока сварочного полуавтомата. Базовые компоненты горелки — рукоятка и направляющая трубка (см. рис. ниже). На рукоятке расположен переключатель режимов сварки, а на конце направляющей трубки монтируется рассеиватель газа, контактный наконечник (через него проходит проволока) и сопло.

Рисунок 3 — Устройство горелки
По принципу работы с движущейся проволокой горелки делятся на три типа:
- Предназначенные для толкающих механизмов. Горелка не имеет собственного привода, поступательное движение обеспечивает механизм, расположенный в основном блоке полуавтомата.
- Приводные. В рукоятку горелки встроен двигатель, тянущий проволоку. Конструкция и принцип работы такого привода подобны механизму на основном блоке.
- Комбинированные («тяни-толкай»). При работе используется как толкающий механизм на полуавтомате, так и тянущий на горелке.
Подача проволоки
Сварочная проволока поставляется в виде бобин различного размера и бухт, с медным покрытием и без него. Устройство подачи проволоки сварочных полуавтоматов состоит из блока установки бобины с механическим стабилизатором размотки и роликового подающего механизма. На ведущие ролики нанесены канавки, соответствующие диаметру проволоки. Вращение механизма подачи осуществляется электродвигателем, управляемым контроллером полуавтомата. Прижим и натяжение проволоки регулируются вручную (см. на рис. ниже черную рукоятку справа вверху).

Рисунок 4 — Механизм подачи
Подающие механизмы бывают двух типов: с двумя роликами (ведущий и прижимной) и с четырьмя роликами. Последние разработаны для использования с мягкими и порошковыми проволоками.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:

Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.