

Поверхность модели
FDM: послойное создание модельки сопровождается грубостью получаемой заготовки. Линии хорошо видны, составляют около 50-400 мкм в зависимости от толщины сопла. Исправить эту проблему практически невозможно, только через пост-обработку. Качественная сторона во многом определяется моделированием. Это требует хорошей подготовки, которая включает корректировка пустот, разрывов и так далее.
SLA: технологический процесс предполагает использование лазера, который детально обрабатывает каждую линию и соединяет ее практически без шва. Так как линии более тонкие, можно формировать более точную и гладкую поверхность. Ширина лазера составляет всего 20 мкм.

Стоимость производства
Здесь дела принимают интересный оборот. Как обсуждалось в предыдущем разделе, 3D-печать требует гораздо меньше времени для изготовления одного уникального компонента или прототипа, либо малых опытных серий, а для массового выпуска продукции чаще применяются традиционные технологии производства.
Стоимость производства единичных и мелкосерийных изделий 3D-печатью также превосходит традиционные методы, такие как литье и штамповка, т.к. не требует дорогой оснастки (литьевых и штамповочных форм) и переоборудования производственной линии.

Фото: 3dprinterchat.com
При уже налаженном крупносерийном выпуске тут то же, что со скоростью — себестоимость детали приближается к стоимости сырья и 3D-печать тут пока не может конкурировать, но стремительно приближается к этому.
В сравнении с изготовлением на фрезерных станках с ЧПУ, 3D-печать выигрывает по стоимости уже сейчас.

Фото: plastoco.fi
Для успешного ведения предпринимательской деятельности очень важен такой фактор, как точка безубыточности. Это показатель производства и реализации продукции, при котором расходы перекрываются доходами, а выпуск всех последующих экземпляров того же изделия начинает приносить прибыль.
Компания Xometry провела сравнение SLS-печати и литья под давлением. Выяснилось, что в некоторых случаях вторая технология может быть более экономически выгодной уже после изготовления первых 150 экземпляров одной и той же тестовой детали. Но прототипы для нее, мастер-модели, все равно выгоднее и проще всего печатать на 3D-принтере, так что аддитив тут никуда не девается.

Фото: xometry.com
Качество продукции
Качество традиционной продукции выпускаемой литьем, штамповкой и фрезерованием сравнимо с лучшими образцами 3D-печати, и тут у нее преимуществ нет.
Но это касается только традиционных простых форм — с созданием более сложных геометрически и конструктивно объектов 3D-печать справляется намного лучше, с ее помощью можно напечатать зачастую целиком такую деталь, которую другими методами создать невозможно в принципе, если только не изготавливать по частям и потом соединять (что сильно удорожает, усложняет и увеличивает сроки). Это уникальное преимущество 3D-печати.

Фото: 3dhubs.com
Точность лучших образцов 3D-принтов сравнима с лучшими образцами изделий перечисленных выше традиционных технологий, и лишь немного пока уступает многоосевой фрезеровке на станках с ЧПУ.
Однако точность прототипирования и макетирования на 3D-принтерах намного превосходит этот параметр для применявшихся ранее в этих областях ручных методов.

Фото: anthillonline.com
3d строительство домов — миф или реальность?
Сегодня соперничают между собой две технологии 3d в строительстве: европейская и китайская. Согласно первой, строительный 3d принтер используется исключительно для производства строительных материалов и комплектующих в различных количествах. Однако само строительство здесь отводится человеку.


Китайские новаторы шагнули дальше. В их понимании проще все делать «под ключ». Поэтому в фокусе внимания – создание при помощи 3-d принтера дешевого и эффективного специального стекловолокна. При его добавлении бетонная смесь приобретала сильные технико-эксплуатационные свойства (например, снижалась теплопроводность). Человеческий фактор при этом – отсутствует на всех этапах печати.

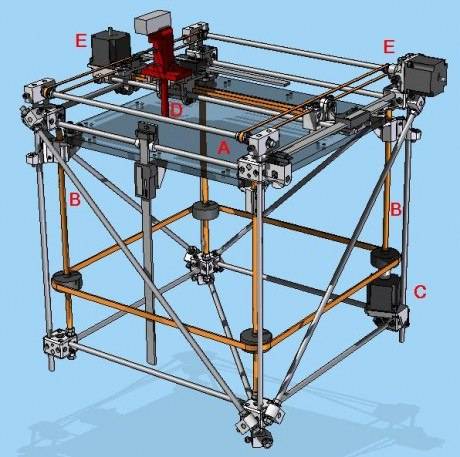
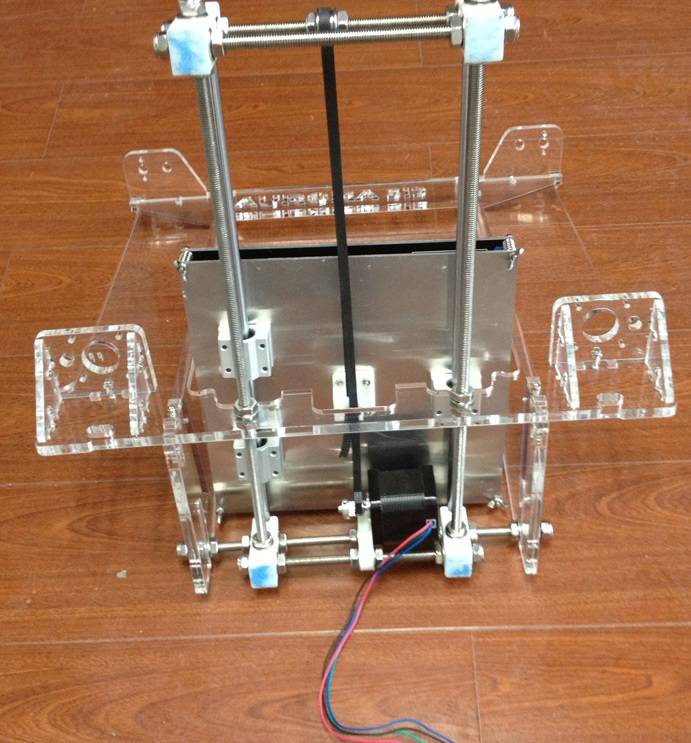
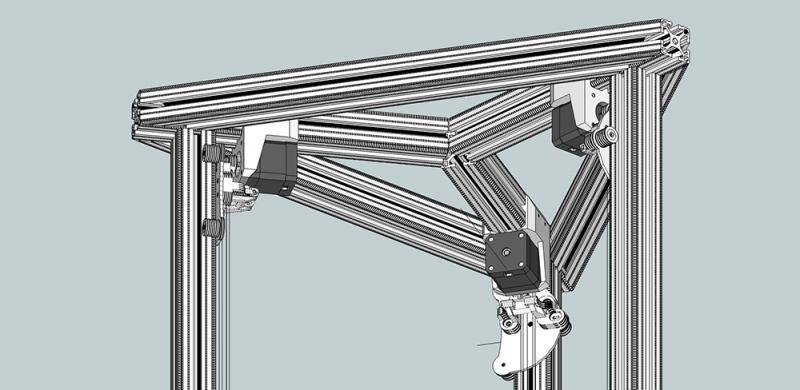
Разновидности картезианской кинематики CoreXY и H-Bot
Данные кинематические схемы часто встречаются в коммерческих сферах. Отличаются оригинальными методами позиционирования экструдера. В обоих кинематиках платформа передвигается вверх-вниз.

