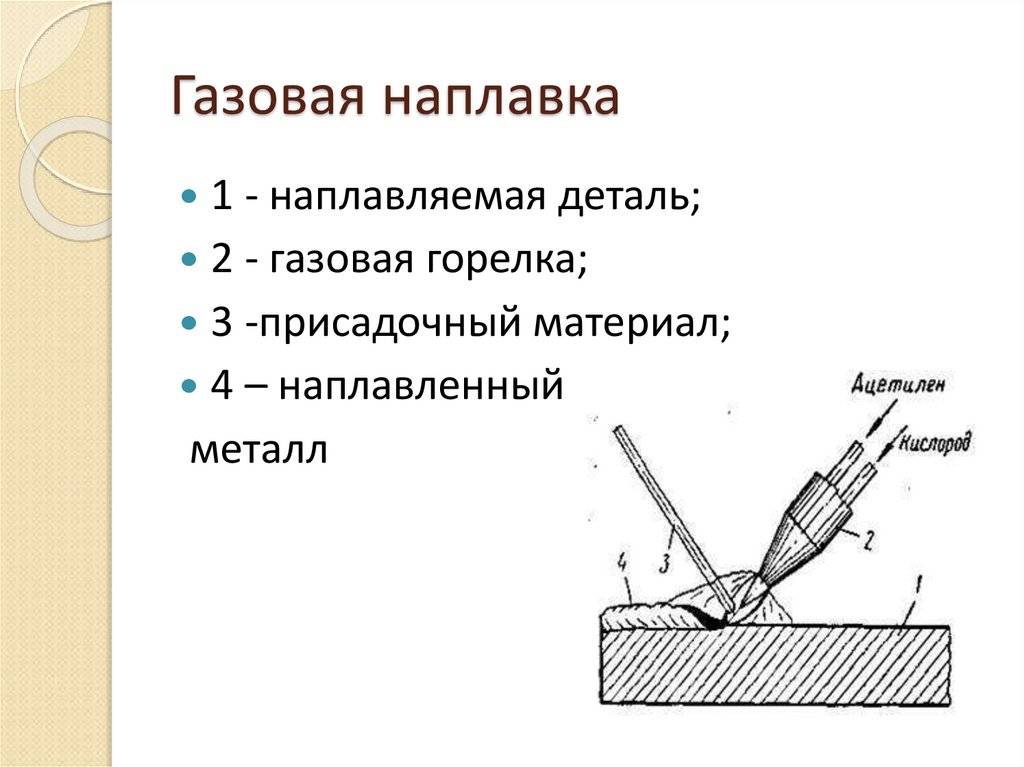
Сфера применения термитной сварки
Этот метод используется как для соединения разных деталей из стали, чугуна и хрупких сплавов, так и для выполнения наплавки при проведении ремонтных работ.
Применяется он в машиностроении, на металлургических, судостроительных и металлообрабатывающих предприятиях и т.д.

