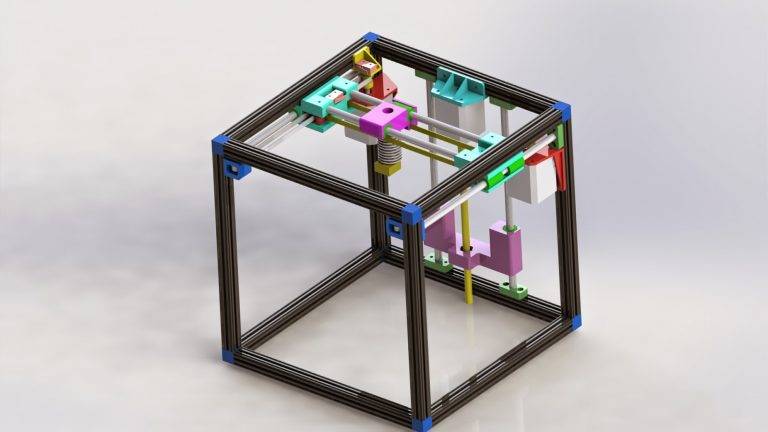
Как это работает
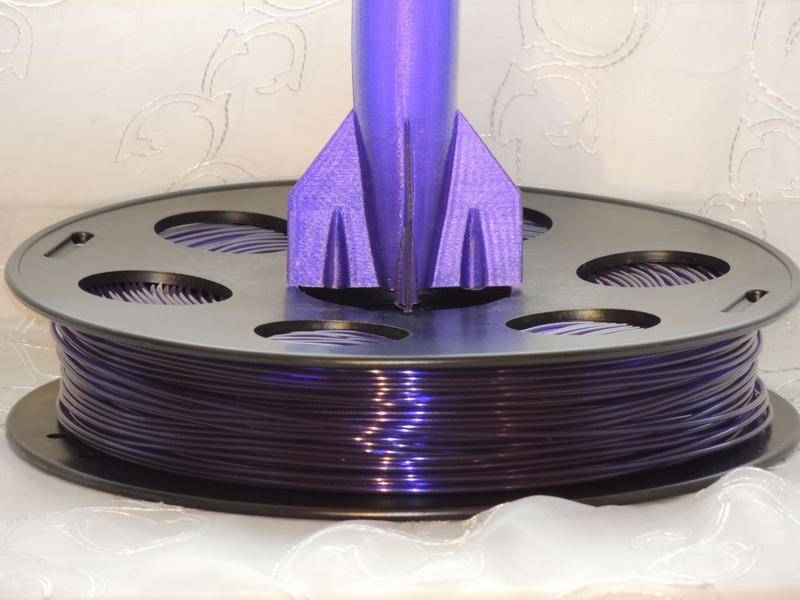
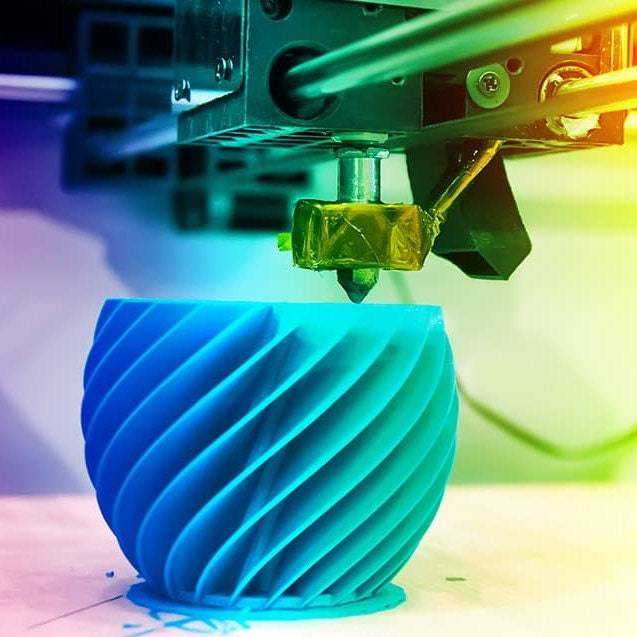
Обычно для печати 3D-принтер использует специальный пластик. Он бывает в виде порошка, жидкой смолы или пластиковой проволоки в катушках. Именно из этого материала и будет состоять напечатанная деталь.
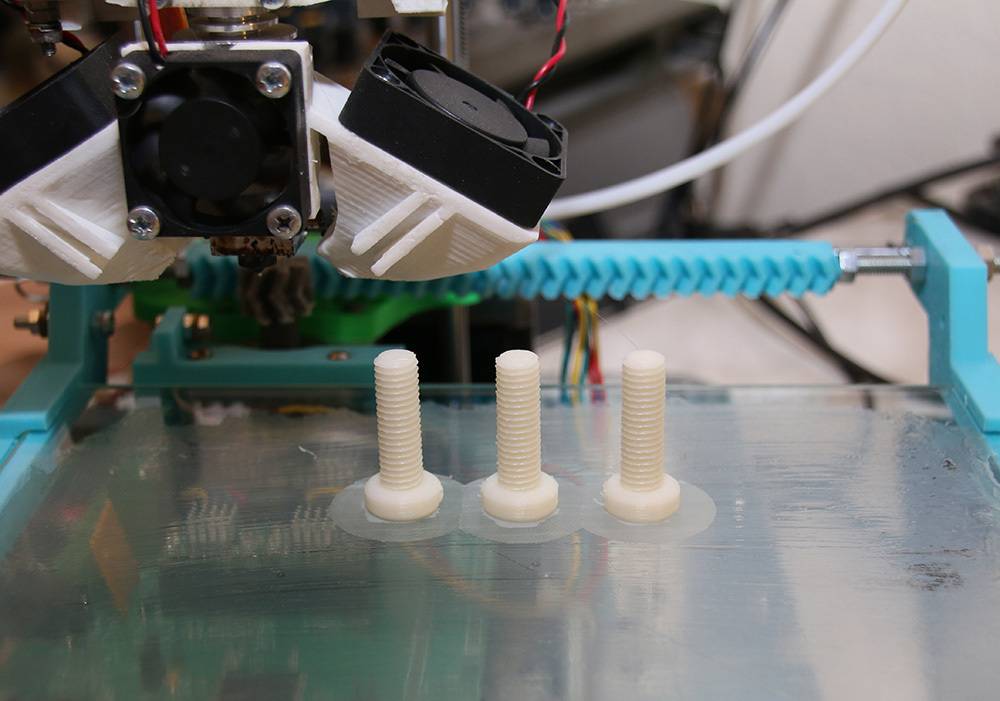
Дальше, если говорить грубо, процесс выглядит так:
- этот пластик либо наносят с помощью подвижного сопла;
- либо «запекают» с помощью лазера;
- либо из массива готового материала вырезается лишнее с помощью подвижного резака (но это уже больше похоже на токарное дело и к 3D-печати часто не относят).
Материал принимает нужную вам форму слой за слоем. Когда все слои пройдены, получается деталь.
