Простота использования
Хотя печать с использованием нити PLA сложна, а последующая обработка отнимает много времени, этот материал прост в использовании. Даже самые простейшие 3D принтеры могут создавать детали с помощью PLA. PLA имеет низкую температуру печати, около 205°C, поэтому вам не понадобится полностью металлический хотэнд.
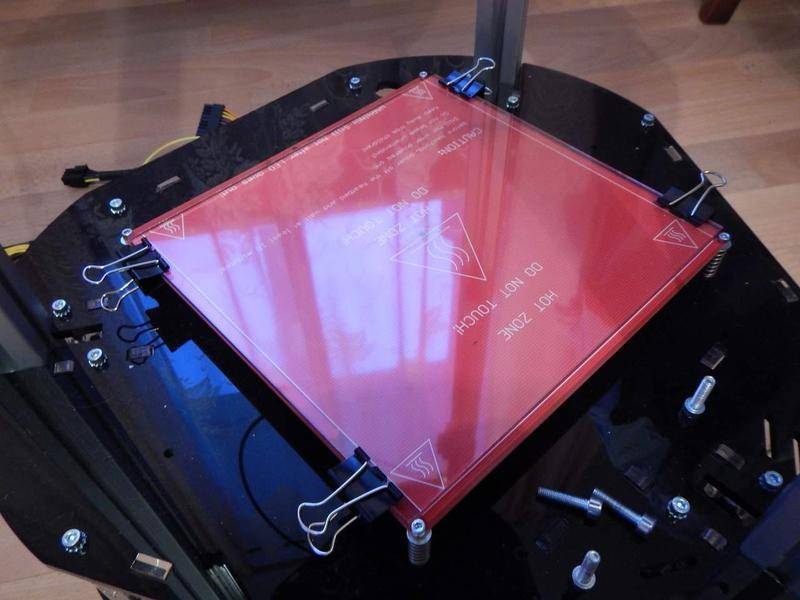
PLA также не требует подогреваемой подложки, так как он совсем немного деформируется при охлаждении. Кроме того, PLA почти не пахнет.
Единственная отрицательная характеристика PLA филамента в том, что касается удобства использования, заключается в том, что PLA поглощает влагу из воздуха, что ухудшает его качество. Поэтому при хранении PLA филамента настоятельно рекомендуется запечатывать катушки нити в вакуумную упаковку вместе пакетиками силикогеля.
Настройки принтера
Как упоминалось ранее, PLA по сравнению с другими типами филамента печатается при относительно низкой температуре. Конечно, когда речь заходит о 3D печати, скорее всего, потребуются некоторые эксперименты, чтобы определить оптимальный уровень температуры, который лучше всего подходит для вашего принтера.
В этом смысле 3D принтеры немного похожи на печи, каждая из которых работает по-своему. Например, печать при высокой температуре может привести к появлению пятен, провисаний и потере мелких деталей на объекте печати.
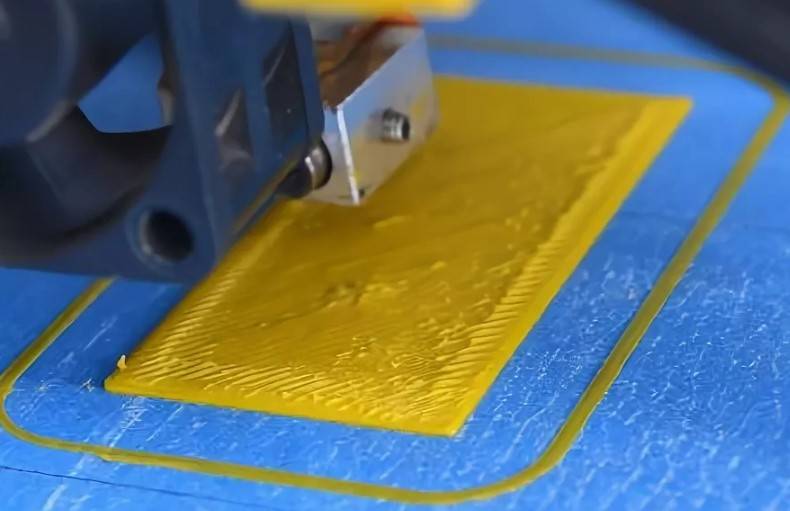
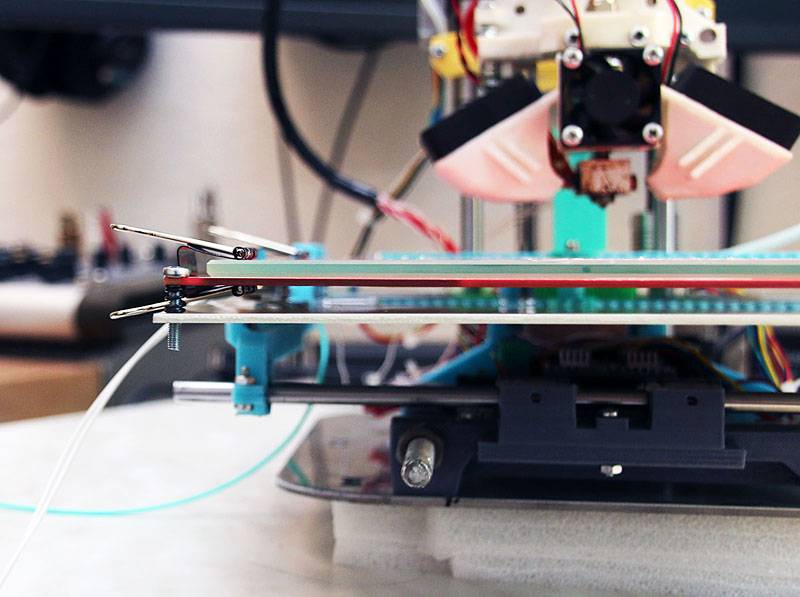
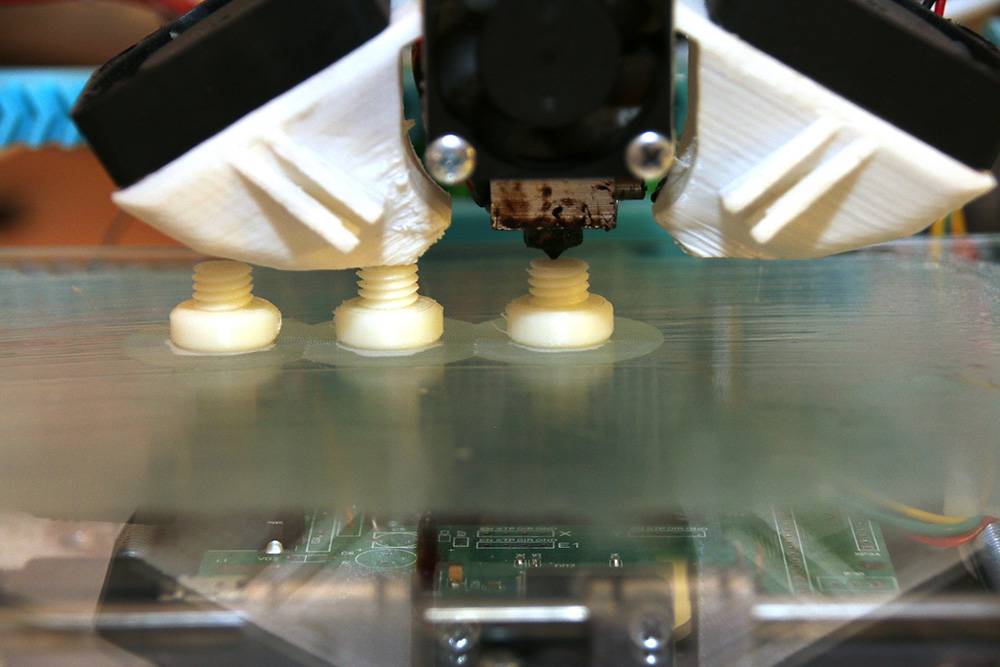
Идеальные температура сопла, температура стола и адгезия стола для PLA материалов
Установка слишком высокой температуры может привести к более высокому нагреву экструдера, увеличивая вероятность засорения.