CoreXY имеет два закрепленных на раме двигателя, которые приводят в движение два ремня для перемещения каретки экструдера по осям XY.
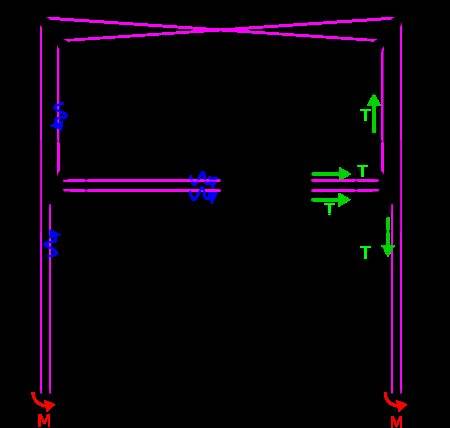
Кинематика H-Bot для 3D-принтера основана на похожей механике, но с другим ременным приводом. В данном случае ремень один и натянут по форме, напоминающей обведенную по контуру букву H (аш), за что схема и получила название аш-бот.
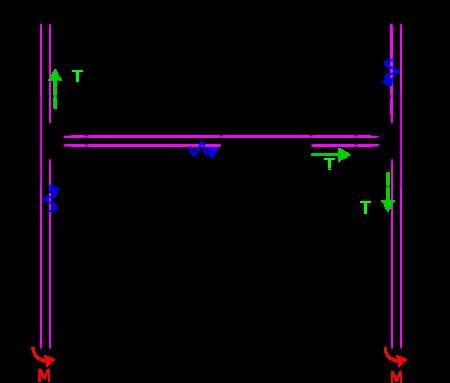
При работе обоих двигателей в одну сторону, каретка движется по оси X, в разные стороны — по оси Y. Когда один из двигателей остается неподвижным, каретка перемещается по диагонали.
Одним из примеров таких 3D-принтеров, может служить Designer X PRO. Эта модель отличается высокой скоростью, так как благодаря наличию функции JetSwitch, печать 2мя материалами стала еще быстрее (до 5 секунд в обычном режиме и 250 мс в черновом режиме). А заново спроектированная печатающая головка с точностью до 1 мкм, рамная конструкция, точная механика и аппаратная платформа нового поколения позволит вам напечатать модели высокого качества, сравнимые с промышленными изделиями. Обладает функцией двухматериальной печати. ПО полностью контролирует процесс, что минимизирует ошибки и увеличивает производительность 3D-принтера.

Пример печати:

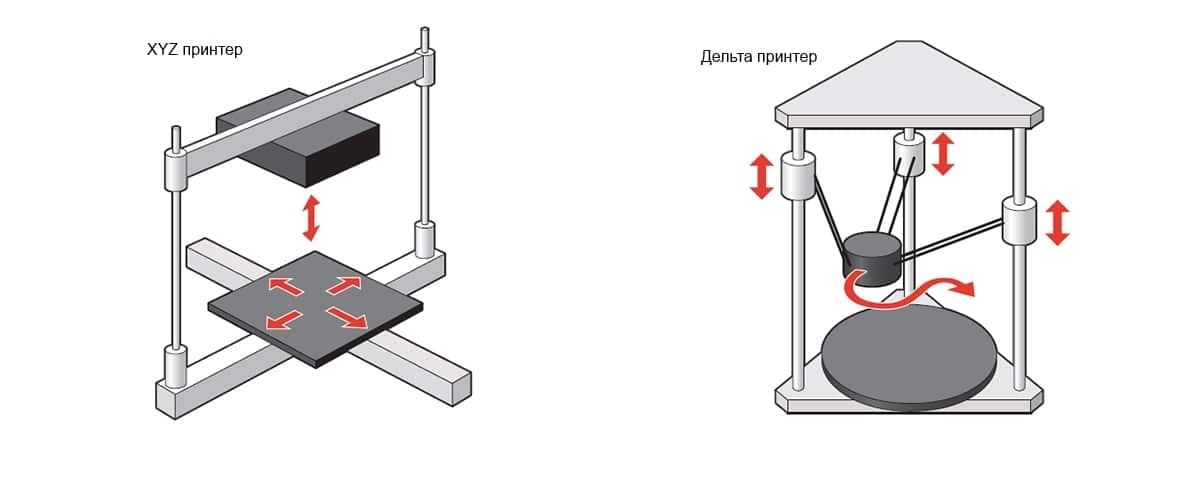
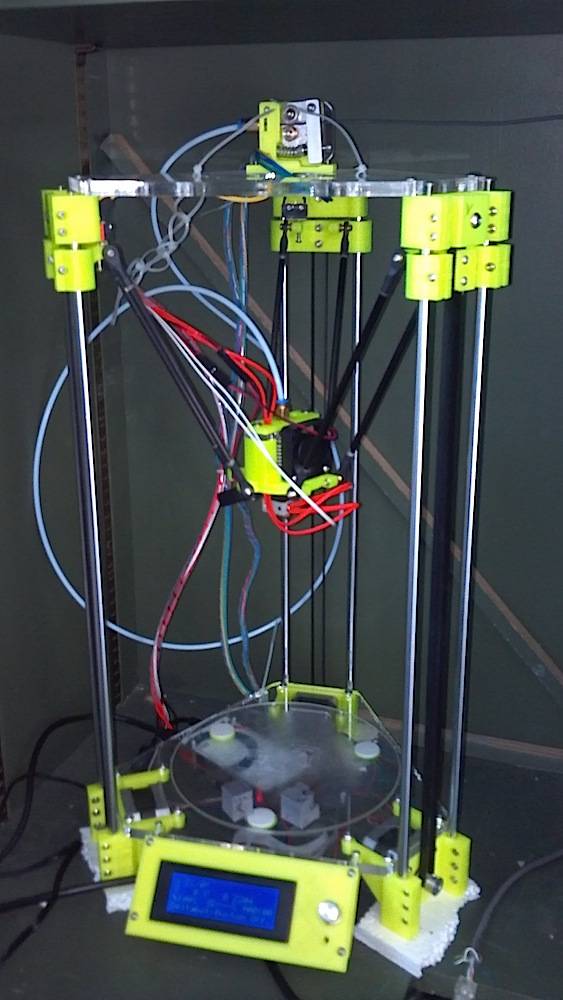
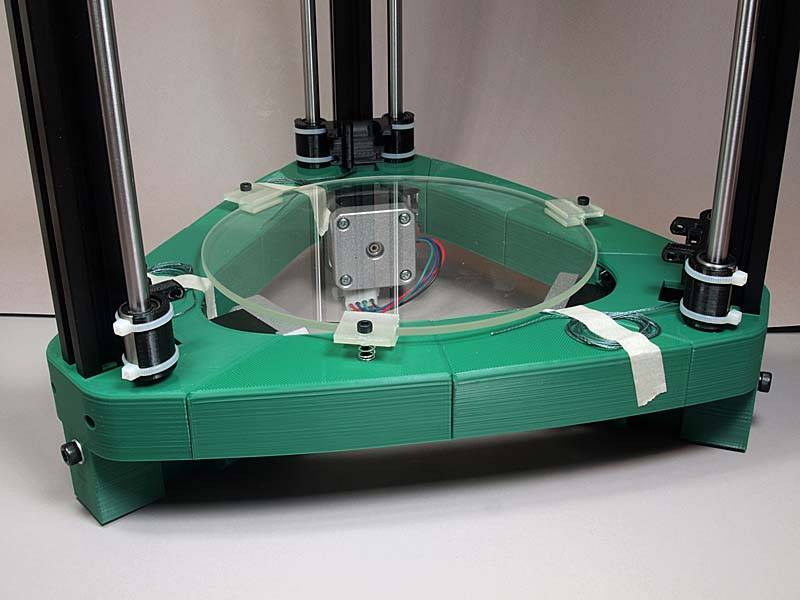
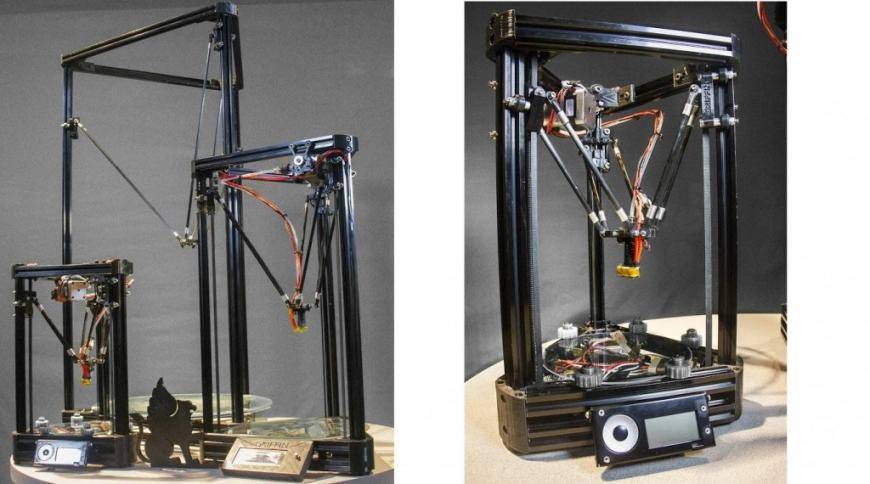
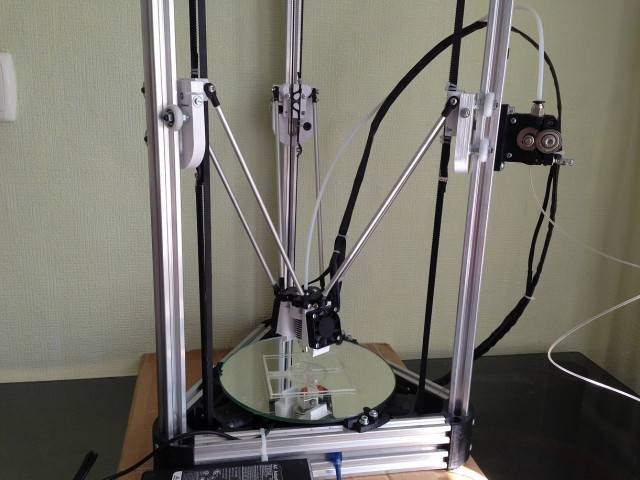
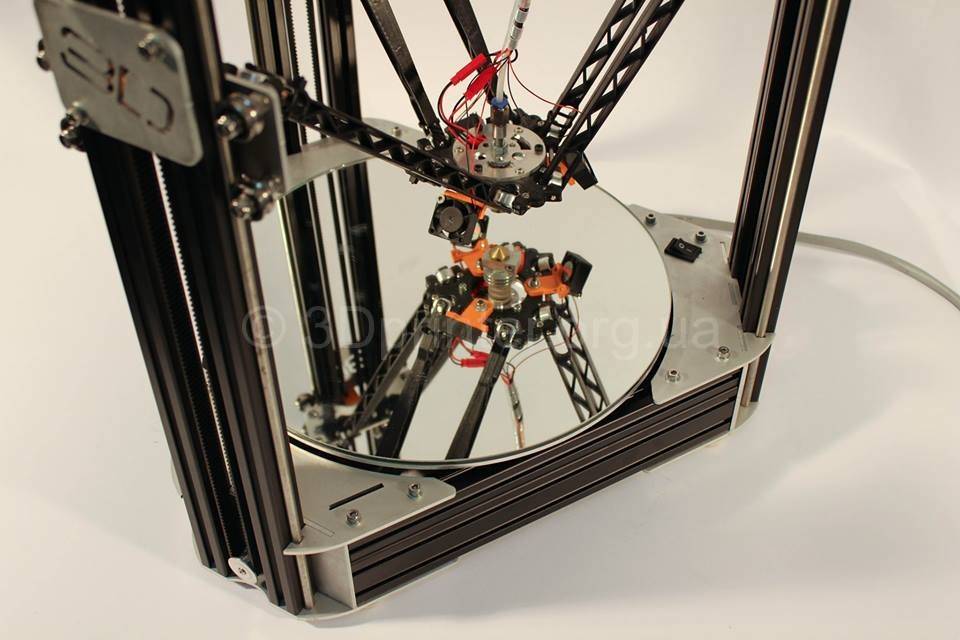
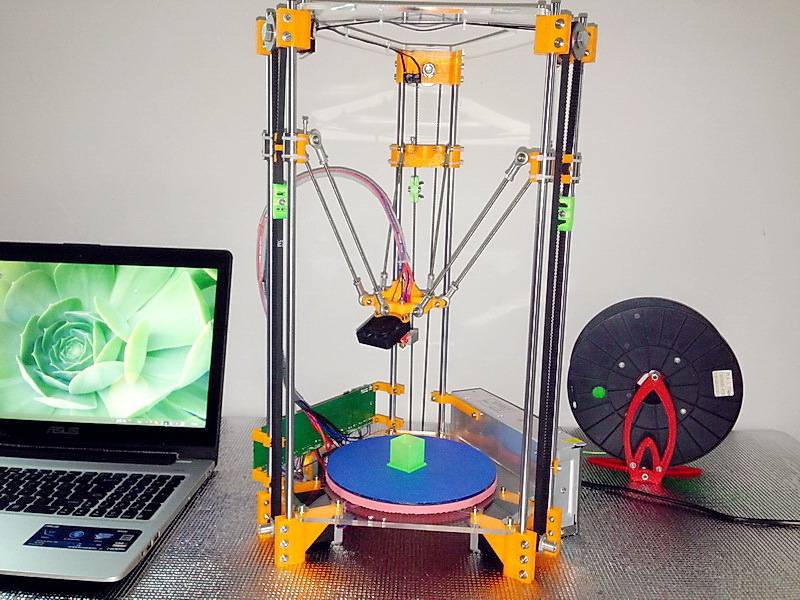
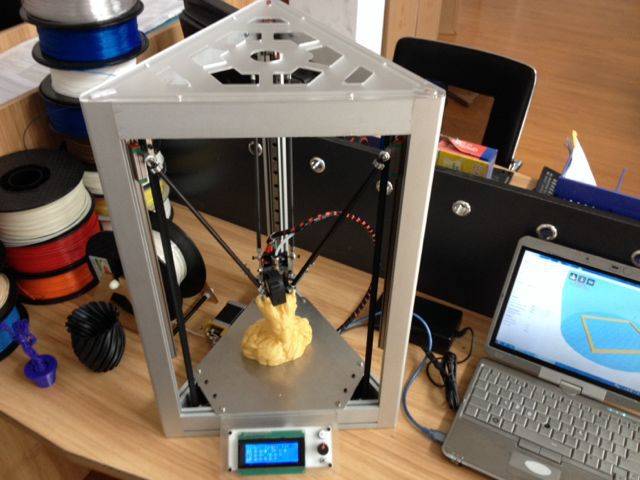
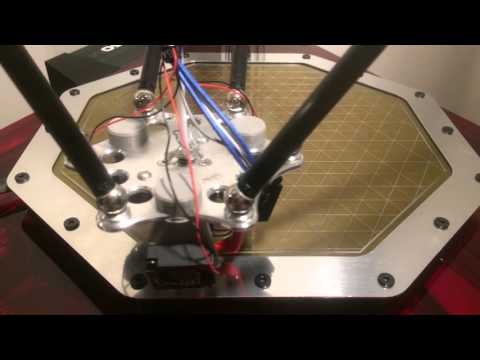
Шаг первый — калибровка delta 3D принтера
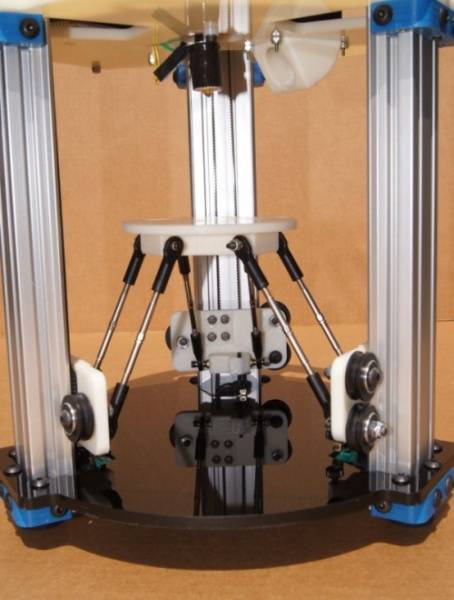
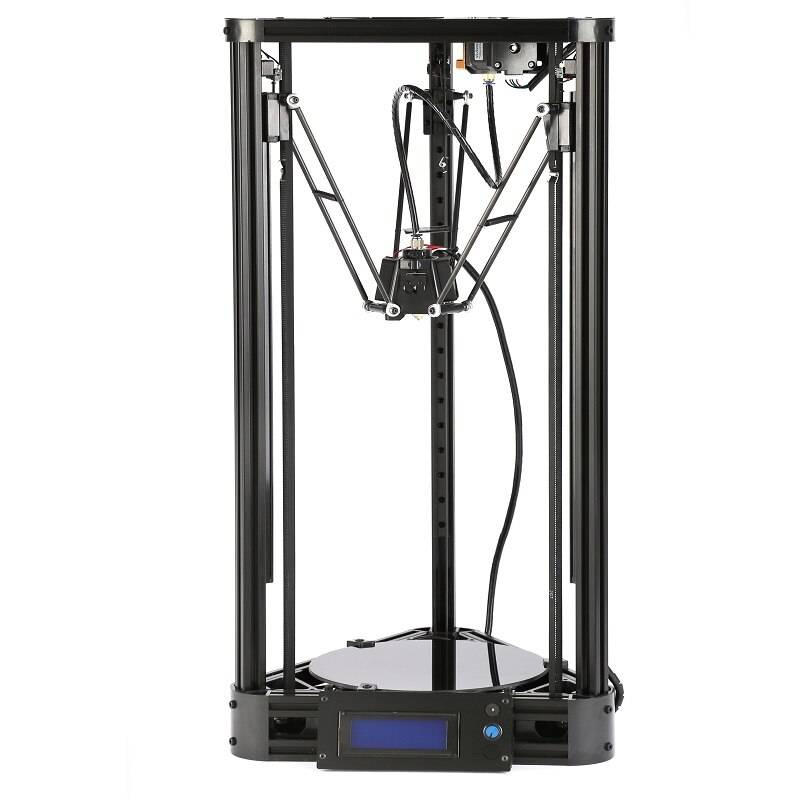
Дельта оборудование, благодаря используемым в нём комплектующим, отличается особой надёжностью. Но преимущества и недостатки дельта 3D-принтеров мы ранее уже рассматривали, сейчас лишь отметим, что в них используются рельсовые направляющие. Именно эти комплектующие обеспечивают высокую точность печати изделий принтером. Чтобы убедиться в этом, достаточно правильно произвести настройку оборудования. Сделать это можно несколькими способами.
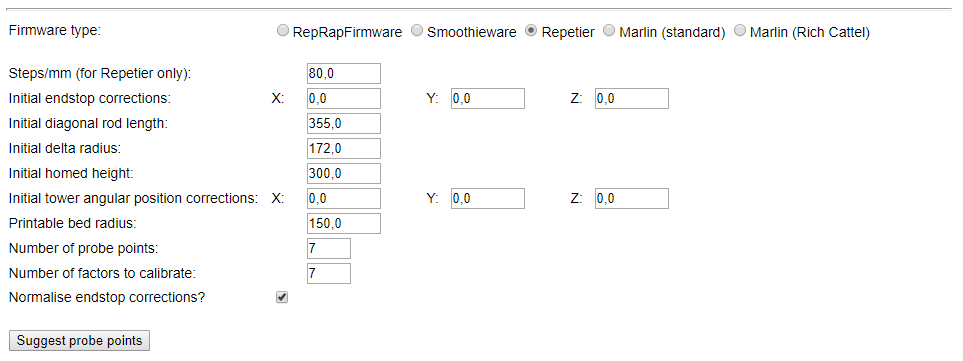
Калибровка с помощью онлайн-калькулятора. Аnycubic — одни из самых популярных принтеров. Для начала работы с таким оборудованием нужно внести минимальное количество дополнительных настроек. Вся калибровка дельта 3D принтера Anycubic выполняется за несколько этапов:
- открываем онлайн-калькулятор для дельта принтеров;
- в таблице указываем прошивку и вводим максимальную высоту по оси Z (полученное значение увеличиваем на несколько мм);
- в двух последних пунктах («Number of probe points» и «Number of factors to calibrate») устанавливаем число «7», это позволит точно откалибровать поверхность.
Теперь переходим к следующему этапу калибровки. Для этого нужно включить принтер и дать ему нагреться до рабочей температуры. Затем хоумим принтер и переходим к вводу координат, в онлайн-калькуляторе таких значений шесть и обозначаются они как «Point 0-6».
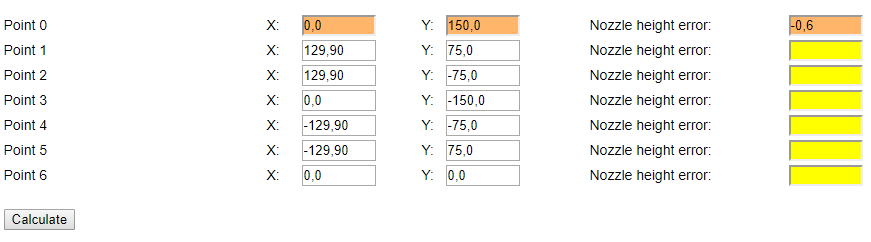
Сначала перемещаем хотенд в координаты, указанные на картинке в пункте «Point 1» (X: 0,0; Y: 150,0). Затем нужно опустить сопло до соприкосновения с листом бумаги
Важно помнить, что бумага должна полностью прилегать к поверхности, но при этом свободно по ней перемещаться
Экран покажет значение, которое необходимо внести в таблицу в пункте «Nozzle helght error». Например, если при соприкосновении хотенда с бумажкой на экране отображается, что он находится на высоте 0.6 мм, в колонку записываем результат «-0,6».