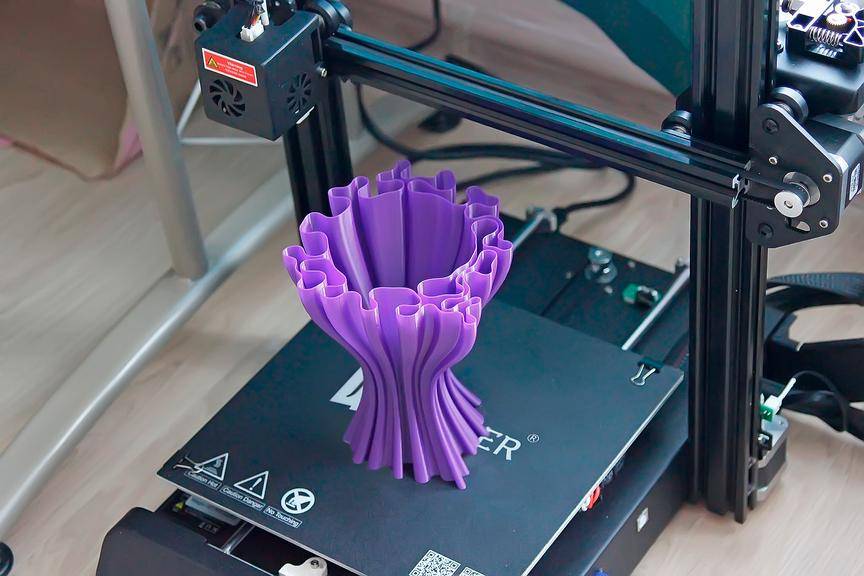
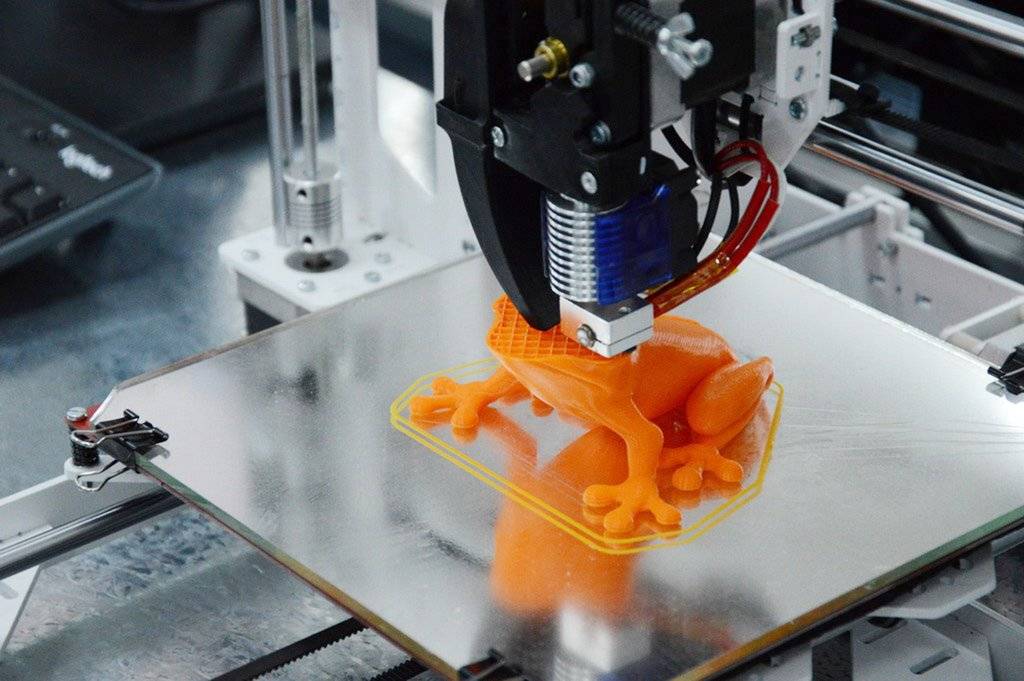
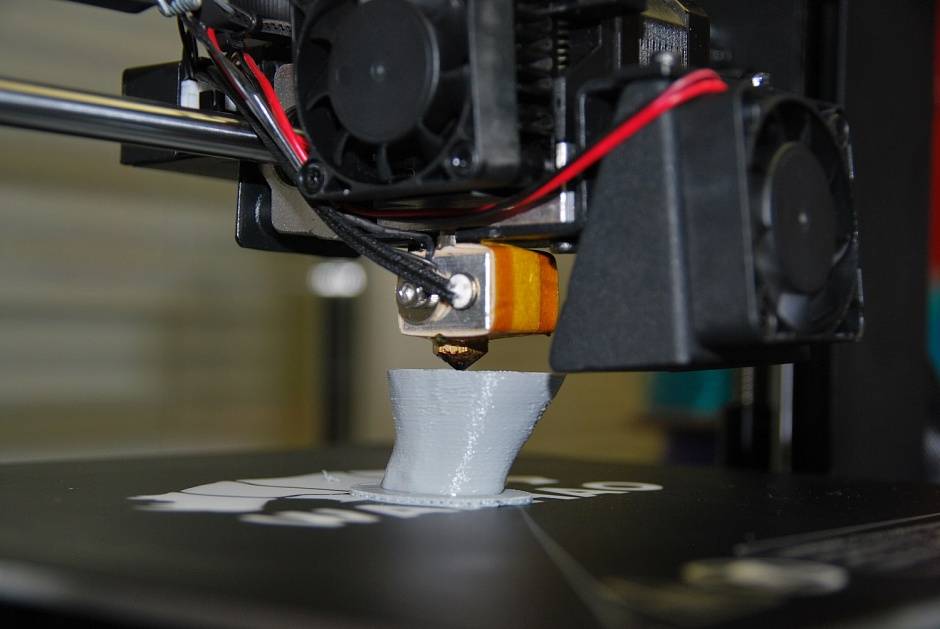
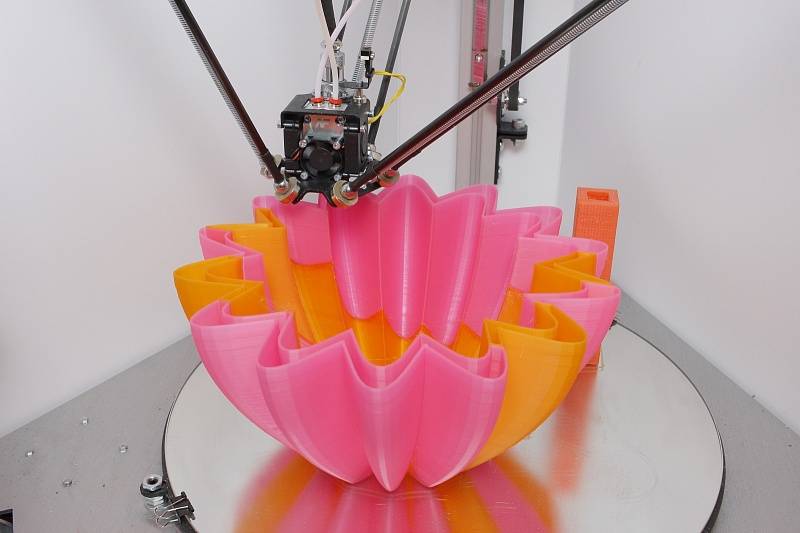
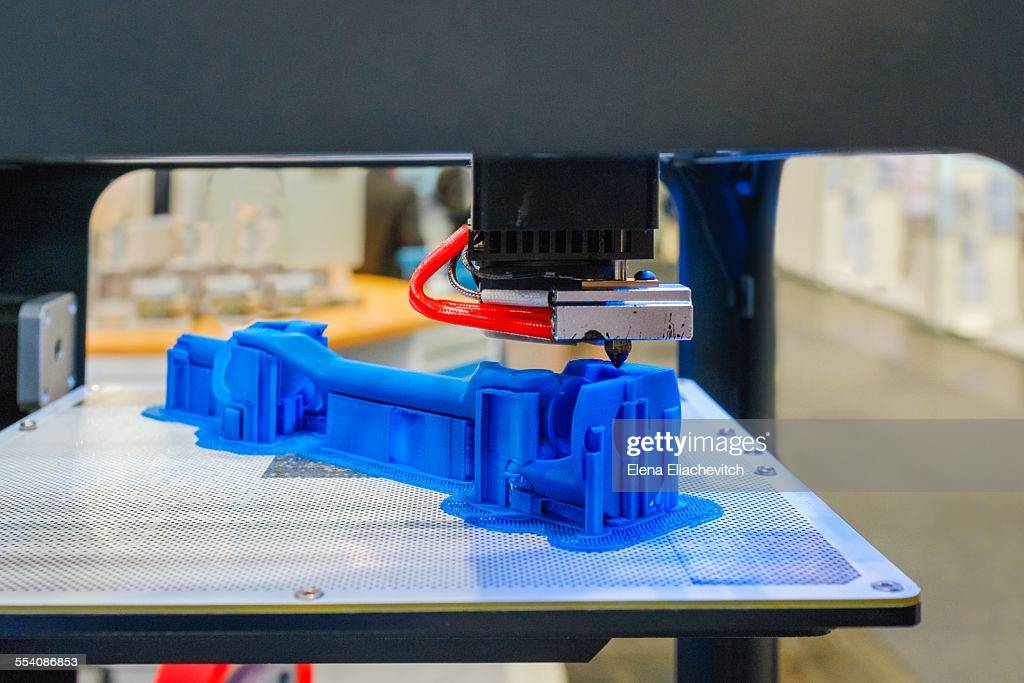
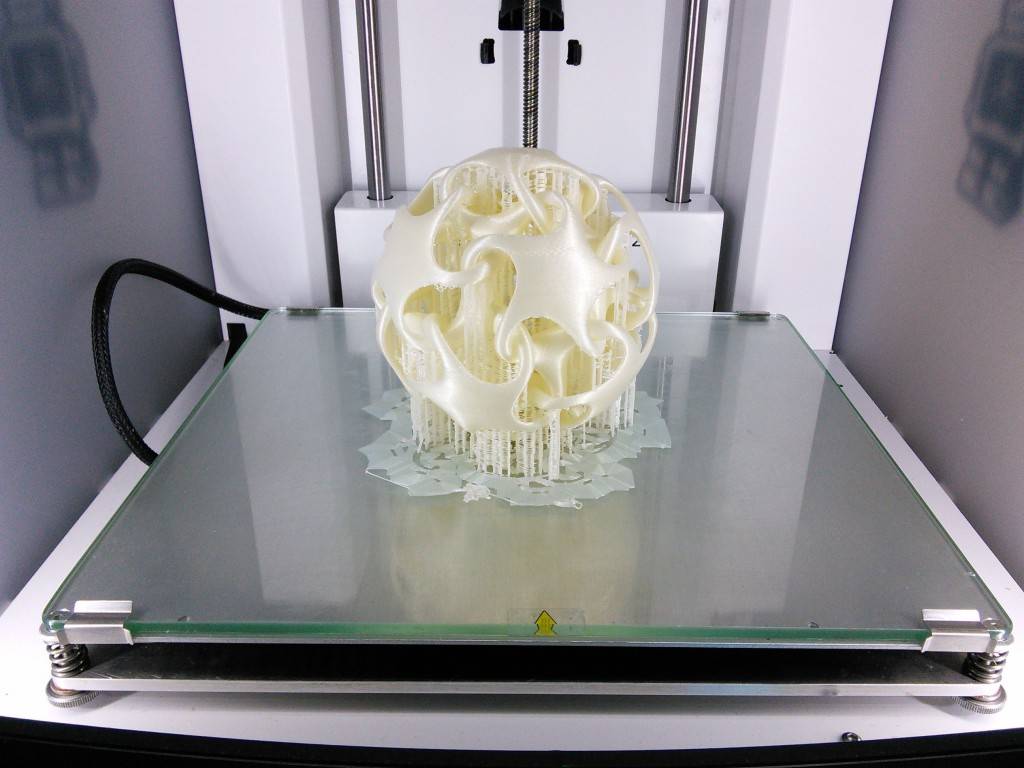
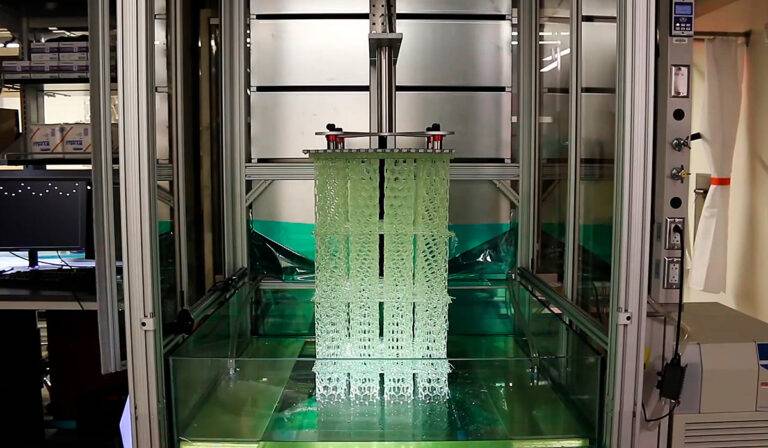
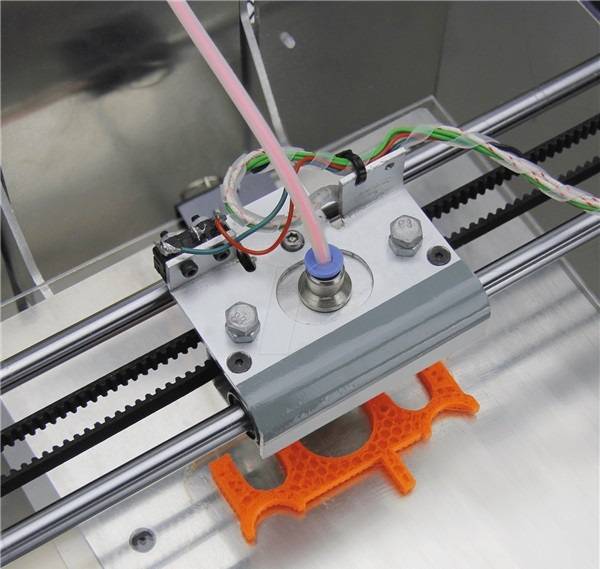
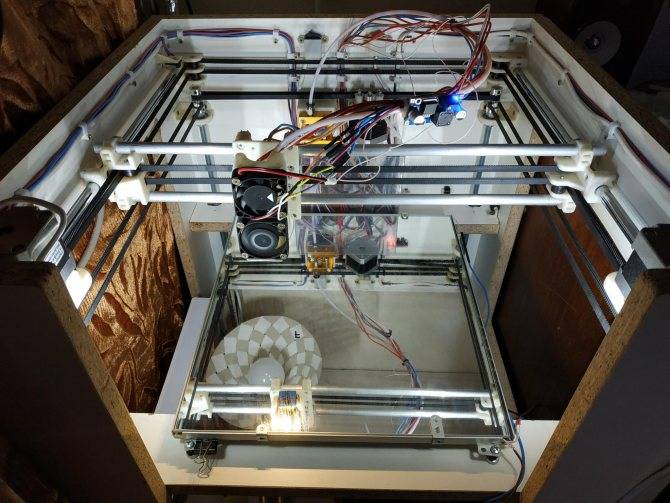
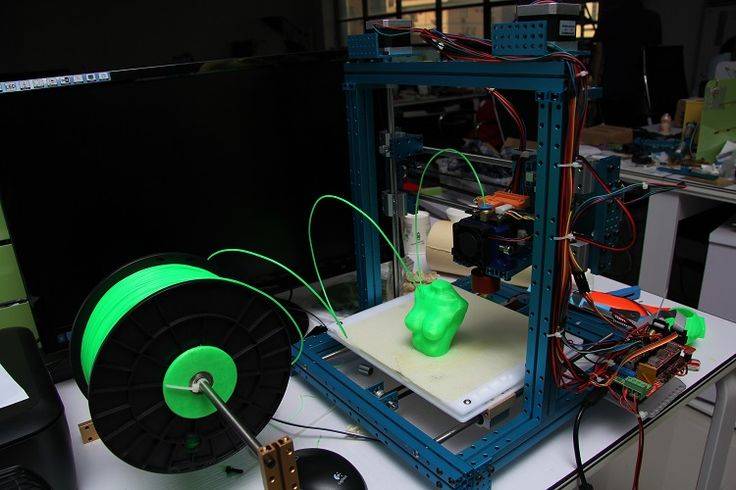
Ускоренная съемка 3D-печати с помощью подвижного сопла:
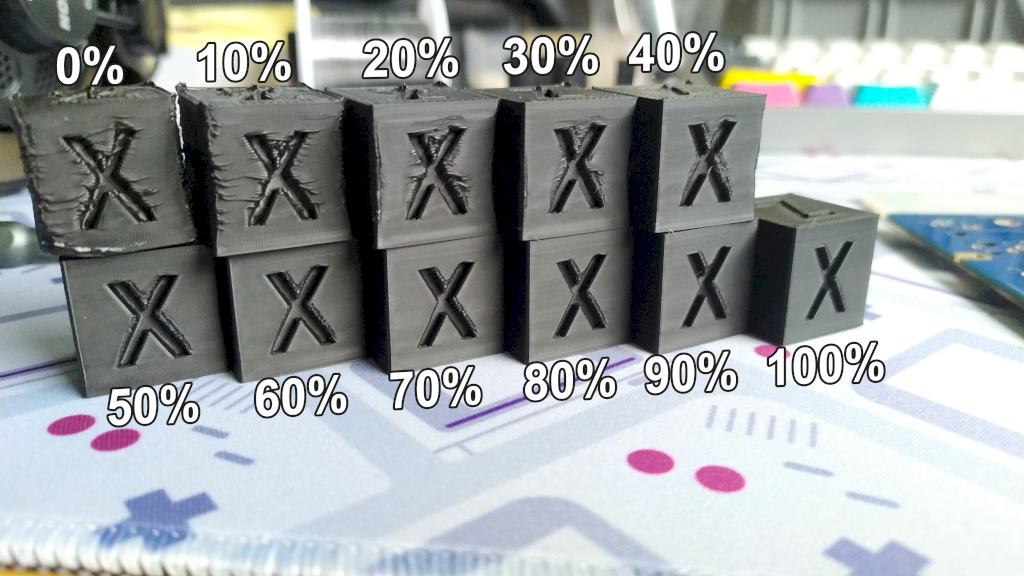