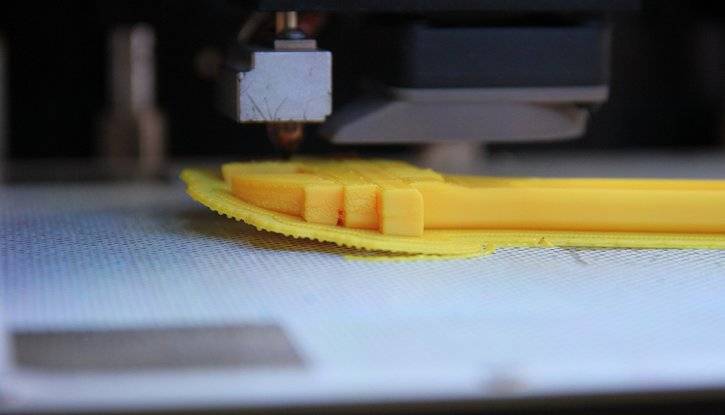
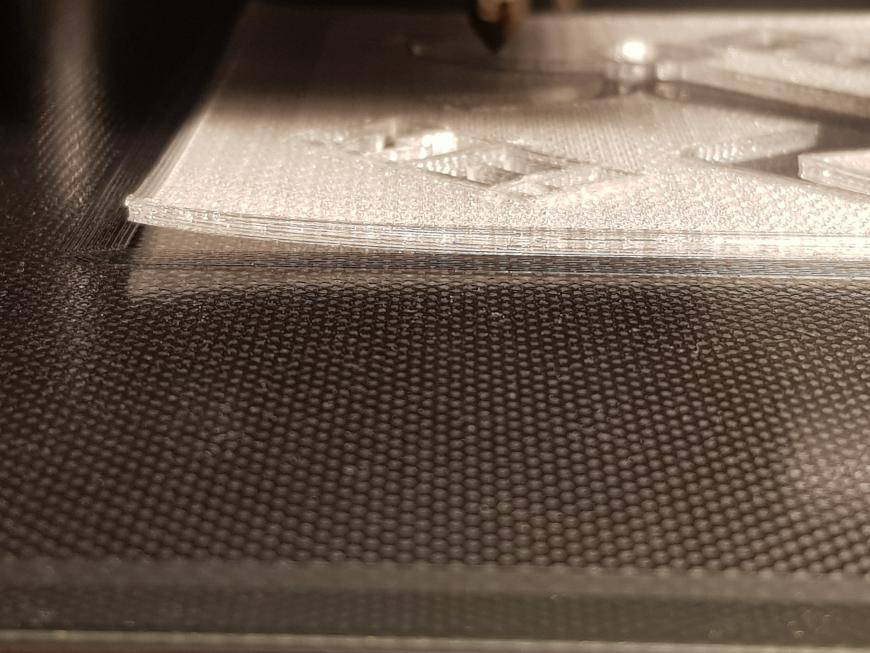
Во время печати при низкой температуре возможно расслоение слоев объекта печати. Они могут плохо слипаться, и общее качество поверхности объекта может ухудшиться в процессе печати.