Затем проделываем то же проделываем для всех остальных координат, приведённых на картинке выше в белых полях «X» и «Y» и соответственно вводим получившиеся значения «Nozzle helght error». Когда вся информация будет внесена, нажимаем «Calculate» и вносим откорректированные значения в Eeprom и прошивку (калькулятор, кстати, подходит не только для калибровки дельта принтера Repetier, но и для оборудования с прошивками Smoothieware, RepRapFirmware и Marlin).

После завершения настройки устройство будет учитывать корректную высоту и точно выполнять печать.
Автокалибровка с помощью утилит. Другой вариант — покупка утилит, установка которых позволит легко подготовить оборудование к работе. Отличным решением станет программа OpenDACT, также настройку можно выполнить с помощью программы Pronterface. Единственной сложностью первой утилиты является то, что она не совместима с Repetier, поэтому для её корректной работы 3D-принтер, возможно, придётся перепрошить.
Помимо ручного режима калибровки, в программе присутствует возможность выставления автоматических настроек. Автокалибровка дельта 3D принтера может быть выполнена несколькими способами. Самым простым считается создание электрического контакта между металлическим соплом и столом. Делается это следующим образом:
- ровно наклеиваем алюминиевый скотч на рабочую поверхность;
- далее берём провод, один конец которого обжат в колодку, а два других закрепляются на радиаторе и на подготовленной поверхности;
- после этого концы провода подключаем к плате и 3D-принтеру к Z-max;
- после присоединения проводов и настройки прошивки можно запускать автокалибровку. Более корректные и точные значения получатся, если выполнять настройку с компьютера.
Процесс может занять довольно продолжительное время, так как при калибровке подбираются все необходимые параметры геометрии. Если они были сильно нарушены или указаны неверные начальные параметры, автонастройку следует провести повторно, чтобы убедиться в результатах калибровки.
Точность копий
Во многих областях очень важна идентичность и взаимозаменяемость типовых деталей, без которой сложно себе представить ремонт техники заменой комплектующих и использование присоединяемых сменных блоков в каком угодно устройстве.

Фото: ultimaker.com
При использовании традиционных технологий производства достигаются очень высокие результаты по этому показателю.
С 3D-печатью дела обстоят немного сложнее. Благодаря тому, что детали печатаются последовательно, возможно проследить за нанесением каждого отдельного слоя, а иногда и обнаружить и исправить ошибки печати в реальном времени. Это позволяет существенно сократить процент дефектных изделий и потери сырья.

Фото: cults3d.com
Однако, при печати могут возникать несоответствия исходной модели. Это может происходить из-за разницы в качестве сырья, колебаний температуры окружающей среды, неравномерного остывания модели и прочих факторов.
Для полной идентичности всех экземпляров из партии, машины должны быть хорошо отлажены и находиться в контролируемой среде. При всех соблюденных условиях, качество и повторяемость 3D-печатных деталей из пластика становятся сравнимыми с выпускаемыми серийно по традиционным технологиям.
3D-печать металлами пока требует серьезной постобработки напечатанных деталей, если необходимо соответствие сверхточным размерам с малыми допусками.
Справедливости ради стоит отметить, что любой брак или неточность в 3D-печати — это брак одного изделия, а если какая-то неприятность происходит в серийном производстве традиционными методами — в утиль или на переработку уходит целая партия.
Гибкость производства
Как уже упоминалось, аддитивное производство не требует подготовки оснастки и перепрофилирования производственных мощностей. Вся необходимая подготовка к изготовлению новой детали — это создание цифровой модели. И тут аддитивные технологии значительно превосходят литье и штамповку.
Ещё одно преимущество 3D-принтеров заключается в способности напечатать практически всё, что может поместиться в объеме его области печати. Другие же производственные процессы (кроме фрезерования) требуют изготовления нового инструмента, пресс-формы или матрицы для создания нового или изменения дизайна существующего продукта.
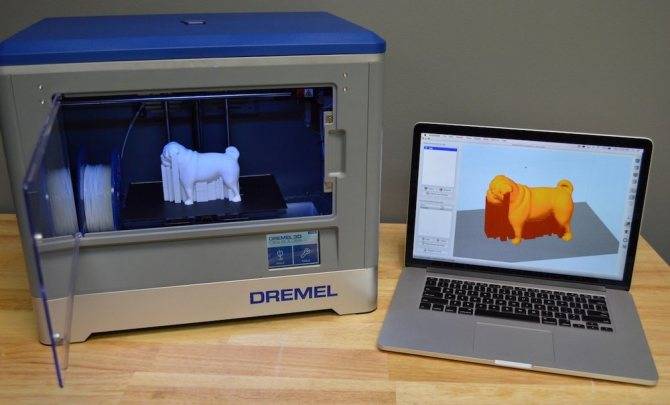
Фото: simplify3d.com
Одним из наиболее существенных недостатков 3Д принтеров является использование поддержек. Суть состоит в том, что 3D-принтер создаёт модель послойно, и в точках, где возможна деформация или есть смещение центра тяжести, необходимо использование поддержек, чтобы предотвратить опрокидывание или разрушение модели в процессе печати
В последующем необходимо произвести постобработку, осторожно удаляя лишний материал, а затем отшлифовать деталь, чтобы сгладить шероховатости. Есть и альтернативные решения, такие как поддержки из PVA
ПВА растворяется в теплой воде, поэтому удалить его можно погрузив модель в воду на ночь.

Фото: all3dp.com
Однако, для использования этого метода требуется принтер, который может печатать несколькими материалами одновременно, а PVA несколько дороже, чем обычные PLA или ABS пластики.
Фото: community.ultimaker.com


При 3D-печати по технологии SLS, когда принтер лазерным лучом спекает между собой частицы наносимого послойно порошка, обычно нейлонового или из другого полимера, поддержкой служит сам находящийся вокруг порошок, что позволяет не использовать конструкционные поддержки и печатать любое количество деталей во всем объеме камеры принтера.