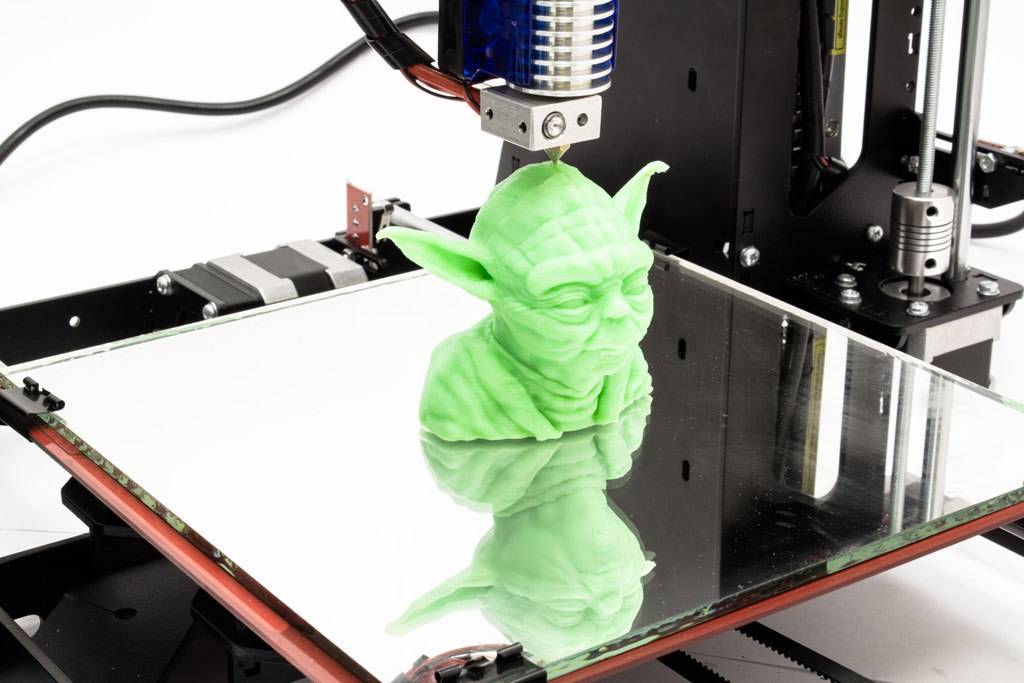
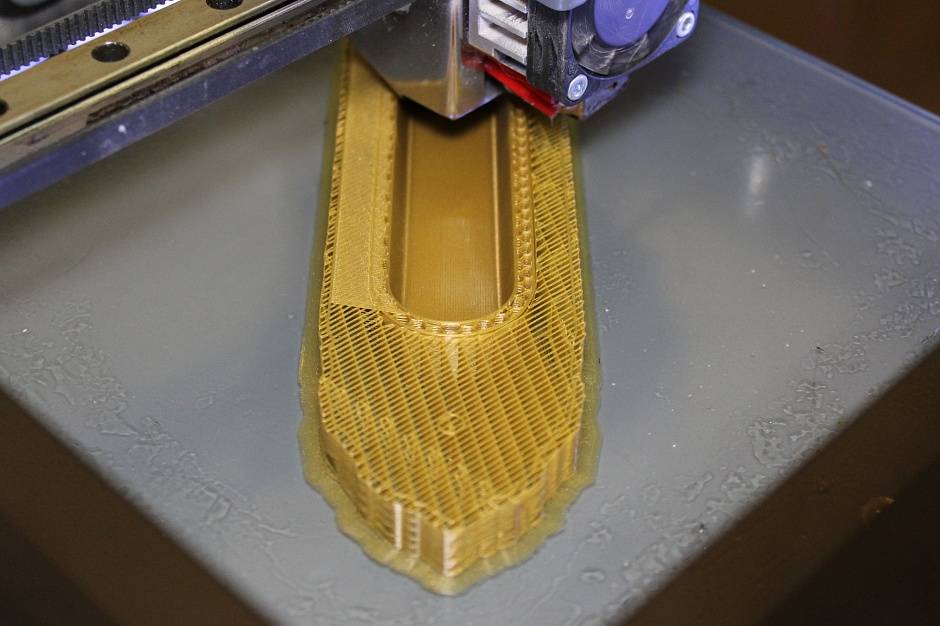
Из-за того что принтеру нужно постоянно нагревать пластик, 3D-принтеры печатают не очень быстро: на деталь размером с телефон может уйти 15–20 минут. Ещё скорость зависит от толщины слоя: чем толще слой, тем быстрее печать. Но при большой толщине слоя деталь может получиться неаккуратной: будут видны слои:
Чем тоньше слой, тем более ровной получается поверхность при печати.
Настройки принтера
