Как перестроить инвертор
Для возможного применения инвертора для полуавтомата, его трансформатор понадобится немного перестроить. Что бы организовать подобную перестройку механизма собственноручно, потребуется всего лишь соответствовать требуемым правилам.
Что бы характеристики инвертора совпадали соответственно с характеристиками полуавтомата, потребуется обмотать его полосой из меди, которая должна быть обмотана термобумагой. Следует помнить, что в данном случае, не рекомендуется применять простой большой в диаметре провод, поскольку он все равно станет греться.
Так же потребуется переделывать вторичную обмотку инвертора. В данном случае понадобиться наматывать обмотку, которая сделана и трех слоев жестянки, все слои нужно изолировать фторопластовой ленты, а концы уже готовой обмотки собственноручно спаять друг с другом, благодаря этому увеличится проходимость тока.
Конструктивная схема инвертора, применяемая для его подключения в полуавтомат для сваривания, рекомендуется приобрести вентилятор, благодаря которому будет происходить достаточное охлаждение всего корпуса оборудования.
Настройки инвертора применяемого для полуавтоматического сваривания
Если будет принято решение об изготовлении собственноручно полуавтомата для сваривания, применяя инвертор, понадобится в первую очередь отключить оборудование. Что обеспечить защиту устройства от перегрева, необходимо разместить его выпрямители (входящий и выходящий) и силовые ключи на радиаторах. Конечно, лучшим способом будет монтирование термодатчика в корпус оборудования, где присутствует радиатор, он нагревается сильнее, и будет отключать устройство, если будет сильный перегрев.