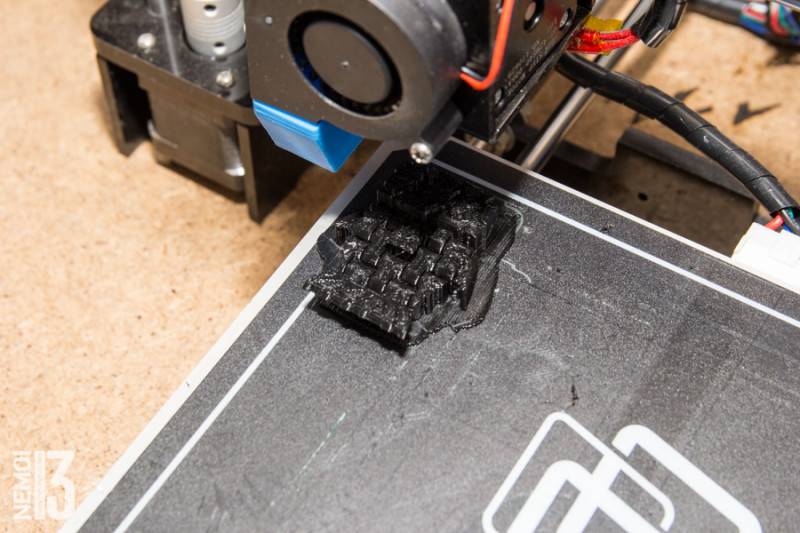
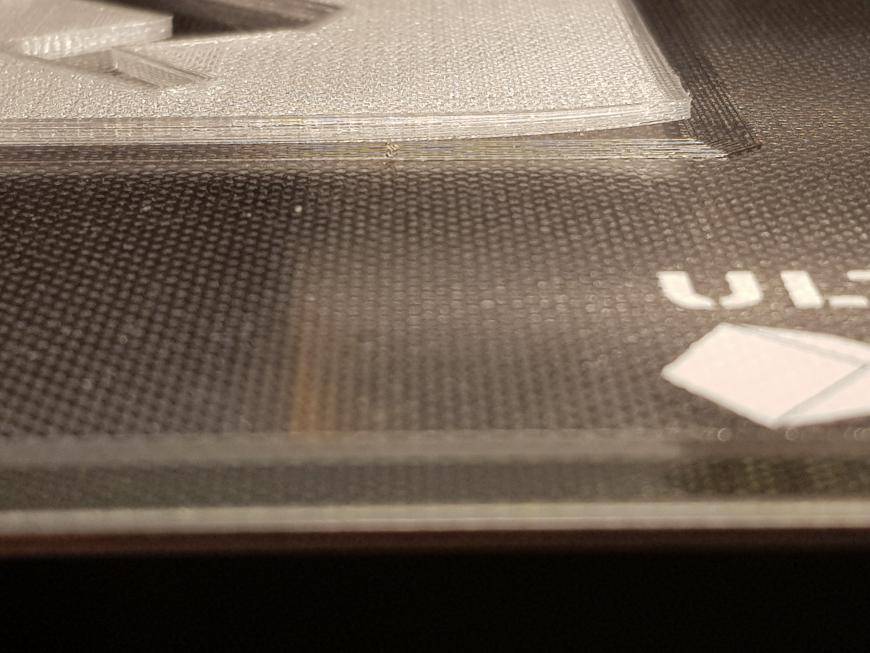
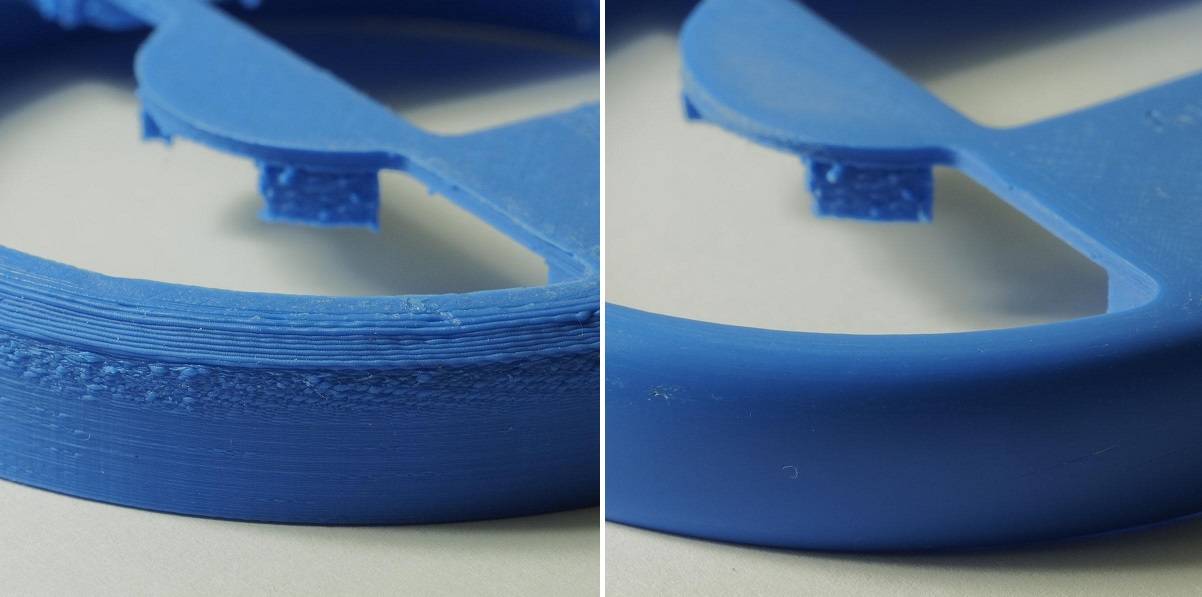
Пример разницы качества объектов печати из PLA пластика при трех разных установках температуры
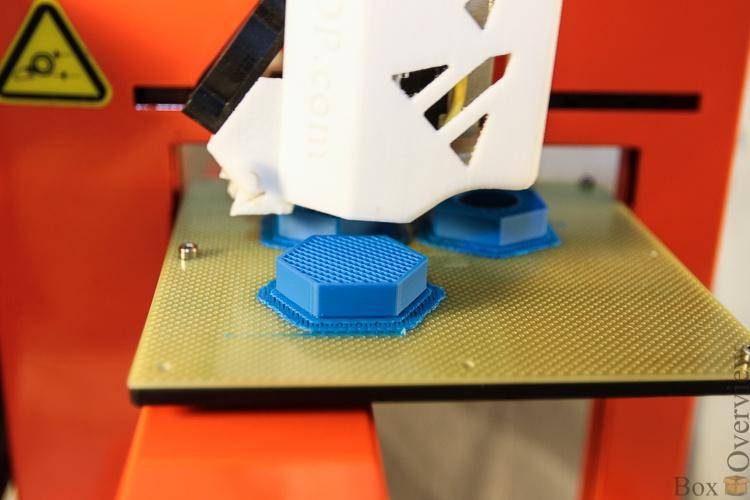
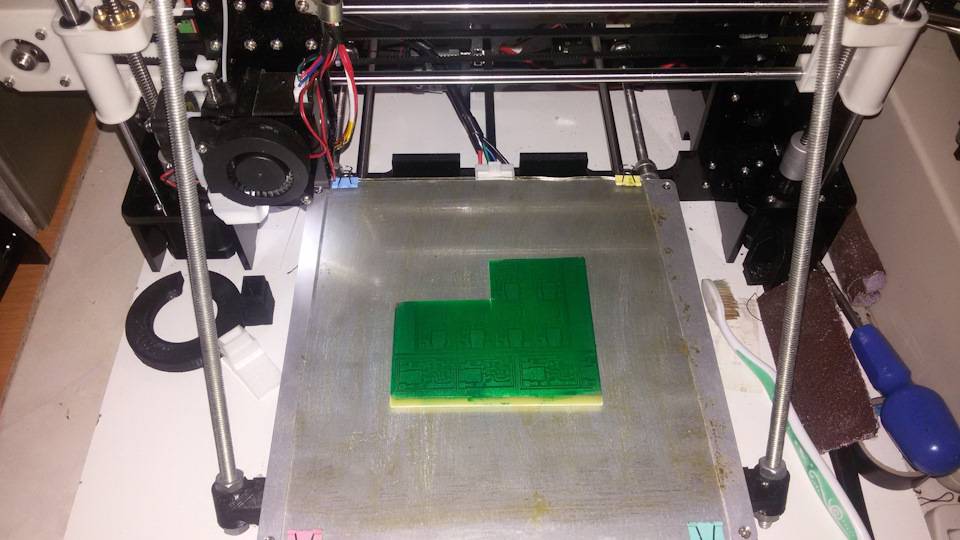
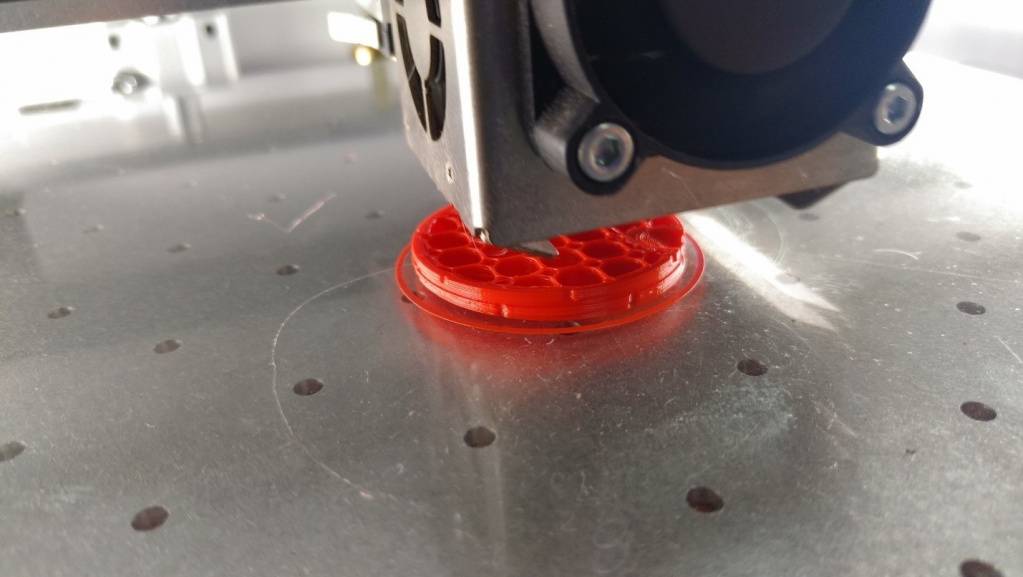
PLA можно без проблем использовать для печати небольших объектов на неподогреваемом столе. Если вы хотите изготавливать более крупные детали, особенно длинные и тонкие, нагретый стол может помочь уменьшить деформацию. При использовании ненагретого стола улучшить адгезию (сцепление) может помочь печать полей (brim) или плота (raft).
Статуэтка совы, изготовленная из PLA на поверхности BuildTalk для улучшения сцепления со столом
Наконец, говоря об адгезии, PLA хорошо прилипает к малярному скотчу. Если скотч заменяется по мере износа его поверхностного слоя, он хорошо служит для адгезии (сцепления) первого слоя с нагретым или ненагретым столом. Также существует множество специализированных продуктов для покрытия стола, которые также хорошо работают с PLA и не требуют постоянной замены.
Постобработка
Один из самых больших недостатков использования филамента из PLA заключается в том, что это сложный материал для последующей обработки.
Для химической полировки деталей из PLA способов нет, в отличие от его конкурента ABS. Поэтому, если вы хотите удалить на деталях линии печати или сгладить их поверхности, вам придется прибегнуть к шлифованию.


Основной проблемой в этом случае является то, что PLA размягчается при довольно низкой температуре, около 60°C. По мере размягчения детали будут приклеиваться к наждачной бумаге или приобретать уродливый белый цвет.
Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Из-за необходимости сохранять детали холодными и твердыми усложняется использование электроинструмента для шлифования. Вместо этого многие для окончательной обработки детали используют мокрое ручное шлифование.