Как упоминалось ранее, PLA по сравнению с другими типами филамента печатается при относительно низкой температуре. Конечно, когда речь заходит о 3D печати, скорее всего, потребуются некоторые эксперименты, чтобы определить оптимальный уровень температуры, который лучше всего подходит для вашего принтера.
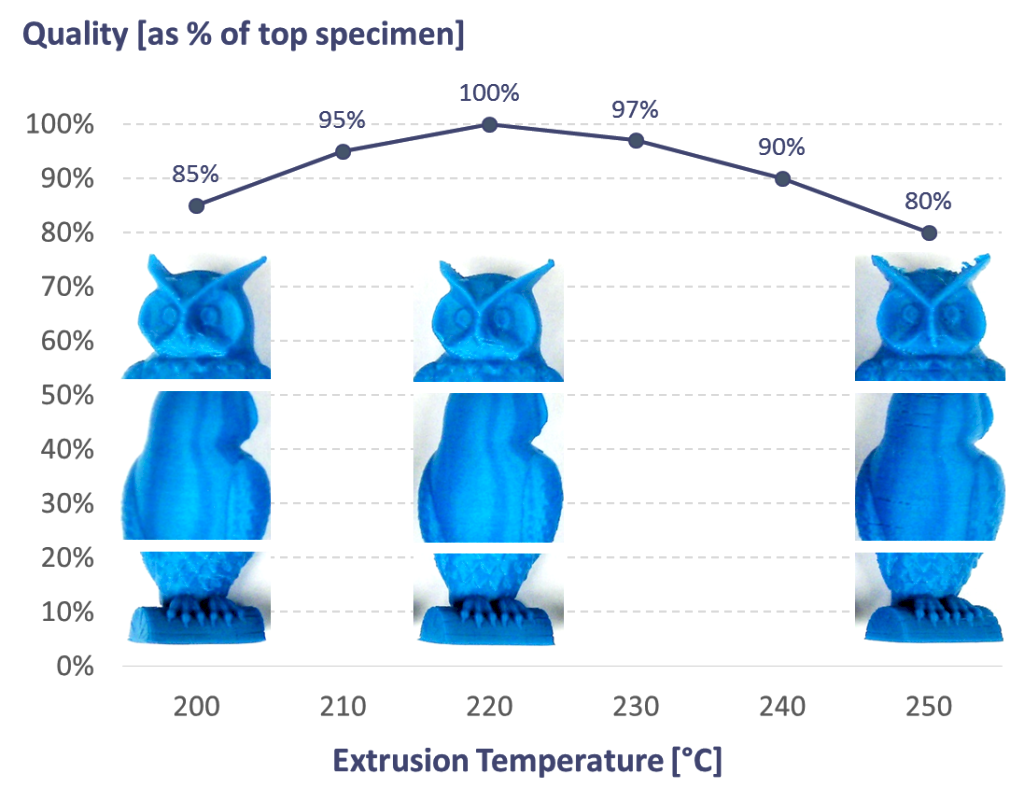
В этом смысле 3D принтеры немного похожи на печи, каждая из которых работает по-своему. Например, печать при высокой температуре может привести к появлению пятен, провисаний и потере мелких деталей на объекте печати.