Когда все вышеупомянутые действия будут сделаны, можно приступать к соединению силовой части устройства с его блоком управления, и подсоединить его к электрической сети. Необходимо будет подсоединить осциллограф к выходам инвертора, когда индикатор подключения к сети засветится. К такому устройству, необходимо раздобыть электронные импульсы частотой 40-50кГц. Для образования между импульсами потребуется время 1,5мкс, а регулировка их производится путем изменения величины напряжения, которое поступает на вход устройства. Когда все параметры будут соответствовать значениям, можно будет осуществлять подключения инвертора к электрической сети. Сила тока, которая поступает от выхода инвертора, должна составлять не менее 120А. Когда сила тока будет низкой, то, скорее всего провода оборудования обладают недостаточной проводимостью напряжения, с величиной не превышающей 100В. Что бы наладить устройство до требуемой подачи тока, понадобится проделать тесты, изменив силу тока (в процессе необходимо регулярно вести контроль напряжения на конденсаторе). Также, потребуется всегда вести контроль внутренней температуры корпуса. Если полуавтомат пройдет все тесты, далее потребуется осуществить проверку нагрузкой. Для осуществления подобного, к сварочным проводам необходимо подключить реостат, который составляет сопротивление не менее 0,5 Ом. Подобный реостат должен выдержать ток, силой в 60 А. В данном случае сила тока, которая проходит в горелку для сваривания, будет проходить контроль при помощи адаптера. Если сила тока в момент применения реостата с нагрузкой не будет соответствовать требованиям параметров, то величина сопротивления такого оборудования выбирается эмпирическим путем.
Механизм подачи электродной проволоки
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).
Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.
Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.
Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.
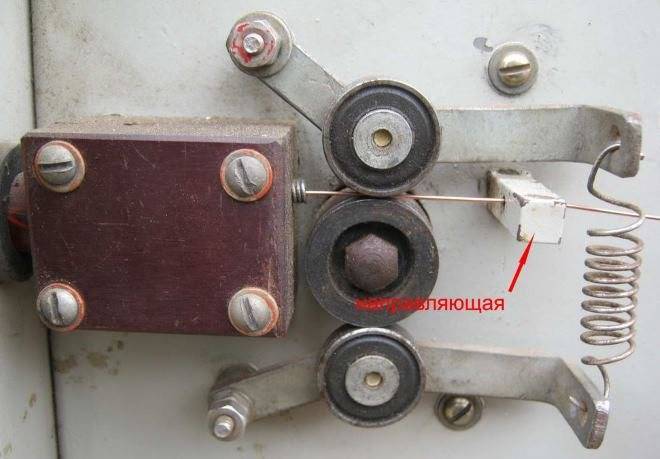
В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.
