Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
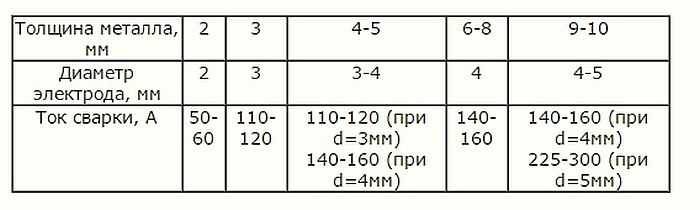
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
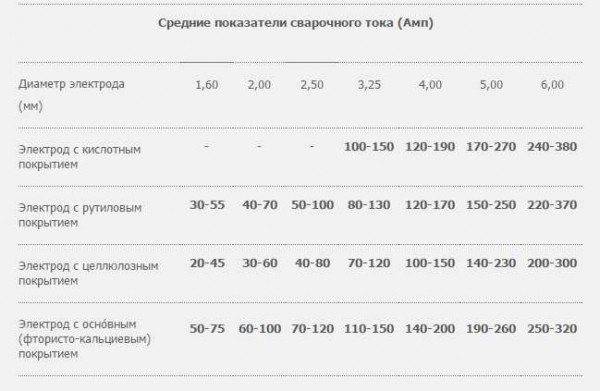
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
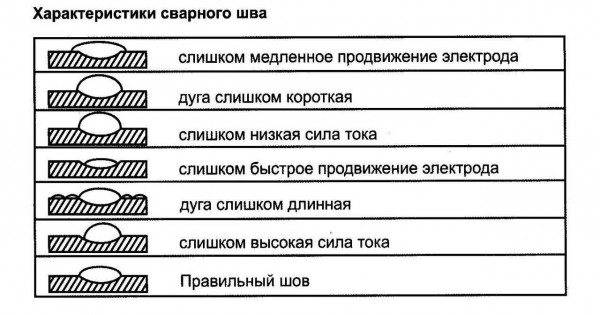
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Правильная технология: как сваривать тонкий металл электросваркой
Ширина заготовки не влияет на три основных этапа:
- подготовка;
- сваривание;
- шлифовка, зачистка швов.
Подробнее о первых двух.
Подготовительные работы
Необходимо убрать все загрязнения, особенно следует уделить внимание месту, к которому крепится масса сварочного аппарата. Ржавчину можно снять наждачкой
Если изделия оцинкованное, то можно зачистить поверхность с помощью болгарки, или варить прямо по цинку – вещество расплавится в момент нагрева.
Сваривание
- Чтобы дуга быстрее зажглась, перед началом зачистите электрод от обмазки на крайние 5 мм.
- Зажигать электродугу можно двумя классическими способами – чирканьем или постукиванием.
- Сварная ванна должна иметь форму овала.
- Держите дистанцию, чтобы проводник не налипал.
- Если на аппарате есть специальный режим антиприлипания, воспользуйтесь им. Он работает так: при приближении насадки к заготовке автоматически снижается напряжение оборудования. Если же дуга слишком сильно растянута, происходит обратный процесс и ток прибавляется. В результате получается стабильный шов даже при неравномерном проведении.
- Идеальный градус угла – 60 градусов. Его нужно сделать перед тем, как сварить тонкий металл электродом. Если делать показатель меньше, то сварное соединение получится выпуклым.
- Оптимальное движение – зигзаг. При этом не имеет значения направление от себя или к себе.
- Скорость перемещения рукояти должна быть достаточно высокой, но при этом отличаться постоянством.
Посмотрим видео самого процесса:
Для профессионалов
ESAB УОНИИ 13/55
Плюсы
- Доступная цена
- Прекрасно справляются с основной задачей
- Подойдет для вертикальной сварки
- Не прилипают
- Обеспечивают равномерный слой
Минусы
Иногда при варке откалывается покрытие
От 500 ₽
Прекрасный выбор для профессионалов, которым важна равномерность шва и последующая устойчивость к высоким нагрузкам. Электроды используются при рабочем токе 90-130 А в режиме сварки DC. В процессе работы материал прокаливается до 350-400 °C, что обеспечивает высокий уровень адгезии со свариваемыми поверхностями.
СпецЭлектрод МР-3C

Плюсы
- Качественное покрытие смешанного типа
- Высокий уровень сопротивляемости разрыву
- Возможность сварки во всех положениях
- Большой объем упаковки
Минусы
Подойдет далеко не для всех случаев
От 830 ₽
Хорошие электроды с температурой прокалки 120-160 °C. Характеризуются показателями предела текучести в 390 МПа и относительным удлинением 25 %. Покрытие смешанного типа позволяет использовать материалы для сварки в режимах AC или DC. Расход в процессе работы не превышает 1.7 кг.
PlasmaTec Monolith ЦЧ-4
Плюсы
- Высокое качество шва
- Небольшое количество шлака
- Надежное соединение конструкций
- Быстрое остывание без трещин
Минусы
Высокая цена
От 1 000 ₽
Профессиональные компоненты для ручной дуговой сварки конструкций из чугуна. Обеспечивают качественное соединение компонентов конструкции без лишних наплавов или прожогов. Шов даже после остывания сохраняет свою целостность и не трескается в процессе эксплуатации оборудования. Поставляются в коробке весом 1 кг.
KOBELCO LB-52U