 Идеальные температура сопла, температура стола и адгезия стола для PLA материалов
Идеальные температура сопла, температура стола и адгезия стола для PLA материалов
Установка слишком высокой температуры может привести к более высокому нагреву экструдера, увеличивая вероятность засорения.
Во время печати при низкой температуре возможно расслоение слоев объекта печати. Они могут плохо слипаться, и общее качество поверхности объекта может ухудшиться в процессе печати.
 Пример разницы качества объектов печати из PLA пластика при трех разных установках температуры
Пример разницы качества объектов печати из PLA пластика при трех разных установках температуры
PLA можно без проблем использовать для печати небольших объектов на неподогреваемом столе. Если вы хотите изготавливать более крупные детали, особенно длинные и тонкие, нагретый стол может помочь уменьшить деформацию. При использовании ненагретого стола улучшить адгезию (сцепление) может помочь печать полей (brim) или плота (raft).
 Статуэтка совы, изготовленная из PLA на поверхности BuildTalk для улучшения сцепления со столом
Статуэтка совы, изготовленная из PLA на поверхности BuildTalk для улучшения сцепления со столом
Наконец, говоря об адгезии, PLA хорошо прилипает к малярному скотчу. Если скотч заменяется по мере износа его поверхностного слоя, он хорошо служит для адгезии (сцепления) первого слоя с нагретым или ненагретым столом. Также существует множество специализированных продуктов для покрытия стола, которые также хорошо работают с PLA и не требуют постоянной замены.



Уменьшаем скорость вентилятора охлаждения
PETG отлично печатает и сохраняет хороший уровень детализации без охлаждающего вентилятора. Отсутствие охлаждения также приведет к лучшей адгезии между слоями. Печать PETG пластиком с выключенным охлаждающим вентилятором – это вполне нормальный вариант.
Некоторые пользователи считают, что вентилятор не стоит использовать только для первых двух слоев, а затем печатают с вентилятором на 100%. Это может оказаться хорошим кейсом, если ваша 3D модель имеет много мостов и выступающих элементов или если вы хотите, чтобы ваше изделие получилось максимально детализированным. В любом случае, следите за любыми признаками трещин или слоев, которые отклеиваются во время 3D печати, так ка PETG печатает при высокой температуре и не любит резких перепадов температуры.
Постобработка
Один из самых больших недостатков использования филамента из PLA заключается в том, что это сложный материал для последующей обработки.
Для химической полировки деталей из PLA способов нет, в отличие от его конкурента ABS. Поэтому, если вы хотите удалить на деталях линии печати или сгладить их поверхности, вам придется прибегнуть к шлифованию.
Основной проблемой в этом случае является то, что PLA размягчается при довольно низкой температуре, около 60°C. По мере размягчения детали будут приклеиваться к наждачной бумаге или приобретать уродливый белый цвет.
 Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Из-за необходимости сохранять детали холодными и твердыми усложняется использование электроинструмента для шлифования. Вместо этого многие для окончательной обработки детали используют мокрое ручное шлифование.
Примечание. Мокрое шлифование включает в себя шлифование детали под струей воды или в какой-либо емкости с водой.
 Мокрое шлифование объекта из PLA пластика
Мокрое шлифование объекта из PLA пластика
Мокрое шлифование обеспечивает охлаждение детали, одновременно вымывая мусор, образовавшийся в результате шлифования.
Однако, уменьшенное трение мокрого шлифования по сравнению с сухим шлифованием означает, что для получения полностью отполированной детали может понадобиться больше времени.
Что такое PETG?

ПЭТГ является производным сверхпопулярного полиэтилентерефталата (PET). Буква “G” в аббревиатуре PETG означает “с повышенным содержанием гликоля”. Добавление группы гликоля делает PETG немного более прочным и менее хрупким. Он также обладает лучшими оптическими свойствами и с ним легче работать по сравнению с PET. Он обладает отличной химической стойкостью и является хорошим барьером для влаги.
В мире 3D печати PETG часто рекламируется как материал, вобравший лучшее из двух самых популярных материалов PLA и ABS. Он печатает при высоких температурах, что обеспечивает хорошую термостойкость. Однако он не имеет большого коэффициента усадки и имеет лучшую адгезию между слоями, что означает, что у него нет серьезных проблем с деформацией. Он также не выделяет вредных газов во время печати, что является одним из худших аспектов печати с использованием ABS.
Таким образом, PETG дает вам почти все механические и химические преимущества ABS с такой же простотой обработкой, что и PLA. Это хороший выбор для функциональных деталей, которые должны выдерживать постоянное движение или давление. Используя PETG пластик, можно получить почти полностью прозрачные изделия, что делает его отличным материалом для декоративных элементов.


Стоимость
PLA считается доступным по стоимости материалом для 3D печати. Его цена варьируется от 15 до 30 долларов за килограмм, что делает его немного дешевле, чем второе по распространенности сырье для 3D печати, акрилонитрил-бутадиен-стирол (ABS), и вдвое дешевле нейлона. Поставщики с более высокой ценой обычно имеют лучшие погрешности по размерам и выбор менее распространенных цветов.
 Измерение диаметра филамента из PLA пластика
Измерение диаметра филамента из PLA пластика
| Бренд | |||
| Amazon Basics | Hatchbox | Prusament | |
| Цена | $18,99 | $19,99 | $24,99 |
| Допустимая погрешность диаметра | ±0,05 мм | ±0,03 мм | ±0,02 мм |
Допустимая погрешность диаметра ±0,05 мм может показаться хорошей, но преимущества более дорогих, но более точных филаментов становятся более очевидными, когда таблица сравнения расширяется, чтобы включить в нее изменения площади поперечного сечения у филаментов с разными ценами.
3D принтеры полагаются на постоянство площади поперечного сечения нити, чтобы точно определить, сколько пластика выдавливается.
При номинальной площади поперечного сечения 2,40 мм2 для филамента диаметром ровно 1,75 мм, у дешевого филамента изменения площади поперечного сечения могут доходить до 11%.
Это означает, что в любой момент во время печати, если вы используете самую дешевую нить, ваш принтер может выдавливать на 11% слишком много или слишком мало пластика. Это изменение может оказать заметное влияние на качество печати.
| Бренд | |||
| Amazon Basics | Hatchbox | Prusament | |
| Цена | $18,99 | $19,99 | $24,99 |
| Допустимая погрешность диаметра | ±0,05 мм | ±0,03 мм | ±0,02 мм |
| Процентное изменение диаметра | 2,86% | 1,71% | 1,14% |
| Минимальная площадь сечения | 2,26 мм2 | 2,32 мм2 | 2,35 мм2 |
| Максимальная площадь сечения | 2,54 мм2 | 2,49 мм2 | 2,46 мм2 |
| Процентное изменение площади сечения | 11,7% | 7,1% | 4,6% |
Критика и проблемы
Медленно и без гарантий: печать довольно медленная, недостаточно точная. Огромная проблема в любительских принтерах — брак. Например, деталь может отклеиться от подложки прямо во время печати, и произойдёт ад. Или моторы раскалибруются, и сопло начнёт промазывать мимо нужных мест.
Низкая эффективность: чтобы напечатать деталь 10 × 10 см, нужен принтер размером как минимум 50 × 50 см, который будет стоить несколько сотен долларов.
Не самые прочные материалы: 3D-печать пока что ограничена пластиками и смолами. Есть отдельные технологии печати на базе металлического порошка, но если вам нужна стальная деталь — вам нужен не 3D-принтер, а нормальный токарь и станок. Но на станке можно сделать не всякую деталь.
