Диагностика и порядок ремонта сварочного инвертора
Тому, у кого есть навыки работы с радиоэлектроникой, точно не будет сложно провести диагностику и ремонт сварочных инверторов своими руками. Но сначала проверяют устройство на повреждения, а после изучить всю изоляцию кабелей, соединения в гнездах. Иногда для ремонта достаточно просто зачистить контакты, подтянуть болты.
После визуальной проверки, нужно снять кожух и открыть внутреннюю часть оборудования, где будут:
- плата с транзисторами;
- плата управления;
- выпрямительные диоды;
- выпрямитель сетевого напряжения;
- система охлаждения;
- ручки, переключатели.
Нередко причины неполадок видны уже здесь: конденсаторы могут быть вздутыми, пайки деталей повреждены, контакты оборваны. Но если все в порядке, начинается проверка всех элементов:
Силовые диоды прозванивают тестером, у мультиметра есть подходящий режим диодов. Щупы подсоединяют к выходным клеммам, и если в одну сторону прозвон идет, а в обратную — нет, значит ремонт не нужен.
Силовые транзисторы наиболее уязвимы. Так как они идут блоками, если один блок разрушается, то и все после него перестают работать. Поэтому каждый транзистор проверяется отдельно.
К ножкам каждого из них подключают щупы, черный слева и красный справа. В таком положении щупов должен проходить сигнал, но если их поменять местами, сигнала быть не должно
Важно, чтобы показатели с каждого транзистора, если они вообще есть, были примерно равны. Чтобы проверить внутренние диоды, черный щуп должен быть на средней ножке, а красный на левой
Для проверки затвора красный щуп просто перемещается на правую ножку, а черный не меняет положение. Далее проверяется кнопка. Если ее контакты прозваниваются в положении «Включить», значит ремонт не нужен.
Проверка нужна и сетевым мостам, хотя они редко выходят из строя. Перед тем, как работать с ними, лучше снять плату, отпаяв провода. Черный щуп размещают на вывод с «+», красным по очереди касаются каждого свободного вывода моста. Потом эту же процедуру повторяют, переставив красный щуп на «-». Если всегда тестер показывает какие-то числа, значит, диодный мост ремонта не требует.
Полевой транзистор проверяется так же, как и силовой.
Силовым узлам потребуется уже не мультиметр, а осциллограф. Его устанавливают в режим проверки напряжения. Устройство нужно подключить к сети через лампочку, и если напряжение на выходе есть, то лампочка загорится. То есть ремонт не требуется.
Если в предыдущем тесте лампочка не загорелась, возможно, сломался зарядный резистор. Чтобы узнать наверняка, проверяется ПТЦ и НТЦ цепочки.
Оттого, в порядке ли плата управления ключами, зависит работа всего инвертора, поэтому этот элемент можно считать самым сложным для ремонта. Подробнее о нем будет рассказываться в следующей части статьи.
Обратная связь. На тестере выставляют напряжение в 20 В, черный щуп установить на клемму, а красный подсоединить ко второму выводу. Обычные показатели напряжения — 14–50 мВ, если их больше, около 500, значит, есть обрывы обратной связи.
Остается проверить только блок питания. Его переводят в режим «включено» и проверить на напряжение 300 В, передающееся с конденсатора на плату инвертора. Цепочки и транзистор тоже проверяются, по очереди. Обычно на поломку транзистора указывает то, что устройство не включается или включается, но ненадолго. Перед проверкой блока питания инвертор обязательно отсоединяется от электросети.
Так, чтобы проверить части сварочного аппарата, нужно использовать осциллограф и мультиметр. А вот для ремонта пригодятся ортофосфорная кислота, технический фен или паяльник. Этого будет достаточно, чтобы починить и дежурку, и диоды, и транзисторы.
Факторы, приводящие к выходу из строя
Ремонт сварки – это неприятное событие, которое отнимает время и деньги пользователя. Чтобы избежать внеочередного ремонта следует знать причины, которые могут привести к выходу из строя. Их можно условно поделить на два типа:
- Нарушение эксплуатационного режима.
- Поломка узлов агрегата.
Наиболее распространенными факторами, приводящими к проблемам, являются:
- Несвоевременное удаление влаги может вывести из строя электронные элементы системы.
- Чрезмерная запыленность приводит к нарушениям работы системы охлаждения.
- Превышение продолжительности включения аппарата приводит к перегрузкам.
Наиболее распространенные неисправности, а также методы их устранения показаны на таблице ниже:

Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.