Примечание. Мокрое шлифование включает в себя шлифование детали под струей воды или в какой-либо емкости с водой.
Мокрое шлифование объекта из PLA пластика
Мокрое шлифование обеспечивает охлаждение детали, одновременно вымывая мусор, образовавшийся в результате шлифования.
Однако, уменьшенное трение мокрого шлифования по сравнению с сухим шлифованием означает, что для получения полностью отполированной детали может понадобиться больше времени.
Особенности 3D-печати с использованием PLA и ABS
Для того чтобы осуществлять печать, необходим специальный полимерный материал. Для работы на различных моделях принтеров применяют разные материалы. Чтобы понять, какой материал необходимо использовать для вашего оборудования, уточните информацию у специалистов или консультанта в магазине.
Наиболее распространёнными полимерами для распечатки являются PLA и ABS, к особенностям которых, можно отнести следующие характеристики:
- изготовлены из природных материалов — ABS из нефти, а PLA из сельскохозяйственных культур и продуктов их переработки;
- хорошо поддаются обработке и могут принимать самые различные формы и размеры, задаваемые программой;
- способны окрашиваться и менять степень прозрачности изделия;
- прочность, при сохранении пластичности деталей;
- растворимость — позволяет склеивать детали и сглаживать края заготовок.
Также отличительной чертой является хорошая плавкость материала. Однако низкая температура плавления является минусом и может испортить качество распечатываемой детали.
Основные проекты, которые используют PLA
PLA считается одним из лучших материалов для филамента для использования новичками 3D печати, поскольку это самый простой для печати тип пластика. Также он предъявляет минимальные требования, поэтому его можно использовать с недорогими 3D принтерами.
При использовании PLA получаются хорошо выглядящие предметы потому, что он печатается с приятной глянцевой поверхностью даже без последующей обработки. Как правило, с помощью PLA проще получить высококачественные образцы печати.