Иллюстрация: Formlabs.com
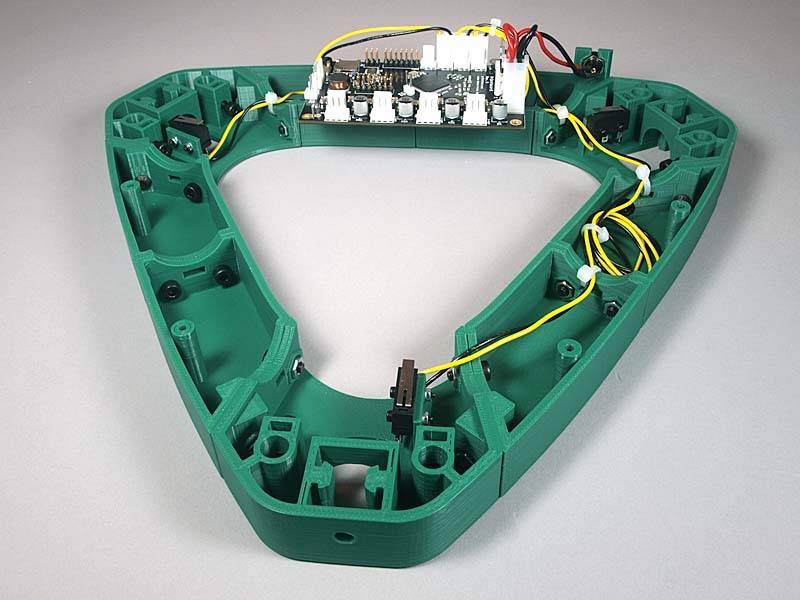
Преимущества 3D-принтеров перед традиционными способами производства также ярко выражены и в возможности печати подвижных частей и механизмов в собранном состоянии. Это же утверждение справедливо и в отношении простоты производства деталей со скрытыми полостями и сложной структурой заполнения материалом.

Фото: pinterest.com
Скептики частенько указывают на такой недостаток технологии, как ограниченность в выборе материалов для производства. Данное утверждение справедливо, но на сегодняшний день уже существуют сотни различных материалов, с которыми могут работать 3D-печатники и этот перечень неуклонно расширяется. Ассортимент этих материалов не ограничивается лишь различиями в цвете или механических свойствах, существуют ароматизированные, магнитные, токопроводящие, изменяющие цвет и многие другие виды филаментов, порошков и фотополимеров для 3D-печати.

Фото: filamentguide.net
SCARA
SCARA (Selective Compliance Articulated Robot Arm) — кинематика основанная на перемещении рабочего блока в горизонтальной плоскости за счет вращения в сочленениях рычажного механизма.
Построенные на данной схеме устройства отличаются очень высокой точностью и повторяемостью, намного выше чем у традиционных роботов-манипуляторов, низким уровнем шума и вибрации, компактностью. Если говорить о картезианских и SCARA-роботах сравнимых размеров и массы, то скара как правило не только точнее, но и быстрее.
В то же время, такие устройства дороги, имеют ограничения жесткости по осям XY, меньшую область работы и свободу движений.
Примером такой кинематики может быть роборука Dobot M1. Это компактный настольный робот, совмещает в себе функции 3D-принтера и манипулятора. Действия программируются через установленное на компьютере ПО или мобильное приложение. Имеет сменные головки для печати, гравировки, пайки и сборки.

Пример работы:
Скорость производства
Скорость 3D-печати, при производстве прототипов и единичных изделий, намного превосходит сроки запуска в производство аналогичной детали методами литья и штамповки, и сопоставима с фрезерованием на станках с ЧПУ.
Сопоставима, если речь идет об одной детали, но 3D-принтер может напечатать несколько деталей за то же время, что фрезер будет делать одну.
При уже налаженном крупносерийном производстве детали, скорость ее создания традиционными методами превосходит 3D-печать. В отношении простых типовых деталей это всегда будет так — их можно отливать и штамповать миллионами. А вот в работе с объектами посложнее и поинтереснее 3D-печать уже обходит их. О причинах — далее.

Фото: justdial.com
Не стоит забывать и о бытовом применении технологии. Благодаря появлению настольных 3D-принтеров, любители и энтузиасты могут создавать бесконечное разнообразие моделей. Это действительно так, ведь существует не так много ограничений по геометрии итогового продукта. На самом деле, скрытый потенциал 3D-печати настолько широк, что ограничен только вашей фантазией.
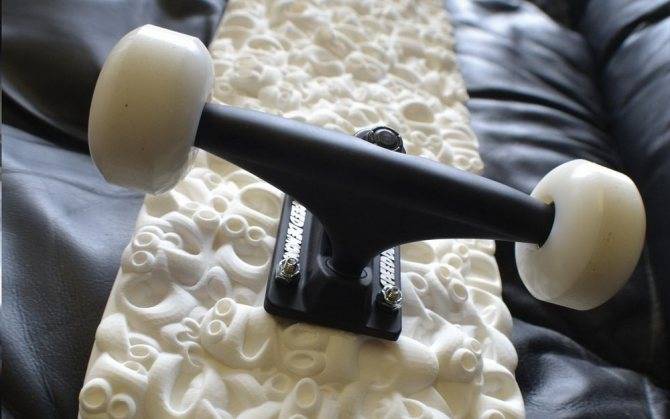
Фото: 3dprint-uk.co.uk


Таким образом, например, можно быстро спроектировать и напечатать пластиковую шестерню для блендера или кухонного комбайна — таких запчастей зачастую нет ни в официальных сервисных мастерских, ни на рынках, а заказ у производителя может легко обойтись в половину стоимости всего ремонтируемого прибора.