Плюсы
- Универсальность
- Качественное соединение деталей
- Большая упаковка
Минусы
- Высокая стоимость
- Необходима прокалка перед работой
От 2 000 ₽
Электроды диаметром 2.6 мм и длиной 35 см для сварки компонентов разных систем из углеродистой стали. Быстро разогреваются и стабильно ложатся на поверхность. Высока вероятность плохого удержания шва и появления мелового следа на поверхности.
PlasmaTec Monolith УОНИ 13/55

Плюсы
- Низкая цена
- Универсальность
- Относительно небольшой расход
Минусы
Трудно зажигаются
От 340 ₽
Тонкие элементы в сером цвете, обладающие временным сопротивлением разрыву в 500 МПа. Вкупе с относительным удлинением 26 % этого показателя хватает для использования электродов при сварке ответственных конструкций, рассчитанных на работу с высокими нагрузками. Вес одной коробки 2.5 кг, а расход в процесс использования – 1.58 кг.
Чтобы правильно выбрать электроды для сварки инвертором необходимо рассматривать много параметров, уделяя особенное внимание показателям жесткости и устойчивости к нагрузкам
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.

- легкость розжига и исключительная устойчивость дуги;
- незначительное разбрызгивание стали;
- легкость создания сплошного и ровного шва, доступная даже новичку;
- простое отделение шлаковой корки;
- высокая производительность работы;
- минимальные требования к качеству подготовки кромок;
- возможность сварки при любом положении электрода.
- большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
- строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.

- превосходное качество шва;
- любое направление стержня в процессе сварки;
- моментальный розжиг и устойчивая дуга;
- возможность сварки минимальными токами;
- легкость очистки шва от шлаков;
- низкая стоимость.
- повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
- необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

- сложная технология производства работ;
- приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.

- однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
- простое удаление шлака;
- высокая производительность работы;
- экономичный расход электродов;
- широкий диапазон возможных пространственных положений стержня;
- приемлемая стоимость.
- сложность повторного розжига;
- необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.

Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
- высокое качество шва;
- широкий диапазон применения;
- устойчивая дуга;
- простой режим сварки в любых положениях;
- минимальное количество шлака и легкость его удаления;
- доступная цена для изделий своего класса.
- необходимость предварительной прокалки электродов при 300оС;
- повышенный расход материала.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Аппарат инверторной сварки. Чтобы познать азы сварки инвертором для начинающих, не нужно гоняться за дорогими моделями, но не стоит впадать и в другую крайность, покупая очень дешевое «нонэйм» оборудование. Лучше всего остановить выбор на бюджетном варианте от проверенного производителя
Следует обратить внимание на пределы регулировки сварочного тока. Для бытового и полупрофессионального применения подойдут аппараты с диапазоном регулирования до 200 А
Еще один важный параметр для новичка — легкость розжига дуги. Для этого нужно выбирать оборудование с максимальным напряжением холостого хода или с функцией облегчения розжига. Небольшой совет — практически все сварочные аппараты от бюджетных до дорогих комплектуются с завода короткими проводами, купите сразу им замену длиной 3−4 м.
Сварочная маска — одни из главных элементов защиты. Защищает глаза от слепящего яркого свечения дуги и выделяемого при этом потока ультрафиолета, а также лицо от ожогов. Раньше маски комплектовались сменными затемненными стеклами, которыми ее подстраивали под необходимые рабочие условия и предпочтения. Сейчас в продаже имеются удобные маски с автоматическим затемнением — «хамелеоны». Степень затемнения легко регулируется. Это оптимальный выбор, чтобы учиться электродуговой сварке для начинающих, да и для профессионалов тоже.
Роба и рукавицы защищают тело сварщика от ожогов и брызг раскаленного металла. Выбирайте качественную экипировку. Категорически запрещено использовать защитную одежду из «синтетики».
Молоток, щипцы, струбцина и т. д. Молоток потребуется для сбивания шлака, остальное повысит комфорт работы.
Секреты электрогазосварщиков
Существует множество литературы по сварке. Однако есть отдельные методы, которые можно узнать только на практике:
- При сыром стержне можно на несколько секунд замкнуть электрододержатель. После такого процесса стержень станет более сухой и пригодный к сварке.
- При сварке чугуна, когда нет подходящих электродов, можно обмотать обычный стержень медной проволокой. Именно в таком случае сварочный шов будет прочнее.
- Если тяжело подобраться к сварочному стыку, то можно распилить стержни пополам. Из-за того, что он станет короче, будет гораздо удобнее его использовать. Если же зона видимости ограничена, можно использовать зеркало.

Originally posted 2018-04-06 09:12:40.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6
Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13
Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок
Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
ЭА. У этой марки достаточно широкий модельный ряд
Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.