В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).
Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.
Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.
Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.
Далее, все компоненты нужно аккуратно разместить в корпусе.
Это интересно: Сварочный аппарат своими руками — всё, что вам нужно знать
Устройство и работа полуавтомата
Сварка металлических изделий может производиться разными способами, но во всех случаях используется электрическая дуга. Среди них очень популярны полуавтоматы, способные соединять любые металлы.
В своей работе полуавтомат из сварочного инвертора использует защитные газы, предотвращающие возникновение химических реакций в расплавленной среде. В некоторых моделях для этих целей служит углекислота, но в большинстве устройств применяются различные инертные газы – аргон, гелий и другие. Такая сварка известна под сокращенным названием МИГ или MIG – Metal Inert Gas welding.
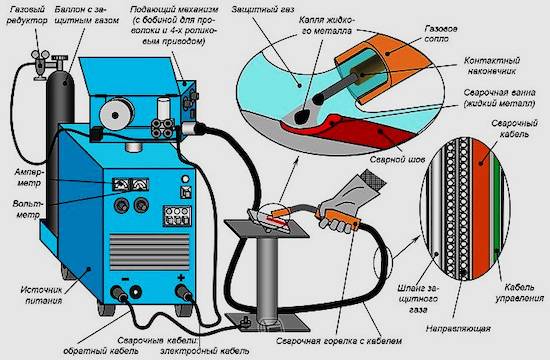
Основные детали и компоненты полуавтоматической сварки:
- Инвертор или трансформатор, выполняющий функции генератора тока.
- Газовый баллон, оборудованный редуктором.
- Электрические кабели и шланги необходимого сечения и размера.
- Газовая горелка, сопряженная с механизмом подачи сварочной проволоки.
- Устройство, подающее проволоку к месту сварки.
Сварочная проволока изготавливается из разных металлов и по сути является плавящимся электродом. Она предварительно наматывается на барабан, а затем автоматически подается к месту соприкосновения детали и горелки. Скорость движения проволоки зависит от ее диаметра и величины сварочного тока. При нажатии рукоятки возникает электрическая дуга, одновременно проволока подается к сварочному шву, а газ, находясь под давлением, совершает обдув ванны. Атмосферный воздух уже не может попасть в раскаленный металл и окислить его.