Не всегда понятно зачем. В промышленности 3D-принтеры используют для прототипирования, но в массовом производстве эти технологии не используются. Для домашнего применения тоже неясно: на 3D-принтерах печатают маленькие пластиковые штучки для любительских проектов… и всё. Очень мало случаев, когда обычный человек мог бы захотеть напечатать у себя дома что-то применимое в хозяйстве.
Ключ к успеху – эксперименты
С PETG может оказаться легче работать, чем с ABS, но если вы только начали им печатать, то стоит разобраться с его особенностями. Различные марки материалов PETG также могут вести себя по-разному и непредсказуемо. Для правильной настройки температуры 3D печати, температуры стола, скорости печати и параметров ретракта вам может может понадобится некоторое время. Но когда вы найдете ту самую “золотую середину”, вы сможете воспользоваться всеми преимуществами PETG, не сталкиваясь с множеством проблем, которые характерны для других пластиков .
При покупке стоит выбирать филамент из полиэтилентерефталата от надежного производителя и работать только с ним, не меняя производителя. Прежде чем вы сможете получить оптимальные настройки, наверняка придется напечатать несколько неудачных моделей. Но не отчаивайтесь, продолжайте оптимизировать настройки и через некоторое время работа с PETG станет проще.
Боремся с остатками пластика между стенками модели
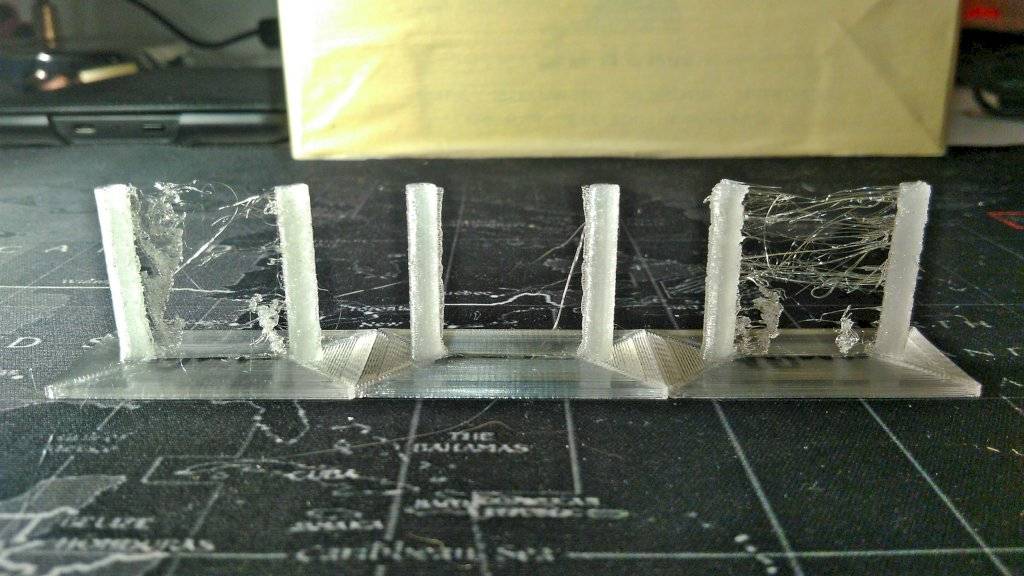
Одна из наиболее частых проблем при использовании высокотемпературных материалов – это упомянутые выше остатки пластика, паутинки между стенками. Это происходит, когда расплавленный материал просачивается из сопла при перемещении печатающей головки. Подобные остатки пластика при использовании ПЭТГ особенно неприятны, так как материал прочный и их трудно снять.
К сожалению, материал, плавящаяся при высоких температурах, также имеет низкую вязкость, что делает его еще более склонным к образованию этой самой паутины. Если эта проблема возникает у вам при 3D печати PETG пластиком, первым делом нужно немного снизить температуру и скорость печати, хотя это определенно снизит общее время, затрачиваемое на печать любой модели.


Другой вариант – включить ретракт на вашем 3D принтере, если такая возможность есть. Ретракт позволяет механизму экструдера “втягивать” небольшую часть материала, чтобы ослабить давление на расплавленную материала, который находится прямо на кончике сопла. Вы можете уточнить некоторые параметры, такие как расстояние втягивания или скорость, до тех пор, пока не исчезнут какие-либо признаки остатков пластика.
Температура 3D печати, скорость и ретракт
Основная причина, по которой PETG сравнивают с ABS, заключается в том, что он печатает при относительно высоких температурах. Обычно используется диапазон от 220° до 265° C, но рекомендации вашего производителя пластика могут незначительно отличаться. Хотя PETG практически исключает любые проблемы с загибанием материала, вы все равно столкнетесь с другими сложностями.
Первое, что вам нужно сделать, это определить, способен ли ваш 3D принтер достигать необходимых температур. Некоторые 3D принтеры обеспечивают температуру 250° C, особенно те, которые используют трубки из PTFE внутри узла экструдера. Если вы попробуете печатать с неподходящим оборудованием, вы в конечном итоге испортите не только свой модель, но и экструдер.
Установка скорости 3D печати – это вопрос правильного баланса, при котором также следует учитывать температуру 3D печати. Печать на высокой скорости, если ваша температура слишком низкая, может привести к “проскакиванию” в экструдере, потому что материал недостаточно мягкий, чтобы выйти из сопла. Однако быстрая печать при очень высоких температурах может привести к образованию остатков материала между пустотами модели.
Стоит начать с относительно умеренной скорости 25 мм/с. Если с этой настройкой проблем нет, то вы увеличиваете скорость до 50 мм/с. Этого должно быть достаточно, чтобы получить хороший модель из PETG пластика, не затрачивая слишком много времени. Можно встретить информацию о печати PETG со скоростью 60 мм/с, но это, наверное, абсолютный максимум, если вы не хотите иметь проблем с отстатками материала между стенками модели.
Настройте стол 3D принтера

Если вы когда-нибудь печатали с использованием ABS пластика, то вы знаете, как сложно заставить первый слой модели из ABS схватиться со столом. С PETG тоже есть некоторые проблемы, но обратные – он слишком хорошо держится. Если вы не примете необходимые меры, вы можете получить готовую модель, которую невозможно снять со стола без повреждений.
Из-за высокой температуры печати PETG вам по-прежнему не обойтись без подогрева рабочего стола. Резкое падение температуры почти наверняка приведет к деформации, если ваш стол для 3D печати слишком холодный. Для PETG пластика рекомендуется установить температуру стола от 70° до 80° C. Если при этих настройках у вас по-прежнему возникают проблемы с адгезией к слою, вы можете постепенно увеличивать температуру вплоть до 100° C.
Чтобы убедиться, что напечатанная 3D модель снимется достаточно легко, рекомендуется использовать адгезионное средство, которое будет сниматься вместе с моделью, например, клей-карандаш или лак для волос. Не печатайте прямо на стекле, чтобы не поцарапать поверхность стола. Не используйте BuildTak, так как каждый раз, когда вы работаете с PETG пластиком, вы практически наверняка повредите поверхность BuildTak (что может оказаться довольно дорогим удовольствием).
Поскольку у PETG нет проблем с адгезией, нет необходимости устанавливать сопло слишком низко для базового слоя. Это метод, используемый для “прижатия” первого слоя к столу и улучшения адгезии основного слоя. Если у вас уже есть обкатанные настройки высоты сопла для ABS или PLA, вы можете спокойно установить значение, которое в два или три раза выше для PETG. Для улучшения эстетики стоит использовать как можно более высокие значения, поэтому можно начать с максимальных значений и постепенно снижать их, если у вас возникнут какие-либо проблемы с адгезией.
Если вы хотите выполнить точную калибровку высоты сопла, хорошей отправной точкой будет установка 0,02–0,05 мм от сопла до стола. Вы можете установить это как начальную высоту сопла, так и высоту для остальной части 3D модели.
Что можно напечатать
На 3D-принтере можно напечатать всё что угодно, если у вас есть подходящий материал для печати, готовая модель и достаточно большой принтер.