Пример хорошо выглядящего образца печати из PLA пластика
Благодаря простоте использования, PLA является естественным выбором для разработки прототипов. Это позволяет разработчикам удобно перебирать различные версии своего продукта.
Прототипы деталей, изготовленные из PLA пластика
PLA особенно полезен в работающих прототипах, если детали не подвергаются большому давлению или ударам. Например, корпуса для электроники, несущие конструкции с низким напряжением или низкоскоростные передачи – всё это хорошо работает, если напечатано с помощью PLA пластика.
Рабочий прототип детали, напечатанный из PLA пластика
Раствор ABS-пластика
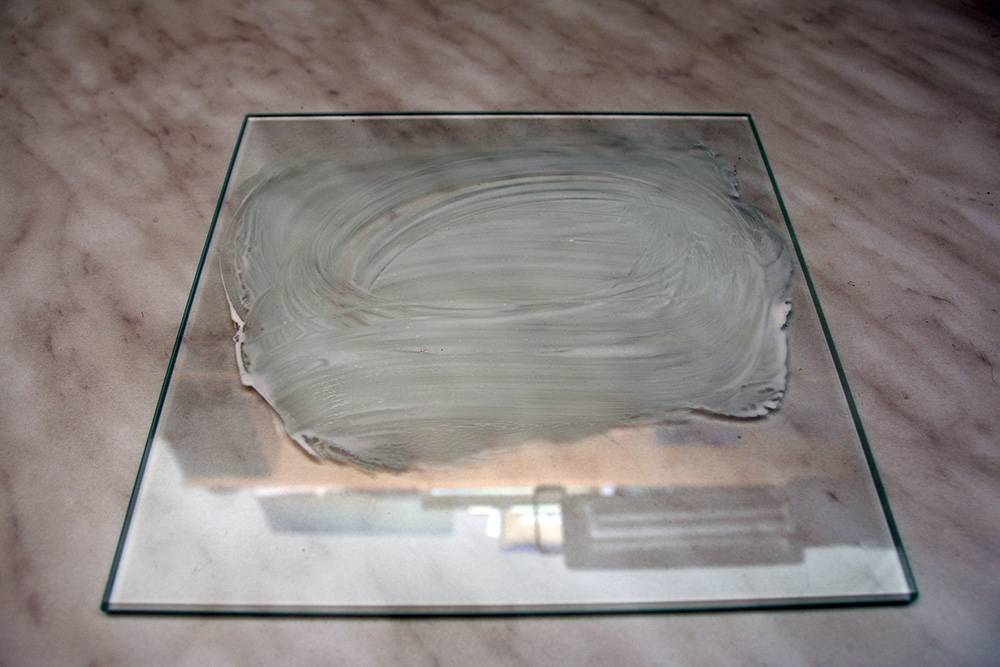
Этот материал для повышения адгезии представляет собой раствор ABS-пластика в ацетоне или этилацетате. Для приготовления такого раствора используется 15-20см пластиковой нити типа ABS и 60-90мл этилацетата. Вязкость раствора должна быть промежуточной между молоком и водой и нельзя, чтобы смесь напоминала собой смолу или пасту. Этот вариант является самым надежным, позволяющим предотвратить деформацию и загибание углов изделия. Но важным будет соблюдение правильности консистенции раствора.
Способ применения: Готовый раствор тонким и равномерным слоем наносится на обезжиренную рабочую платформу.
Применимость: Наиболее эффективным данный адгезионный состав будет в отношении ABS-пластиков, применим он также и к ABSeco.
Стоимость
PLA считается доступным по стоимости материалом для 3D печати. Его цена варьируется от 15 до 30 долларов за килограмм, что делает его немного дешевле, чем второе по распространенности сырье для 3D печати, акрилонитрил-бутадиен-стирол (ABS), и вдвое дешевле нейлона. Поставщики с более высокой ценой обычно имеют лучшие погрешности по размерам и выбор менее распространенных цветов.
Измерение диаметра филамента из PLA пластика
| Бренд | |||
| Amazon Basics | Hatchbox | Prusament | |
| Цена | $18,99 | $19,99 | $24,99 |
| Допустимая погрешность диаметра | ±0,05 мм | ±0,03 мм | ±0,02 мм |
Допустимая погрешность диаметра ±0,05 мм может показаться хорошей, но преимущества более дорогих, но более точных филаментов становятся более очевидными, когда таблица сравнения расширяется, чтобы включить в нее изменения площади поперечного сечения у филаментов с разными ценами.
3D принтеры полагаются на постоянство площади поперечного сечения нити, чтобы точно определить, сколько пластика выдавливается.
При номинальной площади поперечного сечения 2,40 мм2 для филамента диаметром ровно 1,75 мм, у дешевого филамента изменения площади поперечного сечения могут доходить до 11%.
Это означает, что в любой момент во время печати, если вы используете самую дешевую нить, ваш принтер может выдавливать на 11% слишком много или слишком мало пластика. Это изменение может оказать заметное влияние на качество печати.