Фото: solidus-labs.blogspot.com
Прочность
FDM: наличие большего ассортимента расходных материалов, которые используются с технологией, уже указывают на более широкий спектр свойств. Прочность не является исключением, поэтому получаемые детали отличаются легкостью и высоким удельным сопротивлением на излом. Если в приоритете долговечность, достаточно воспользоваться печатью с применением нейлонового углеродного волокна.
SLA: задачи фотополимерных принтеров – это создать точность, вопросы прочности отходят на второй план. На текущий момент специалисты постоянно совершенствуют смолу, делают ее более твердыми и менее подверженными механическим факторам. Трещины и деформации – это частая проблема, которая пока никак не решается.
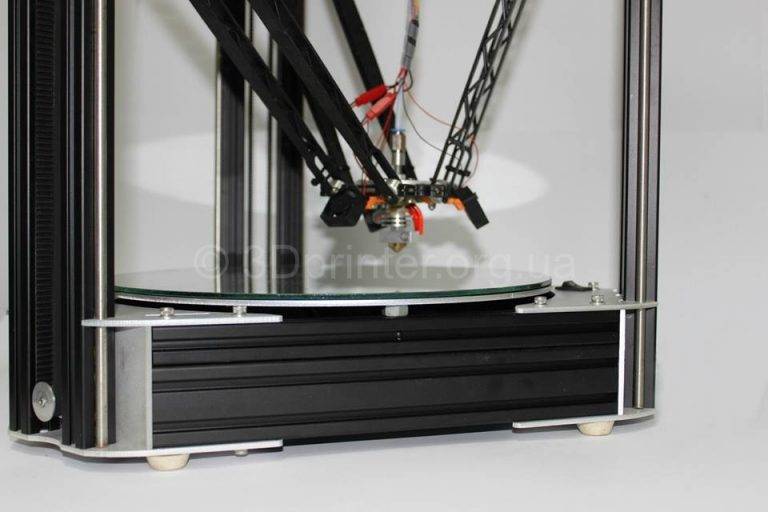
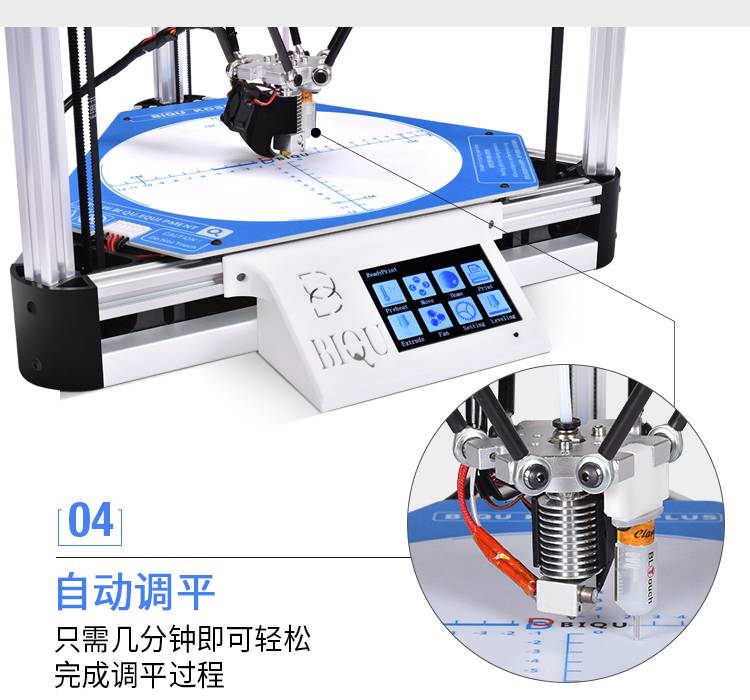
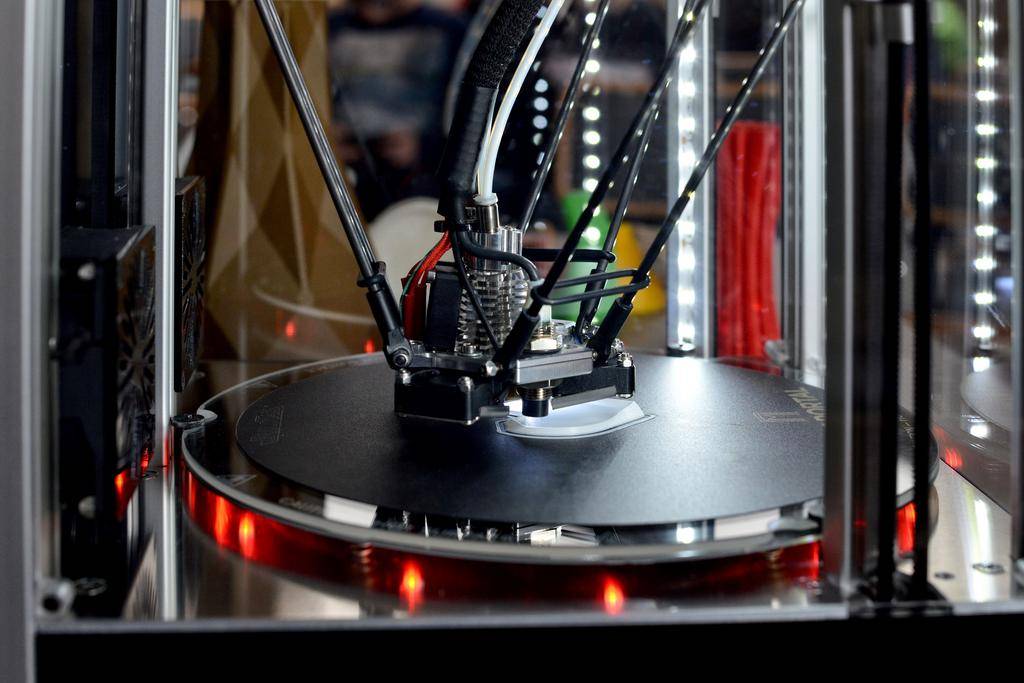
Шаг второй — калибровка стола дельта 3D принтера
Только правильно откалиброванный стол позволит добиться максимальной точности печати. Поэтому о выравнивании рабочей поверхности стоит позаботиться при первом же запуске оборудования в работу. Помимо того, периодически повторять эту процедуру рекомендуется и в дальнейшем, особенно, если заметите один из следующих «симптомов»:
- пластик отклеивается от стола (когда зазор между столом и соплом становится слишком велик, материал не успевает прилипать к рабочей поверхности и тянется вверх);
- в первом слое изделия появляются пустоты;
- в изделие образуются наплывы (если зазор между соплом и столом слишком мал, такие дефекты начинают появляться особенно часто и, со временем, могут полностью нарушить рабочий процесс из-за того, что сопло будет задевать наплывы и отклоняться от заданной оси).
Несмотря на огромное количество моделей оборудования, принцип выравнивания поверхности идентичен почти во всех случаях.

Калибровка стола дельта 3D принтера состоит из нескольких простых шагов. Сначала нужно нагреть рабочую поверхность до +90 °C. Затем затягиваем винты (не слишком плотно) — этими регуляторами оснащен каждый принтер, с их помощью можно корректировать высоту. Теперь нужно переместить печатающую головку в центр стола, поверх обычного листка бумаги. Осталось только вручную отрегулировать сопло таким образом, чтобы листок под ним мог перемещаться.
Важно! Если листок бумаги слишком гуляет, значит сопло нужно закрутить ещё больше, если же совершенно не движется — наоборот, слегка отпустить. Проводить такие манипуляции рекомендуется не только в центральной части рабочей поверхности, но и в углах стола
Помимо того, всю процедуру следует повторить несколько раз. Это требуется для того, чтобы учесть все возможные погрешности. После того, как калибровка стола будет проведена 2-3 раза и во всех частях рабочей поверхности бумага будет идеально лежать под соплом, выравнивание можно считать выполненным успешно
Проводить такие манипуляции рекомендуется не только в центральной части рабочей поверхности, но и в углах стола. Помимо того, всю процедуру следует повторить несколько раз. Это требуется для того, чтобы учесть все возможные погрешности. После того, как калибровка стола будет проведена 2-3 раза и во всех частях рабочей поверхности бумага будет идеально лежать под соплом, выравнивание можно считать выполненным успешно.