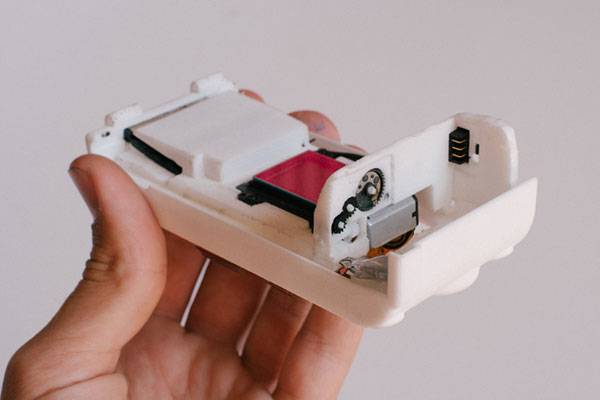
Прототипы. Часто перед началом производства компании нужно понять, насколько удобной получится вещь в использовании. Чтобы не запускать линию ради одного изделия, его печатают на 3D-принтере и смотрят, что нужно изменить или доработать. На таких прототипах можно заметить, например, что кнопки получились слишком маленькими и их будет неудобно нажимать или что кнопки оказались очень далеко от пальцев и до них нужно будет специально тянуться.
Запчасти и детали. Иногда найти запчасть от какого-то инструмента сложно или почти невозможно: производитель их не выпускает или модель давно снята с производства. В этом случае можно найти в интернете трёхмерную модель нужной детали или нарисовать её самому в редакторе, чтобы потом отправить это на печать.
Медицина. Трёхмерная печать активно используется в медицине для создания новых суставов, тканей и лечения пациентов. Отличие от традиционной печати в том, что вместо пластика там печатают специальными «живыми» растворами, которые взаимодействуют друг с другом и ведут себя как настоящие органы и ткани. Благодаря такой технологии сейчас легко напечатать сустав, который хирург может поставить человеку вместо повреждённого.
Хобби и моделирование. На 3D-принтере легко печатать разные миниатюры, коллекционные фигурки и модели.
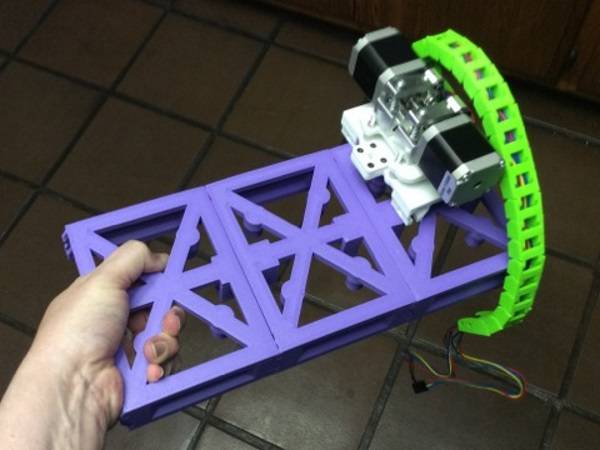
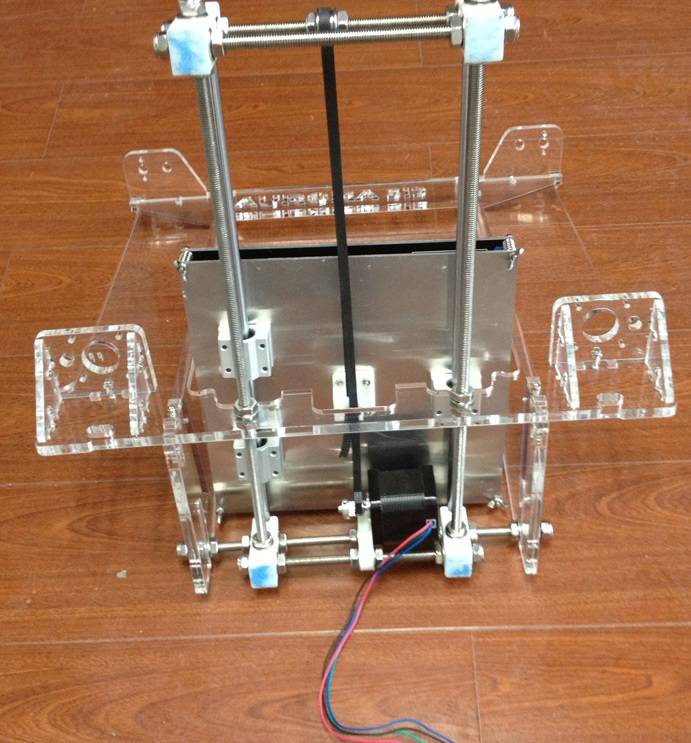
Производство других роботов. 3D-принтеры пока не умеют производить сервоприводы и микропроцессоры, но уже умеют печатать корпуса и каркасы роботов.
Дома и здания. Берём здоровенные рельсы с моторами и контроллерами. Устанавливаем подвижное сопло, на которое можно подавать строительную смесь (бетон или полимеры). Можно печатать стены зданий. В отличие от традиционных технологий строительства из кирпича, панелей и блоков, форма стен и здания в целом может быть любой. Фундамент, перекрытия и крыша пока что не печатаются, но это пока.
Представьте: отправляем на Марс полсотни 3D-принтеров на подвижной основе. За год каждый из них печатает ещё по 100 принтеров. Далее все эти 5 000 принтеров разъезжаются по Марсу и начинают строить первую колонию. Пока они строят, мы заказываем в Икее мебель, оформляем доставку, и как раз к моменту доставки наши роботы всё допечатают. Яблони на Марсе вряд ли зацветут, а вот пятиэтажки — могут.
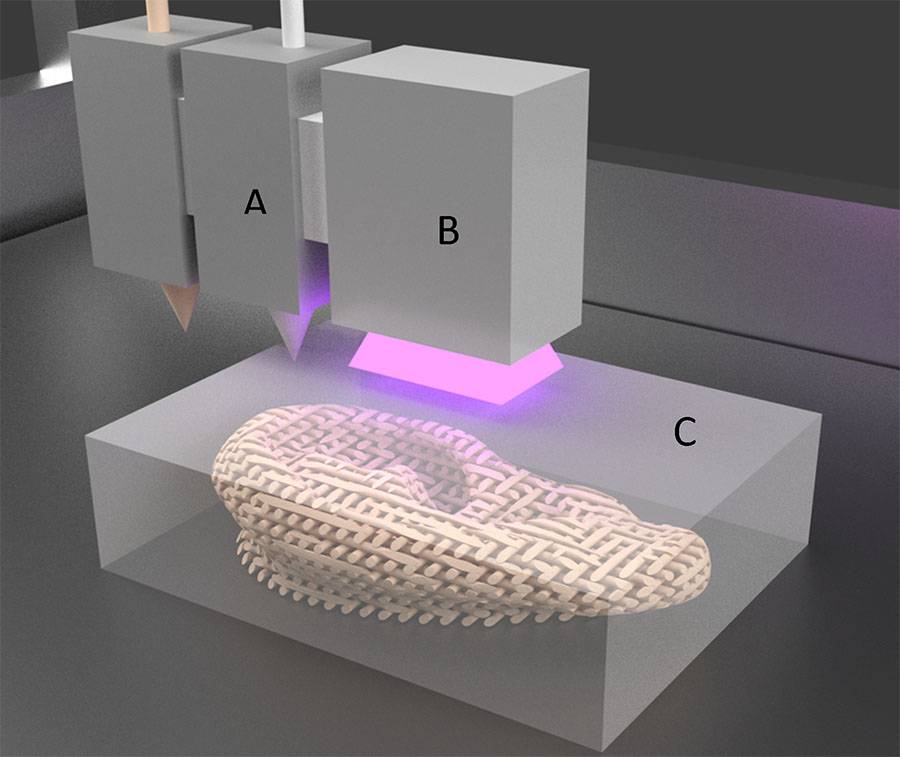
Лазерное спекание порошковых материалов
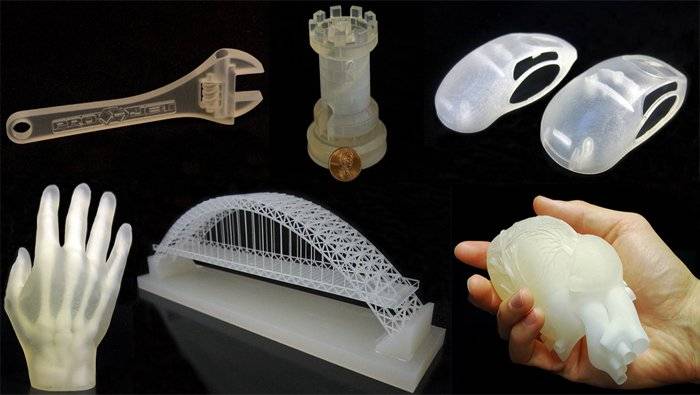
Лазерное спекание порошковых материалов – оно же Selective Laser Sintering или просто SLS является единственной технологией 3D печати, которая может быть использована для изготовления металлических формообразующих для металлического и пластмассового литья. Пластмассовые прототипы обладают хорошими механическими свойствами, благодаря которым они моту быть использованы для изготовления полнофункциональных изделий.