В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой
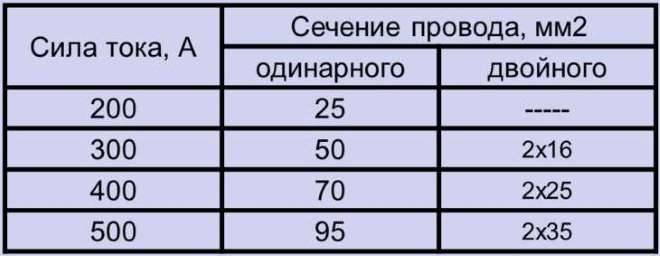
Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения
Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться
В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся
Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты
Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть
Внезапное выключение

Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга. Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока.
- Появление усилий при отрыве электрода от металла. Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара.
- Отсутствие сварочной струи. Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети.
- Отключение инвертора при длительной работе. Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.

Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора. Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства.
- Образованием большого количества пыли на основных рабочих элементах. Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов.
- Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов. Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Это интересно: Ремонт сварочных инверторных аппаратов своими руками
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
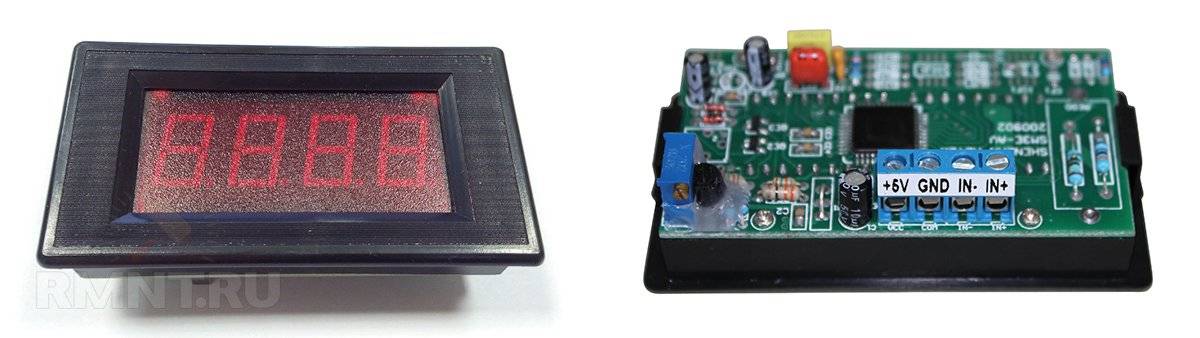
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А
Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
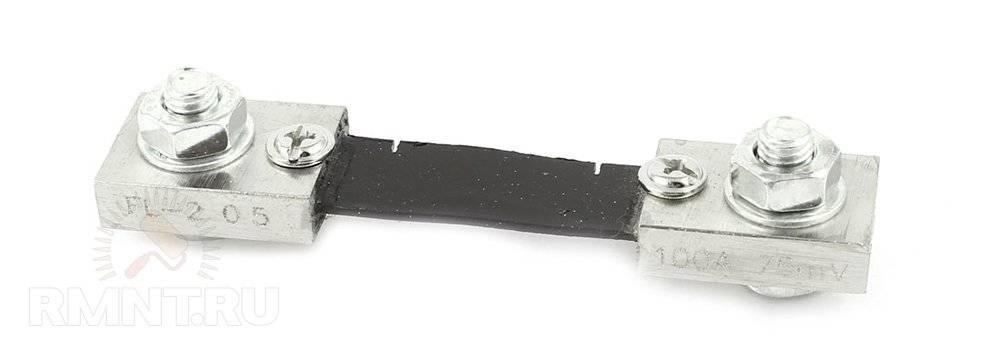
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
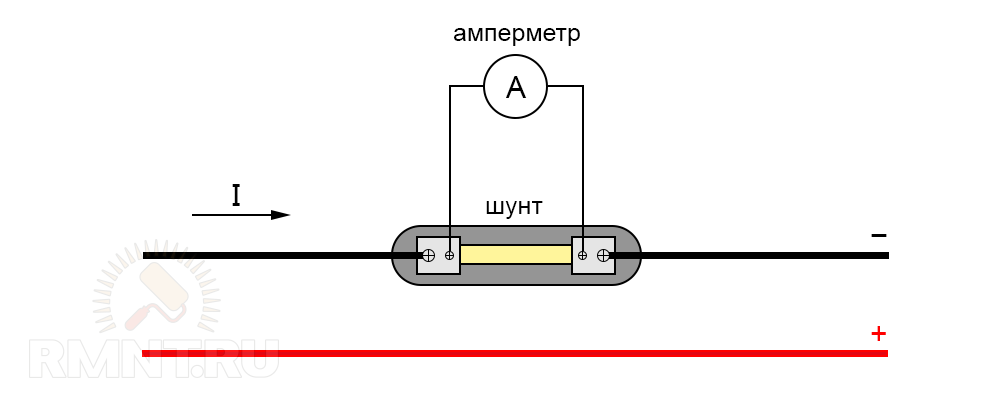
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Измерение, контроль и регистрация результатов при сварке
Измерение – процесс определения значений переменной, выраженных соответствующей физической величиной. Переменными процесса сварки являются: электрические параметры (напряжение дуги, ток сварки, мощность дуги, электрическое сопротивление дуги, …), скорость подачи электродной проволоки, скорость сварки, температура в заданной точке основного металла, и др. Могут определяться средние значения параметров или их эффективные значения, а также пиковые значения параметра, его частотные характеристики и т.п.