| Бренд | |||
| Amazon Basics | Hatchbox | Prusament | |
| Цена | $18,99 | $19,99 | $24,99 |
| Допустимая погрешность диаметра | ±0,05 мм | ±0,03 мм | ±0,02 мм |
| Процентное изменение диаметра | 2,86% | 1,71% | 1,14% |
| Минимальная площадь сечения | 2,26 мм2 | 2,32 мм2 | 2,35 мм2 |
| Максимальная площадь сечения | 2,54 мм2 | 2,49 мм2 | 2,46 мм2 |
| Процентное изменение площади сечения | 11,7% | 7,1% | 4,6% |
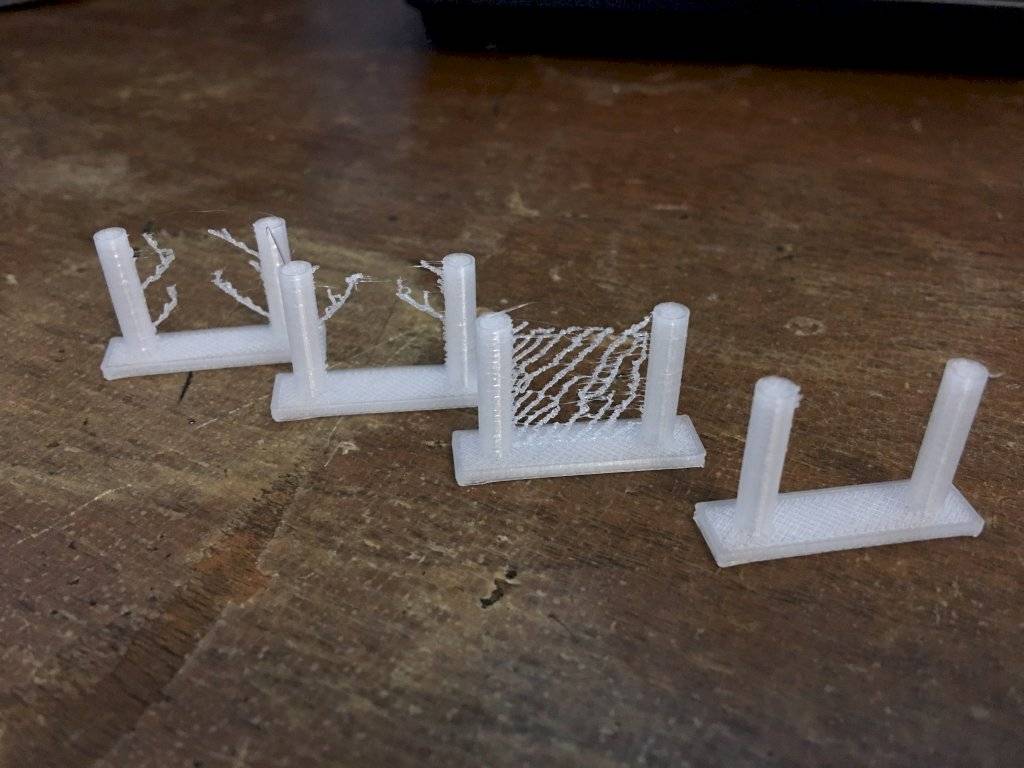
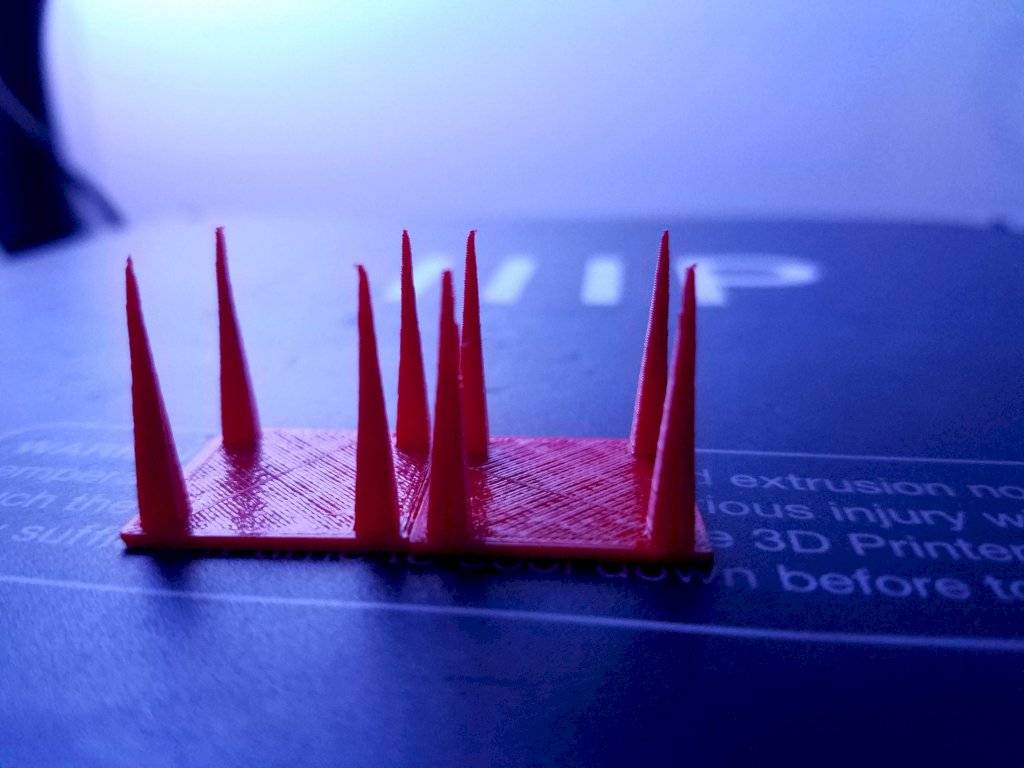
Включение ретракции

Включение ретракции – это наиболее распространенный метод, используемый для борьбы с эффектом паутины во время 3D печати. Включение ретракции означает, что там, где экструдер должен пересечь пустое пространство, материал будет оттягиваться обратно – совсем немного. Это предотвращает просачивание расплавленного пластика назад при движении головки принтера, потому что действие «оттягивания назад» служит противодействием просачиванию. Когда экструдер прибывает в следующее место детали, нить выталкивается обратно, и 3D печать снова возобновляется в штатном режиме.
В большинстве слайсеров, таких как Cura, ретракция обычно включена по умолчанию. Однако всегда полезно проверить, так ли это, особенно когда проблема возникла. Если параметр ретракции включен, а вы все еще сталкиваетесь с образованием усов и паутины, вам может потребоваться перейти к более тонким настройкам ретракции.
Расстояние ретракции
Расстояние ретракции, вероятно, является наиболее важным параметром, поскольку оно определяет, как далеко перемещается материал. Как правило, если ваше сопло может втянуть материал подальше, то у вас меньше шансов столкнуться с проблемой усов и паутины во время 3D печати. Но опять же, если вы втянете материал слишком далеко, он может оказаться недоступным в хотэнде, когда вам нужно будет возобновить 3D печать.
Расстояние ретракции может варьироваться в зависимости от типа используемого экструдера. Однако экструдер типа боуден обычно требует большего расстояния ретракции из-за большего расстояния между соплом и приводной шестерней
Чтобы определить правильное расстояние ретракции, вам, возможно, придется выполнить пробную 3D печать. Рекомендуем попробовать эту тестовую 3D модель для проверки ретракции. Она печатается быстро и не требует слишком большого количества материала.
Скорость ретракции
Скорость ретракции определяет, насколько быстро втягивается материал. Более высокая скорость втягивания предполагает, что сократится шанс возникновения усов и нитей так как материал вытягивается назад быстрее, чем он начнет сочиться из сопла. Однако, когда скорость втягивания слишком высокая, это может привести к разрыву материала внутри сопла. Хуже того, быстрое движение приводной шестерни может измельчить расплавленный пластик и заблокировать сопло.