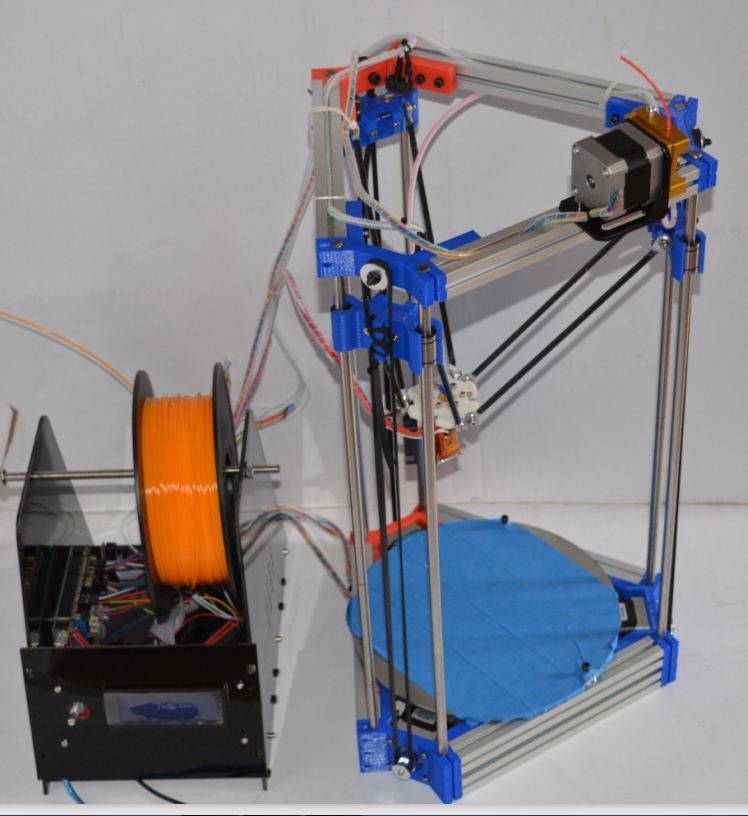
Как настраивается прошивка для дельта принтера
В первую очередь за корректную работу устройства отвечает именно прошивка. С её помощью устройство считывает информацию и выполняет команды, написанные на т.н. G-code — языке программирования для устройств с ЧПУ. Таким образом, прошивка позволяет оборудованию обрабатывать изображения 3D-моделей и печатать с их помощью различные предметы (например такие, как в нашей библиотеке — обязательно загляните туда, если как-нибудь захочется скачать STL-модели бесплатно).
В прошивке для delta 3D принтера можно задать практически любые настройки. Это могут быть как основные параметры работы устройства, так и необходимые вам изменения заводского меню и многое другое.
Для самостоятельной прошивки оборудования оптимальным решением считается Marlin. Её установка и настройка не представляет никаких сложностей, помимо того, Marlin подходит для устройств с заводскими настройками.
Чтобы залить прошивку для дельта принтера, включите его и дайте оборудованию поработать вхолостую около часа. Затем подключите плату Arduino к компьютеру, установите драйверы и откройте вкладку «Configuration.h». Здесь вам потребуется:
- задать тип контроллера;
- указать вид температурного датчика;
- откалибровать перемещение по осям;
- настроить концевые выключатели.
Доступность
3D-принтеры имеют очень широкий ценовой охват. Всё зависит от качества прибора, его характеристик и технологии печати, а также назначения.
Настольный любительский принтер, работающий по технологии FDM, можно приобрести всего от 100 долларов США. В то же время, ценники на системы для профессиональных пользователей стартуют от 1000 долларов США. Промышленные модели, могут стоить несколько десятков тысяч долларов.

Фото: nanalyze.com
Цены на продвинутые устройства кажутся заоблачными? Профессиональное и промышленное оборудование в принципе стоит недешево. Например, линия для литья под давлением вполне может стоить 50 000 долларов и более, это не учитывая цену установки или дополнительных инструментов, необходимых для создания самих форм.



Для создания новой уникальной детали из пластика традиционными методами, необходимо изготовить оснастку и настроить оборудование. Напечатать же новую деталь на 3D-принтере может практически любой человек, имеющий минимальные познания в трёхмерном моделировании и технике работы с 3D-принтером.
Таким образом, хотя системы 3D-печати по-прежнему не отличаются дешевизной, они доступнее широкому кругу пользователей, чем более традиционные производственные установки. Кроме того, 3D-печать по умолчанию почти полностью автоматизирована. Для работы, контроля и обслуживания принтера практически не требуется дополнительный персонал. Это ещё более снижает порог входа.

Фото: raconteur.net
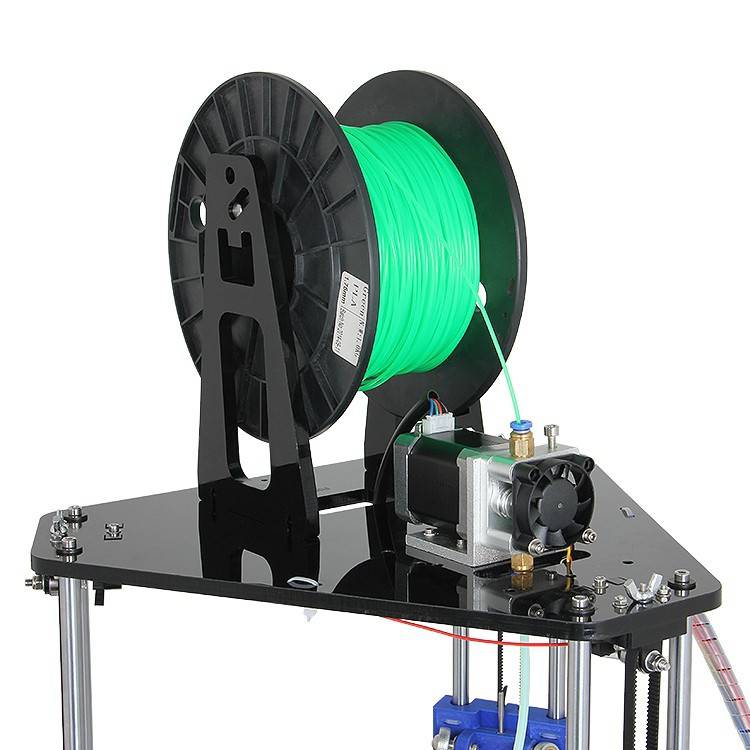
Чем печатает: расходные материалы
Основные расходные материалы для трехмерных моделей – пластик и фотополимер.
- АБС пластик. Не токсичен, не имеет запаха, обладает высокой ударопрочностью, термостойкостью и эластичностью. Плавится при температуре около 245° C. Продается в виде порошка или цветных нитей. Не переносит прямых солнечных лучей, не позволяет получать прозрачные модели. Растрескивается, расслаивается, острые углы, тонкие выступы деформируются. При работе нужна вентиляция.
- ПЛА-пластик. Полилактид – экологически чистый пластик, производимый из остатков кормовых культур: свеклы, кукурузы. Приятно пахнет при расплавлении. Модели со временем разлагаются в теплых помещениях, дорогой, по сравнению с АБС-пластиком. При механическом воздействии сгибается, сжимается, разрушается вследствие падений. При температуре от 600 C теряет форму.
- PET. Распространенный полимер, встречающийся в бутылках из-под напитков и воды, пищевых контейнерах. Для 3D-принтеров применяется модификация PETG – пластик чище, менее хрупкий. Впитывает влагу, а потому нуждается в хранении в сухих помещениях. Несмотря на механическую стойкость, легко царапается, противостоит термическим воздействиям.
- Нержавейка. Печатает «долгоживущие» изделия, которые противостоят коррозии – статуэтки, узлы механизмов, брелоки. Наряду с нержавейкой применяются алюминий, латунь, медь, бронза. Прототипы нуждаются в постобработке.
- Дерево. Дорогой и эстетичный материал, состоящий из полимерной основы с добавкой деревянных волокон (стружки, тирсы) кедра, сосны, березы. Встречаются и экзотические образцы с частицами черешни, кокоса, пробкового дерева, бамбука. Изделия пахнут деревом, после шлифовки практически не отличаются от столярных. Актуально, когда внешний вид важнее точности и цены.
- Смолы. Дорогой расходник для получения гладких прочных моделей с высокой детализацией. Используется в многоструйных принтерах (MJP) и принтерах лазерной стереолитографии. Смолы бывают жесткими, эластичными, матовыми, прозрачными, цветными, термостойкими. Под воздействием солнечного света фотополимерная смола теряет прозрачность. Отличаются гладкой поверхностью и простотой постобработки.
- Нейлон. Аналог ABS-пластика с повышенной до 320°C температурой плавления, гигроскопичностью и токсичностью. Долго остывает и требует экструдера с шипами. Используется для печати движущихся деталей.