Контроль – сравнение измеряемого значения искомого параметра сварки с заданными пределами (верхним и нижним).
Измерение основных параметров сварки
Из всех параметров режима сварки только напряжение дуги не требует использования специальных датчиков и может быть определено прямым измерением с использованием вольтметра. Для того, чтобы измерить скорость подачи электродной проволоки, ток сварки, температуру основного металла, расход защитного газа и т.п. требуется применение соответствующих датчиков.
Измерение тока сварки
Имеется большое разнообразие датчиков тока: трансформаторы тока, токовые шунты и датчики тока на основе преобразователей Холла.
Трансформатор тока – это измерительный трансформатор, ток во вторичной обмотке которого пропорционален току в первичной обмотке. Этим измерительным прибором можно измерять значения только переменного тока.
Первичная обмотка трансформатора тока включается в электрическую цепь последовательно с потребителем, ток которого необходимо определить. К выводам вторичной обмотки подключается амперметр с диапазоном измерения тока 1 – 5 ампер (таким образом, трансформатор тока работает в режиме короткого замыкания).
Внешний вид некоторых типов трансформаторов тока
Трансформаторы тока выпускаются на разные диапазоны измерения тока (0 – 300 А, 0 – 600 А и т.д.). Причем диапазон тока во вторичной обмотке сохраняется постоянным: 1 – 5 ампер.
При измерении сварочных токов роль первичной обмотки выполняет сам сварочный кабель, пропущенный в центральное отверстие трансформатора тока. При этом необходимо помнить простое правило: сколько раз сварочный кабель пропущен через центральное отверстие трансформатора тока, во столько раз уменьшается диапазон измерения тока, а также снижается погрешность измерения, что является желательным при измерении малых сварочных токов.
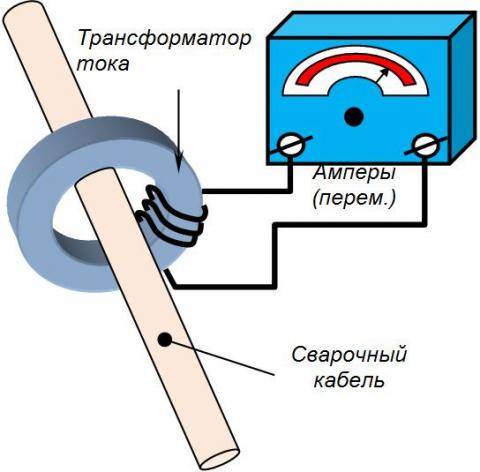
Принцип измерения тока сварки с помощью трансформатора тока.
Для удобства пользования, а именно, для подключения трансформатора тока без разрыва сварочной цепи, трансформаторы тока изготавливают в виде измерительных клещей.
Как работает сварочный инвертор
 Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
https://youtube.com/watch?v=lei9GDzJp74
Конструкция инверторных аппаратов
 Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
 Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Время чтения: 8 минут
За последние 20 лет инверторная сварка стала самой популярной сварочной технологией из всех существующих. Это не удивительно, ведь в продаже можно найти недорогие модели инверторов, которые, тем не менее, способны обучить вас азам сварки. Инверторы технологичны и современны, они дают вам больше возможностей по сравнению с классическим сварочным трансформатором или выпрямителем.
Микросхемы — сердце любого инвертора. Именно благодаря микросхемам производители смогли внедрить в сварочный аппарат множество новых функций, а также существенно уменьшить его габариты и вес. Но мы все прекрасно знаем, что чем сложнее прибор, тем чаще он выходит из строя. В этой статье мы перечислим основные неисправности сварочных инверторов и подскажем, как можно отремонтировать сварочный аппарат самостоятельно.