Поэтому надо найти золотую середину (между медленным и быстрым втягиванием материала). Этот промежуток может варьироваться в зависимости от материала для 3D печати. Выполните несколько пробных 3D печатей, чтобы определить идеальную скорость ретракции.
Если вы все еще не знаете, что делать, попробуйте Simplify3D. Эта программа поставляется с предварительно настроенными профилями, которые являются отличным стартом в поисках оптимальной скорости ретракции.
Какие настройки ретракции следует использовать?
Чтобы определить оптимальные значения ретракции, вы должны сначала знать экструдер, который вы будете использовать, и материал, которым вы будете печатать.
Такие материалы, как ABS и PLA, хорошо подходят для экструдеров с прямым приводом при скорости 40-60 мм/с и расстоянием ретракции 0,5-1,0 мм. С другой стороны, экструдеры Bowden обычно требуют скорости 30-50 мм/с с расстоянием ретракции около 2,0 мм. Эти цифры не являются константой и могут меняться в зависимости от многих переменных.
В конце концов, если ретракция настроена правильно, она эффективна для устранения проблем паутины в пустых пространствах 3D модели.
Адгезия модели к рабочей поверхности стола 3D-принтера — способы ее повышения
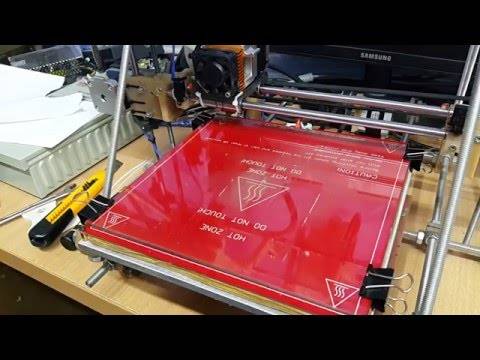
Технология 3D-печати FDM предполагает исполнение ряда условий для получения наилучшего результата печати. Одним из таких необходимых условий является высокий показатель адгезии, то есть надежное закрепление нижнего печатного слоя изделия к рабочей платформе устройства. В том случае, когда первый слой не прилипает надежно к столу, то высока вероятность возникновения таких неприятностей, как деформация изделия. Особенно это актуально ABS-пластика, в отношении выступающих частей изделия и углов.



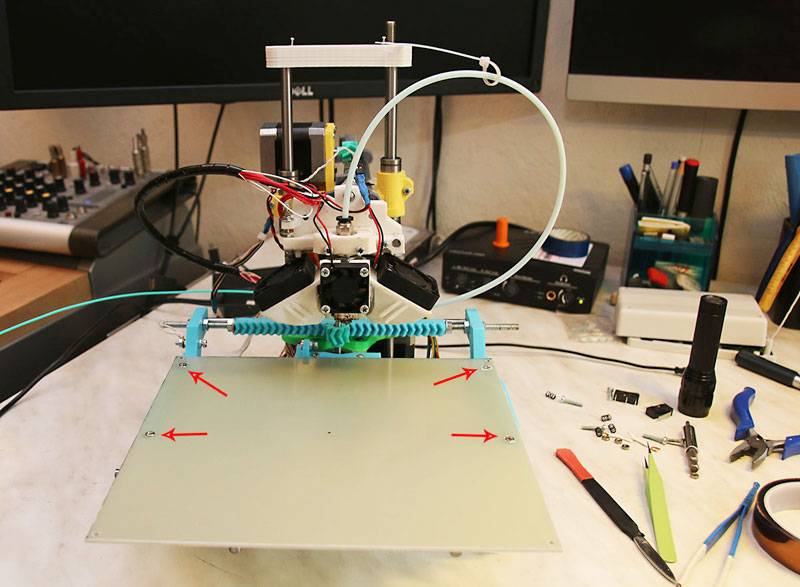
Перед печатью любой 3D-принтер нуждается в калибровке. При этом будет регулироваться высота печатного слоя по оси Z. Все знают, что от сопла до горячего слоя должен быть промежуток размером около 50-75% от толщины выбранного слоя. Реализовать это весьма просто. Необходимо взять обычный лист формата А4 офисной бумаги. Показатель плотности листа должен составлять 80 мг/м3. Сопло должно подходить к столу плотно, но лист должен при этом проходить с небольшим усилием. В таком случае калибровка считается правильной. Для новичков в области 3D-печати также есть видео, иллюстрирующие правильную настройку рабочего стола.
3D-принтеры могут поставляться в зависимости от модели с рабочей платформой из алюминия или стекла. Некоторые 3Д-печатники предпочитают печатать прямо на платформе, не используя при этом никаких допсредств. Но в любом случае есть некоторые правила, которых нужно придерживаться.
Правило №1: гладкая поверхность предварительно перед печатью обязательно должна быть очищена от пыли и обезжирена. Для этого используется изопропиловый спирт. Если этим правилом пренебрегать, то обязательно столкнешься с деформацией первого печатного слоя, а, соответственно, все изделие будет менее качественным.
Правило №2: для улучшения адгезионных характеристик необходимо использовать специальные средства: каптоновая лента, термостойкая лента, термоковрик, раствор ABS-пластика, гаролит, боросиликатное стекло, клей для 3D-печати, PEI-пленка. Выбор достаточно широкий и можно подобрать оптимальный вариант.
Рассмотрим наиболее популярные варианты этих средств подробнее…
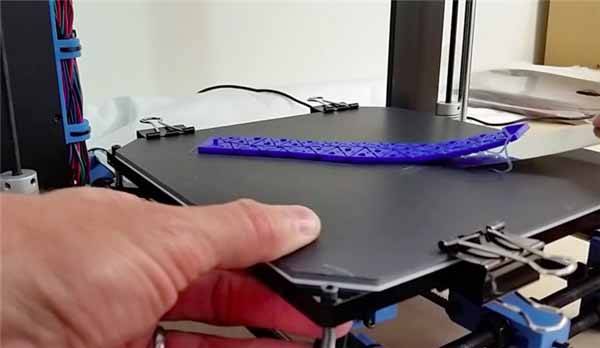
Что делать, если PLA отклеивается от стола принтера
Если вы столкнулись с подобной проблемой: при работе деталь не прилипает к поверхности стола, нужно попробовать сделать следующее:
- Отрегулируйте температуру, подаваемую из сопла. При сильном нагреве могут плавиться нижние слои, что вредит всей конструкции.