В этом случае функция газа аналогична защитному покрытию стандартного электрода, только для образования защитного слоя не требуется сжигание материала, покрывающего стержень. Все компоненты сварки – инвертор, барабан, газовый баллон создают некоторую громоздкость системы, отрицательно влияя на мобильность. Однако, данный недостаток перекрывается существенными преимуществами полуавтоматов. В процессе работы нет выделения токсичных паров, электрическая дуга легко зажигается и удерживается, проволока расходуется в минимальном количестве, возможно соединение даже очень тонких металлических листов.
Работа углекислотной сварки осуществляется по такому же принципу, но в баллоне находится более дешевый углекислый газ. Набор функций практически такой же, за исключением некоторых ограничений, касающихся свариваемых изделий. Профессиональные полуавтоматы могут работать в двух режимах – с углекислотой и с инертными газами. Регулировка тока выполняется в широком диапазоне, а диаметр проволоки может быть любым, в пределах 0,5-4,0 мм.
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
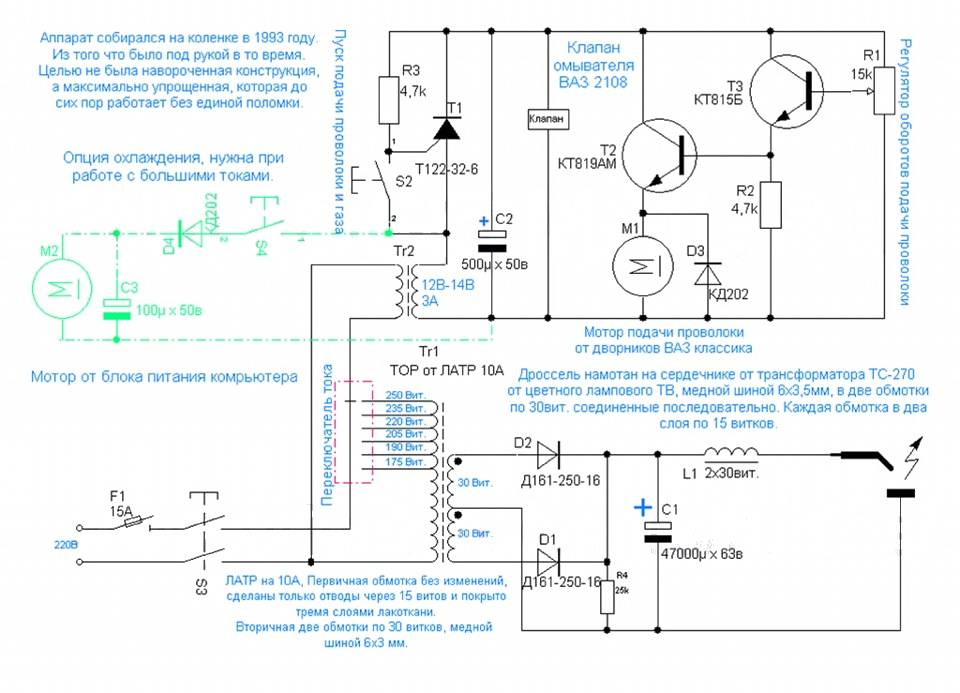
Схема самодельного устройства:
Электрическая схема устройства предусматривает факт, что тип сваривания сильно влияет на прогрессивную работоспособность аппаратов в целом.
Электрическая схема самодельного устройства:
Полуавтомат своими руками — подробное видео
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
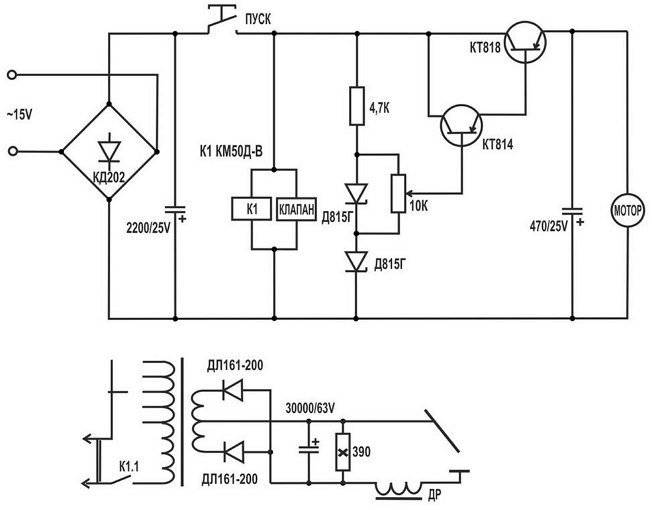
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
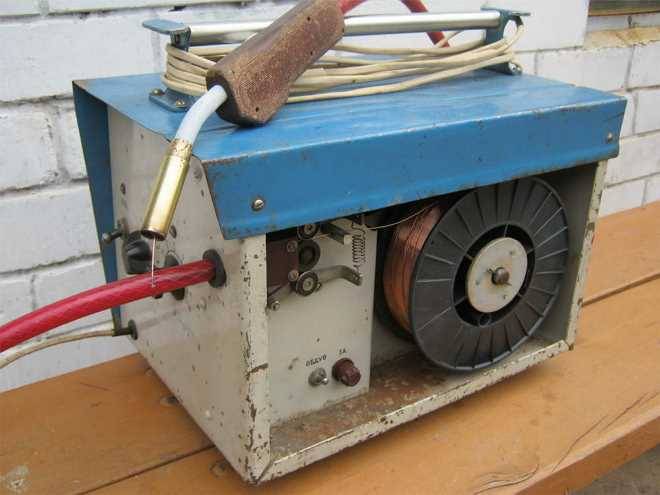
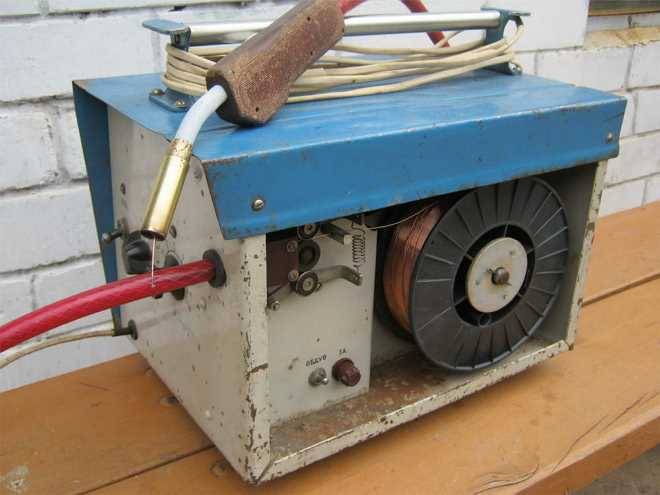
Внешний вид самодельного полуавтоматического сварочника
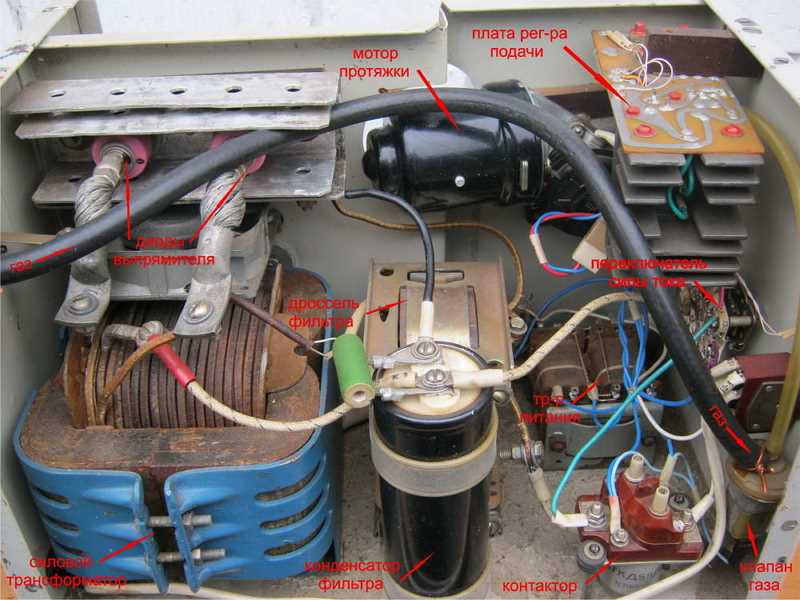
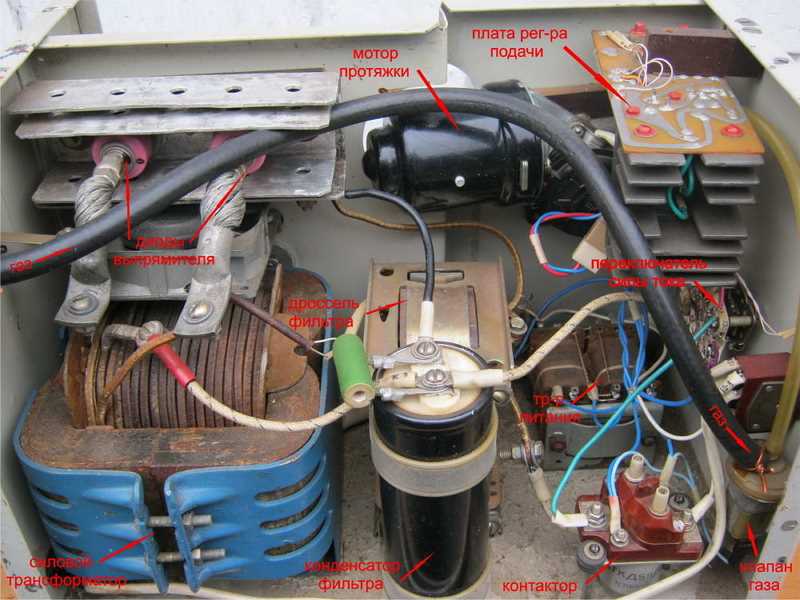
Внутренняя компоновка