Термическая сварка незаменима в таких ситуациях, как:
- ремонт и восстановление крупногабаритного оборудования, например прокатного стана, кузнечного пресса и т.д.;
- создание крупных деталей и сложных конструкций в разных отраслях (элементов судов, коленвалов для моторов и др.);
- производство стержней для гидростанций, дамб;
- соединение рельс и арматуры крупного диаметра;
- сварка тросов, кабелей и т.д.
Технологические особенности
Технология достаточно проста для понимания. При сварочных работах необходимо соединить детали, которые в дальнейшем будут свариваться, при помощи надежных механизмов, отличающихся устойчивостью к электрическому току
Очень важно правильное закрепление, чтобы элементы не съезжали
Далее с двух сторон к заготовке подводится ток при помощи электродов. В местах, где происходит контакт, образовывается высокая температура, при которой металл плавится. При хорошей точечной сварке образуется ядро, которое может составлять от нескольких миллиметров до пары сантиметров в зависимости от толщины самого материала.
Металл низкого качества может соединяться без образования сварочного ядра, но такой шов считают некачественным и может впоследствии разойтись. Низкокачественная сталь, которая используется при сварочных работах, позволяет начинающему мастеру хорошо набить руку. Спустя буквально пару десятков швов мастер может хорошо набить руку и выполнять дальнейшие сварочные работы высокой точности.
Контактная сварка титана
По опытным данным, впервые проверенным на практике Забурдиным М.К., Захаренко
В.Ф. и др., оптимальная скорость оплавления, при сварке больших заготовок, составляет
2-2,5 мм/сек. Более высокая скорость оплавления приводит к снижению прочности,
даже при защите аргоном.
Перед сваркой торцы лучше всего фрезеровать или зачищать наждачной бумагой.
Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше,
чем для сварки углеродистых сталей.
Режимы стыковой сварки титана
Ориентировочные режимы стыковой сварки титана при начальной скорости оплавления
0,5мм/сек представлены в таблице ниже:
| Площадь свариваемого сечения, мм | Давление осадки, МН/М2 | Вылет заготовки из электродов, мм | Припуск, мм на | Скорость оплавления, мм/сек | Сила тока оплавления, А | |
| оплавление | осадку | |||||
| 150 | 2,9 | менее 25 | 8 | 3 | 6 | 1,5-2,0 |
| 250 | 4,9-7,8 | 25-40 | 10 | 6 | 6 | 2,5-3,0 |
| 500 | 9,8-14,7 | 45 | 10 | 6 | 6 | 5,0-7,0 |
| 1000 | 20-24 | 50 | 12 | 10 | 5 | 5 |
| 1500 | 29-59 | 60 | 15 | 10 | 5 | 7,5 |
| 2000 | 39-98 | 65 | 18 | 12 | 5 | 10 |
| 2500 | 49-147 | 70 | 20 | 12 | 5 | 12,5 |
| 3000 | 98-196 | 100 | 22 | 14 | 4 | 15,0 |
| 4000 | 147-294 | 110 | 24 | 15 | 4 | 20,0 |
| 5000 | 196-392 | 130 | 26 | 15 | 3,5 | 25,0 |
| 6000 | 343-490 | 140 | 28 | 15 | 3,5 | 30,0 |
| 7000 | 294-490 | 150 | 30 | 15 | 3,0 | 35,0 |
| 8000 | 343-588 | 165 | 35 | 15 | 3,0 | 40,0 |
| 9000 | 441-882 | 180 | 40 | 15 | 2,5 | 45,0 |
| 10000 | 490-981 | 180-200 | 40 | 15 | 2,5 | 50,0 |
Режимы точечной сварки титана
Титановые листы или пластины, толщиной до 4,0мм могут быть успешно сварены
точечной и шовной (роликовой) сваркой. Высота литого ядра равно 80-90% от суммарной
толщины листов. Приблизительные режимы точечной сварки титана представлены в
таблице:
| Толщина листов, мм | Диаметр контактной поверхности электрода, МН/м2 | Усилие на электродах, Н | Продолжительность прохождения тока, с | Время сжатия деталей, с | Сила тока, А |
| 0,8 | 4,0-4,5 | 1960-2450 | 0,1-0,15 | 0,1 | 7000 |
| 1,0 | 4,5-5,0 | 2450-2950 | 0,15-0,2 | 0,3 | 8000 |
| 1,2 | 5,0-5,5 | 3150-3440 | 0,2-0,25 | 0,3 | 8500 |
| 1,5 | 5,5-6,0 | 3935-4915 | 0,25-0,3 | 0,4 | 9000 |
| 2,0 | 6,0-7,0 | 4915-5895 | 0,25-0,3 | 0,4 | 10000 |
| 2,5 | 7,0-8,0 | 5895-6875 | 0,3-0,4 | 0,4 | 12000 |
Режимы шовной (роликовой) сварки титана
| Толщина листов, мм | Ширина шва, мм | Усилие на роликах, Н | Продолжительность сварки, с | Скорость сварки, м/мин | Сила тока, А | |
| импульс | пауза | |||||
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,1-0,12 | 0,18-0,20 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,24-0,28 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,3-0.4 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,6-0,8 | 0,3-0,4 | 15000 |
Режимы конденсаторной стыковой сварки титановых труб
Трубы из титана марки ВТ1-2, диаметром 10-23мм и толщиной стенки 1,0-1,5мм
можно успешно сваривать конденсаторной стыковой сваркой без газовой защиты.
Перед сваркой необходимо провести травление сварных кромок, о чём уже говорилось
выше по тексту. Режимы сварки для титана марки ВТ-1-2 даны в таблице:
| Диаметр трубы, мм | Ёмкость, мкф | Зарядное напряжение, В | Усилие осадки, Н | Вылет трубы из вкладышей, мм | Коэффициент трансформации |
| 10х1 | 5000 | 850-900 | 8935-9805 | 1,0-1,5 | 84 |
| 23х1,5 | 7000 | 2000-2100 | 22565-24035 | 1,2-1,8 | 84 |
Оптимальный вылет для труб диаметром 10мм составляет 1-1,5мм, а для трую диаметром
23мм – 1,2-1,8мм. При вылете труб менее 0,8мм происходит выплеск расплавленного
металла, а при вылете более 2,2мм смещаются торцы и получается непровар. При
усилии осадки менее 20,7кН получается непровар. При зарядном напряжении менее
чем 1900В, также происходит непровар, а при напряжении выше 2200В выплёскивается
жидкий металл. Оплавление происходит внутри трубы в виде венчика высотой до
1,5мм и толщиной не более 0,3мм.
Дополнительные материалы по теме:
Сварка | Газовая сварка бронзыКонтактная сварка медиСварка чугуна электродамиСварка алюминия и его сплавов |
Качество
После проведения сварочных работ необходимо выполнить контроль качества. Для этого необходимо выполнить осмотр шва: главные параметры здесь — это цвет и его структура.
Цвет шва
Серебристый цвет с характерным ярким отливом
Очень высокое качество шва. В естественных условиях чистый титан обладает бело-серебристым цветом. Поэтому серебристый цвет шва указывает на то, что во время сварки в состав металла не попали какие-либо посторонние примеси. Такой шов не растрескается со временем, не покроется коррозией, не деформируется под действием высоких нагрузок.