- Установите минимально допустимое расстояние от стола до печатающего станка. Высота не должна быть меньше диаметра сопла.
- Произведите калибровку и регулирование печатающей головки для первого слоя. Если деталь не крепится к столу, измените силу нажима и количество подаваемого материала на нижние слои.
- Подберите и произведите замену стола. Лучше выбрать материал с хорошей адгезией (прилипанием): картон, пиво, оргстекло.
- Попробуйте пропечатать первые уровни сплошными для создания специальной подложки, на которой будет крепиться будущая деталь. В конце работы можно аккуратно удалить нижние слои и края.
- Следите за тем, чтобы заготовка не выходила за пределы рабочего поля. Уменьшите размеры фигуры или расширьте поле.
При отсутствии эффекта, можете поменять настройки системы при печати. Но, скорее всего, придётся обратиться к мастеру по ремонту оборудования. Опишите проблему, воспользуйтесь гарантией для бесплатной диагностики и устранения неполадок.
Настройка скорости 3D печати
Скорость 3D печати также может повлиять на появления проблемы нитей в пустотах 3D модели. Если, например, ваше сопло слишком долго перемещается между двумя точками, вероятно, произойдет формирование нежелательной нити, потому что расплавленный пластик имеет больше времени, чтобы вытекать из сопла. Но если экструдер будет передвигаться быстреето материал не успеет просочиться.
Увеличение скорости перемещения сопла, когда оно не пытается печатать, может уменьшить шансы формирования паутины, но если температура низкая, а скорость 3D печати слишком высокая, вы можете столкнуться с недостаточной экструзией, потому что у пластика не будет достаточно времени, чтобы выдавливаться из сопла.
Как правило, скорость 190-200 мм/с будет приемлемой для большинства материалов, но есть мнение, что 150 мм/с – идеальная скорость перемещения для большинства 3D принтеров.
Вам нужно будет проверить, на какую скорость настроен ваш 3D принтер, прежде чем вы сможете принять решение о внесении каких-либо изменений. Скорость движения по оси X/Y, например, представляет собой скорость движения из стороны в сторону, и эта скорость напрямую связана со временем, в течение которого сопло будет перемещаться по пустому пространству.
В такой программе, как Simplify 3D, есть функция, которая гарантирует, что путь достаточно короткий, чтобы уменьшить просачивание пластика, даже если это означает полное исключение открытых пространств. Фактически, большинство слайсеров имеют настройку для ускорения перемещения сопла когда непосредственно процесс 3D печати не происходит.





Установка правильной температуры 3D печати
При повышении температуры материал становится более жидким и с большей вероятностью будет вытекать из сопла, даже после настроены параметры ретракции. Более низкая температура снижает эту вероятность. Однако вы должны быть осторожны, чтобы не установить слишком низкую температуру. Очень низкие температуры могут привести к тому, что материал будет плавиться недостаточно, что может вызвать проблемы с экструзией.
Идеальная температура зависит от материала и других параметров 3D печати. Однако обычно рекомендуется снизить температуру, как только вы заметите паутину. Вы можете попробовать снизить температуру сопла на 5–10° C, но никогда не снижайте температуру ниже минимальных значений, указанных производителем.
Это рекомендуемые температуры для некоторых из наиболее распространенных матриалов для 3D печати:
- PLA: 180-220° C
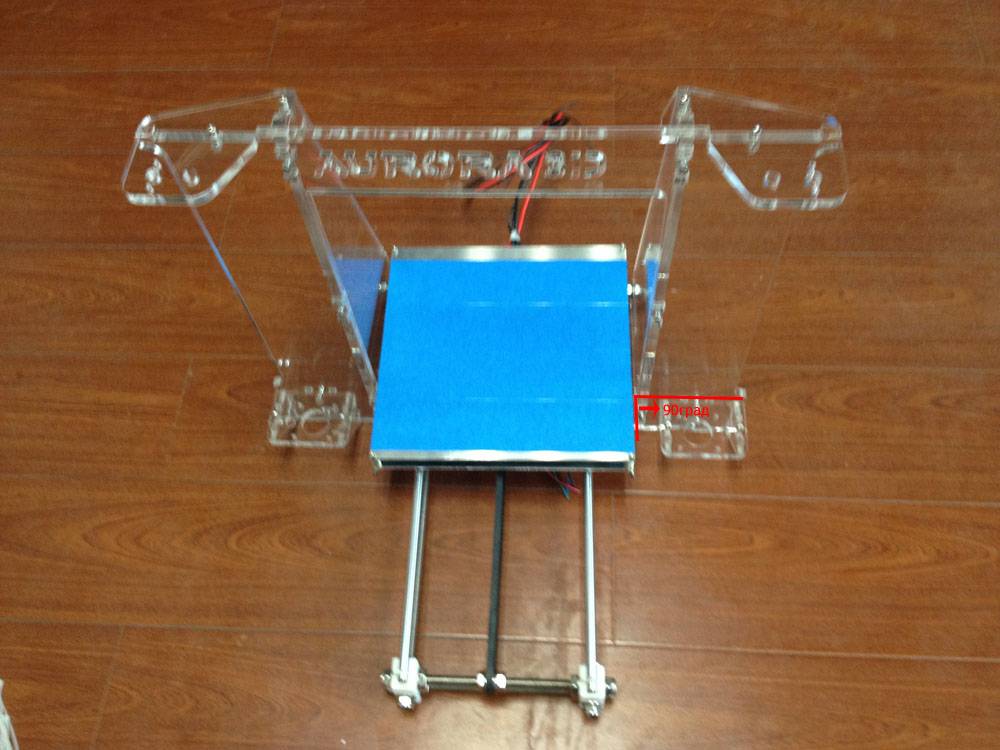
- ABS: 200-250° C (стол для печати 90-100 ° C)
- PET: 215-235° C
- TPE: 210-240 ° C (стол для печати 20-70 ° C)
- PVA: 160-190 ° C (стол для печати 60 ° C)
- TPU: 230-250 ° C (стол для печати 60 ° C)
Отличный вариант для проверки температуры 3D печати – на Thingiverse.