Катушка для проволоки

Механизм подачи проволоки (вид 1)
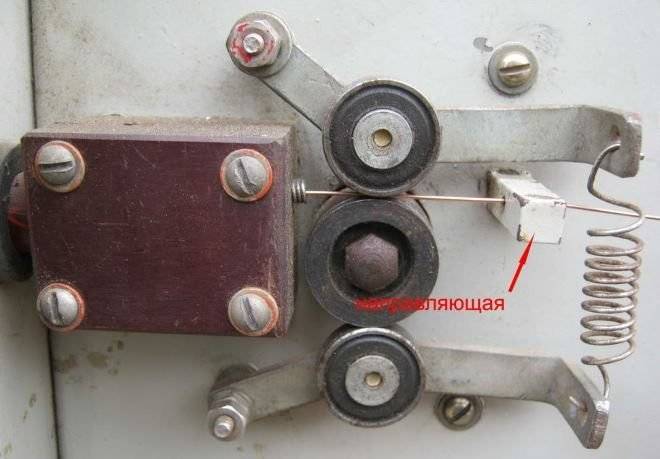
Механизм подачи проволоки (вид 2)

Крепление сварочного рукава к механизму подачи

Конструкция самодельной горелки
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Горелка

Самодельный полуавтомат нужно оснастить горелкой. Ее можно сделать самостоятельно, но лучше купить готовый комплект, в который входит:
- Горелка с набором наконечников разных диаметров.
- Подающий шланг.
- Евро разъем.
Нормальную горелку можно приобрести за 2-3 тысячи рублей. Тем более, аппарат самодельный, поэтому можно не гнаться за дорогими брендами.
На что обратить внимание при выборе комплекта:
- на какой сварочный ток рассчитана горелка;
- длина и жесткость шланга – главная задача шланга, обеспечить свободную подачу проволоки к горелке. Если он будет мягкий – любой перегиб затормозит движение;
- пружины возле разъема и горелки – они не дают шлангу переламываться.
Сборка выпрямителя на основе диодного моста
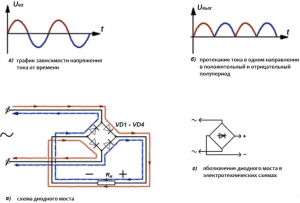 Схема диодного моста
Схема диодного моста
Изготовление самодельного полуавтомата, запитанного на бытовую сеть переменного тока, требует установки диодного моста. Комплектация устройством выпрямления вторичного напряжения однофазного трансформатора графически выглядит как симметричный перенос нижних синусоид относительно оси абсцисс в верхние квадранты системы координат.
После выпрямляющего устройства пульсация напряжения достигает 100 Гц. Дважды за период неконтролируемое падение напряжения с максимума до нулевого значения не способно поддерживать стабильное горение и розжиг сварочной дуги. Этот изъян устраняет фильтр, устройство, призванное сгладить скачки пульсации напряжения.
Расчет трансформатора для сварочного полуавтомата
Подбор правильных параметров техники при сварке является очень важным делом. Расчет трансформатора для сварочного полуавтомата имеет ярко выраженную специфику. Здесь могут использоваться как типовые схемы, так и другие варианты, которые подходят по параметрам. Для промышленных трансформаторов можно применять стандартные методики расчета, так как серийно выпускающиеся модели имеют одинаковые параметры, такие как напряжение сварочного трансформатора, тогда как для самодельных изделий такие методы не будут являться действительными. Это касается не только параметров изделия, но и материалов, которые применяются при создании трансформатора. Во втором случае получается намного больше погрешностей, что также следует учитывать. Стандартные методы расчета основаны на методике, которая может определить самое оптимальное значение геометрических и обмоточных параметров трансформатора. Но у данных методик имеются свои недостатки, так как если имеется какой-либо выход за стандартные параметры, то все расчеты могут оказаться недействительными из-за особенностей конструкции и используемых материалов. С учетом современного разнообразия техники, которую можно встретить на рынке для промышленного и частного использования, расчет сварочного трансформатора может оказаться весьма затруднительным.

Ведь не зря, одним из первых дел при расчете является определение количества и вид используемого железа. Таким образом, нужно определить значение наружного и внутреннего диаметра сердечника. Как правило, минимальное значение внутреннего диаметра составляет от 12 см. В некоторых случаях это значение может быть меньше, если обмотка выйдет очень плотной. Проблема здесь может возникнуть при размещении вторичной обмотки, так как в ином случае она может и не поместиться, если диаметр будет меньше предложенного значения. Минимальные рекомендуемые значения имеются и при выборе площади сердечника.