Белый или желтоватый
Высокое или хорошее качество. Желтый цвет шва указывает на то, что во время сварки в металле произошло окисление с образованием простых оксидов на основе титана. Однако таких оксидов в металле образовалось не слишком много. Поэтому качество сварного шва находится на достаточно высоком уровне. То есть такой шов без проблем выдержит средние и высокие физические перегрузки, не растрескается со временем. Выдержит воздействие не агрессивной коррозийной среды.
Рыжий, коричневый, серый, черный, синеватый
Плохое качество шва. Подобный цвет указывает на то, что во время сварки образовалось большое количество оксидов, а также соединений на основе азота и титана. Такой шов является крайне ненадежным. Он растрескается при перегрузках, может покрыться ржавчиной и окалиной. По ГОСТ детали с таким качеством шва не допускаются к эксплуатации. Требуется демонтаж шва, проведение повторной сварки с удалением поврежденного фрагмента, переплавка сварной конструкции.
Структура
В случае проведения качественной сварки шов должен получиться ровным и однородным, без каких-либо уплотнений и без деформированных участков. Если в области шва образовалось большое количество неровностей (небольшие вмятины, уплотнения, бугорки-точки и так далее), то это может указывать на то, что при сварке пузырьки воздуха (кислород, азот, углекислый газ) проникли в толщину сплава. Подобный сценарий является достаточно негативным, поскольку пузырьки воздуха плохо влияют на твердость сварного шва.