В SLS печати используются материалы, близкие по своим свойствам к конструкционным маркам: металл, керамика, порошковый пластик. Порошковые материалы наносятся на поверхность рабочего стола и запекаются лазерным лучом в твёрдый слой, соответствующий сечению 3D модели и определяющий её геометрию.
SLS технология
Оборудование для SLS-печати изготавливают следующие заводы: 3D Systems, F&S Stereolithographietechnik GmbH, The ExOne Company / Prometal, EOS GmbH.
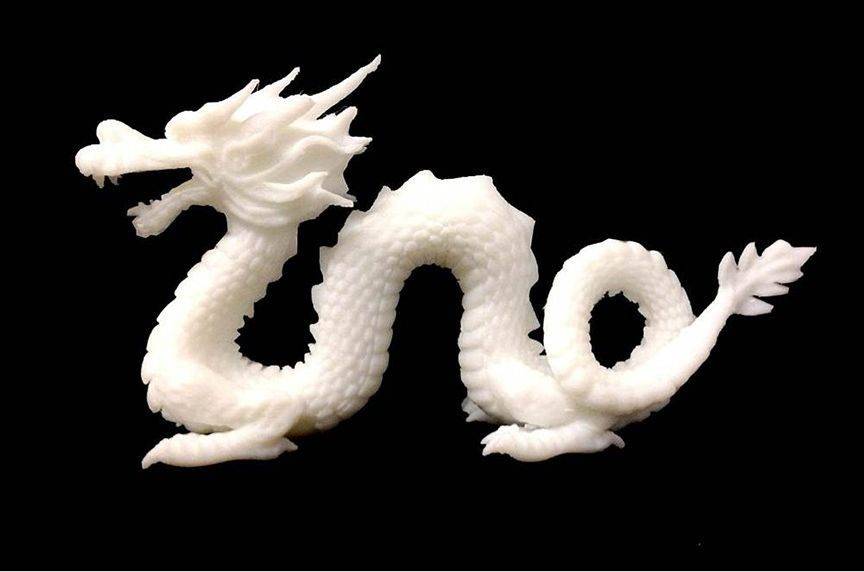
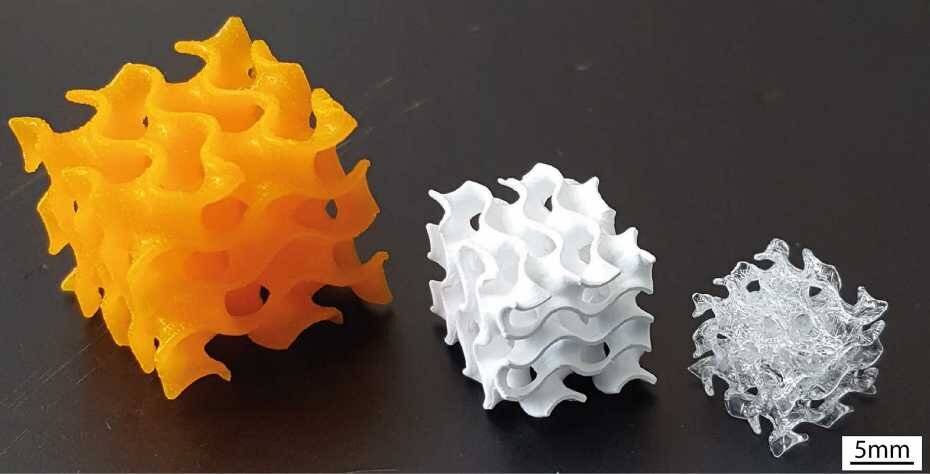
На рисунке представлена скульптурная модель «Так держать», изготовленная методом SLS печати.
Скульптурная модель «Так держать», изготовленная методом SLS печати, автор Лука Ионеску
Основные проекты, которые используют PLA
PLA считается одним из лучших материалов для филамента для использования новичками 3D печати, поскольку это самый простой для печати тип пластика. Также он предъявляет минимальные требования, поэтому его можно использовать с недорогими 3D принтерами.
При использовании PLA получаются хорошо выглядящие предметы потому, что он печатается с приятной глянцевой поверхностью даже без последующей обработки. Как правило, с помощью PLA проще получить высококачественные образцы печати.
 Пример хорошо выглядящего образца печати из PLA пластика
Пример хорошо выглядящего образца печати из PLA пластика
Благодаря простоте использования, PLA является естественным выбором для разработки прототипов. Это позволяет разработчикам удобно перебирать различные версии своего продукта.




 Прототипы деталей, изготовленные из PLA пластика
Прототипы деталей, изготовленные из PLA пластика
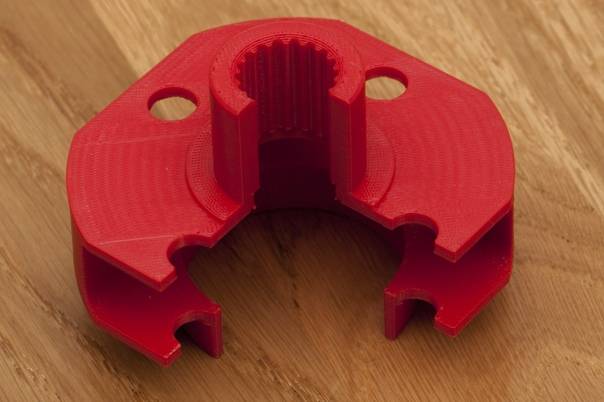
PLA особенно полезен в работающих прототипах, если детали не подвергаются большому давлению или ударам. Например, корпуса для электроники, несущие конструкции с низким напряжением или низкоскоростные передачи – всё это хорошо работает, если напечатано с помощью PLA пластика.
 Рабочий прототип детали, напечатанный из PLA пластика
Рабочий прототип детали, напечатанный из PLA пластика
Простота использования
Хотя печать с использованием нити PLA сложна, а последующая обработка отнимает много времени, этот материал прост в использовании. Даже самые простейшие 3D принтеры могут создавать детали с помощью PLA. PLA имеет низкую температуру печати, около 205°C, поэтому вам не понадобится полностью металлический хотэнд.
PLA также не требует подогреваемой подложки, так как он совсем немного деформируется при охлаждении. Кроме того, PLA почти не пахнет.
Единственная отрицательная характеристика PLA филамента в том, что касается удобства использования, заключается в том, что PLA поглощает влагу из воздуха, что ухудшает его качество. Поэтому при хранении PLA филамента настоятельно рекомендуется запечатывать катушки нити в вакуумную упаковку вместе пакетиками силикогеля.
Выводы
Многие профессионалы в области 3D печати уже давно хвастаются PETG из-за его потенциала свергнуть ABS с позиции “большой двойки”. В конце концов, он имеет сопоставимые свойства, но с ним не так сложно работать.
Сказать, что с PETG так же легко работать, как с PLA, – это чересчур. PLA всегда будет филаментом для новичков, потому что он удобен для людей с базовыми навыками и оборудованием. PETG по-прежнему будет нуждаться в 3D принтере высокого класса из-за его температурных требований. Нахождение оптимального баланса температуры, скорости и ретракта потребует некоторого времени, но методом проб и ошибок вы добьетесь нужного результата.
Надеюсь, что предоставленный материал поможет некоторым из вас меньше бояться PETG и убедит вас попробовать его на практике.