Стоит отметить, что подавляющее большинство бытовых сварочных аппаратов, куда можно отнести и некоторые модели полуавтоматов, имеют достаточно простую структуру. Они состоят в большинстве случаев из источников переменного тока, что делает их боле дешевыми. Также становится легче ремонт и обслуживание сварочных трансформаторов, если с ними что-то случится. Сама система полуавтомата практически не влияет на принцип действия трансформатора, так как относится к удобству подачи электрода или проволоки. В самых простых моделях используется однофазный трансформатор, который разработан специально для сварки.
Из сварочного трансформатора
Если в Вашем распоряжении есть старый сварочный трансформатор, он может послужить основой для сборки своими руками полуавтоматического аппарата.
Если старый аппарат имеет выпрямитель и успешно варит постоянным током, в этой части больше ничего делать не надо. Если же это просто трансформатор для сварки переменным током, его следует доработать.
Диодный мост
 Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Для того чтобы получить источник постоянного тока сварки, трансформатор необходимо укомплектовать диодным мостом и фильтром. Диодная сборка выпрямляет вторичное напряжение, фильтр сглаживает пульсации, поддерживая стабильное горение дуги.
Выпрямленное напряжение однофазного трансформатора имеет вид синусоиды, нижние полуволны которой отражены симметрично оси абсцисс и перемещены в верхние квадранты системы координат.
По сути, это пульсирующее с частотой 100 герц напряжение, два раза за период достигающее нулевого значения. Использование такого напряжения для сварки в качестве постоянного, приводит к нестабильному горению дуги. Для устранения этого явления требуется фильтр, сглаживающий провалы напряжения.
Фильтр
Фильтр состоит из дросселя, включенного в сварочную цепь последовательно, и конденсатора, включенного параллельно. Такая комбинация индуктивности и ёмкости называется Г – образным фильтром, потому что на схеме, подключенные таким образом элементы образуют букву Г.

Конденсатор для будущего полуавтомата нужен электролитический, полярный, ёмкостью 10000 микрофарад, чем больше, тем лучше. Напряжение конденсатора должно быть не менее 100 вольт, чтобы имелся хороший запас. Можно спаять несколько конденсаторов параллельно, ёмкость при этом суммируется.
Дроссель
 Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Для намотки дросселя своими руками нужно найти старый трансформатор подходящих размеров. Хорошо подходит для этой цели трансформатор питания от старых ламповых цветных телевизоров, мощностью не менее 250 ватт.
Трансформатор имеет две катушки на овальном замкнутом сердечнике, состоящем из двух половинок. Трансформатор разбирается, катушки снимаются, старый провод с них удаляется.
Для намотки подбирается подходящая медная шина плоского сечения. На каждую катушку вместо снятого провода руками наматывается два слоя витков медной шиной. На катушке должно получиться 15 – 20 витков.
После этого, стальной сердечник собирается, катушки ставятся на место, между половинками сердечника вставляется текстолитовая прокладка толщиной 1,5 мм. Катушки соединяются последовательно.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
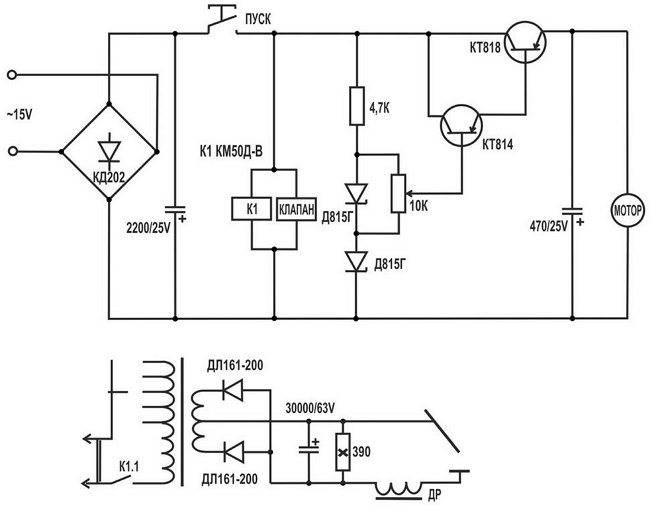
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
Внешний вид самодельного полуавтоматического сварочника
Внутренняя компоновка

Катушка для проволоки

Механизм подачи проволоки (вид 1)
Механизм подачи проволоки (вид 2)

Крепление сварочного рукава к механизму подачи

Конструкция самодельной горелки
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.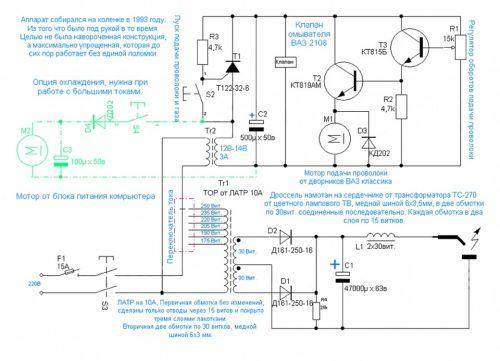
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.