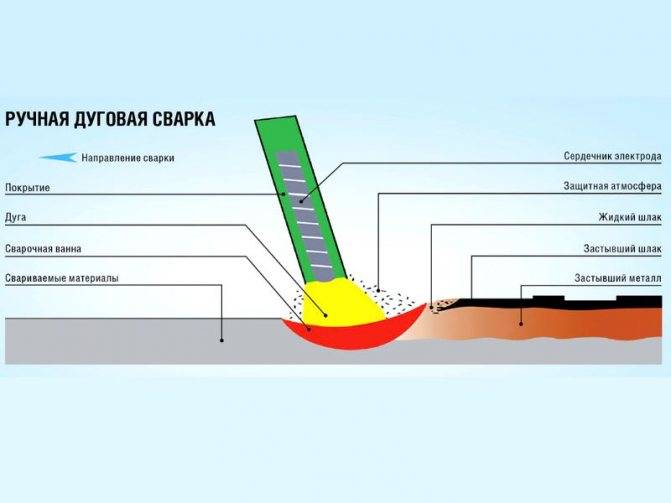
Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.
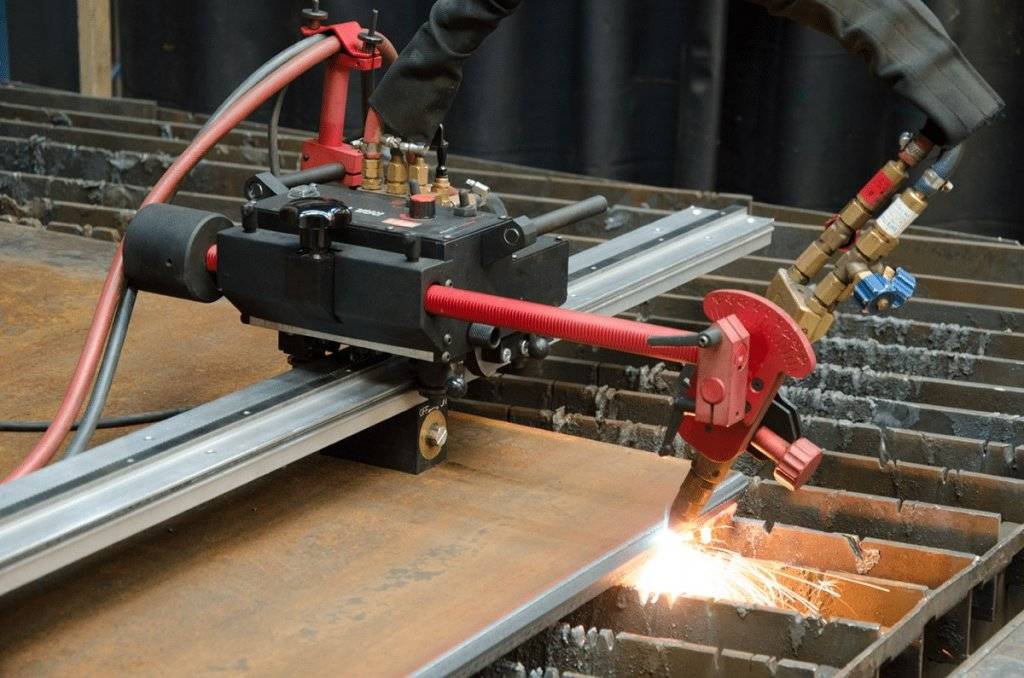 Оборудование тракторного типа может выполнять работу в полностью автоматическом процессе
Оборудование тракторного типа может выполнять работу в полностью автоматическом процессе
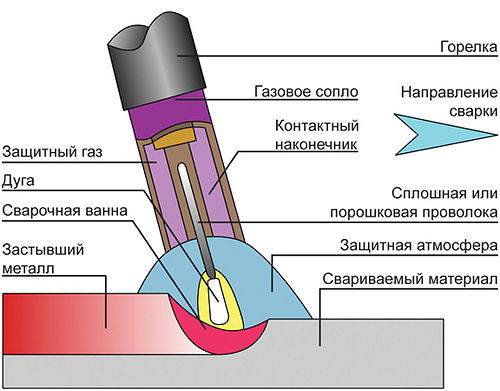
Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.

Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.

Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.









Преимущество сварочной маски – полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».

Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
ГАЗОВАЯ ЗАЩИТА СВАРОЧНОЙ ВАННЫ
Существуют три варианта защиты:
- струйная с использованием специальных приспособлений
- местная в герметичных камерах малого объема
- общая в камерах с контролируемой атмосферой (ВКС-1, ВУАС-1, УСБ-1)

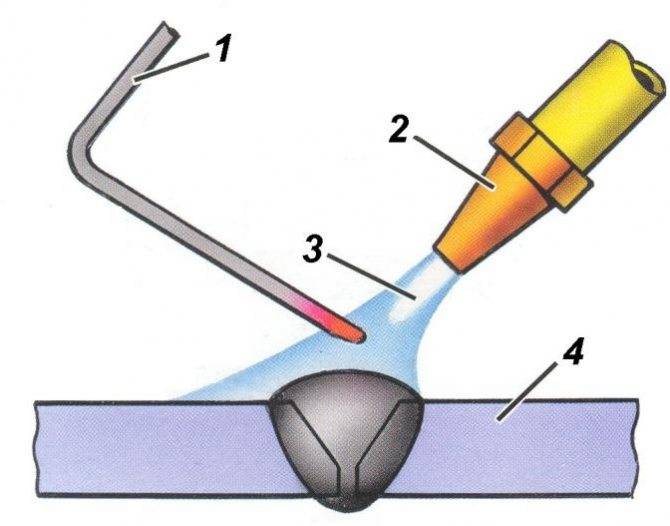
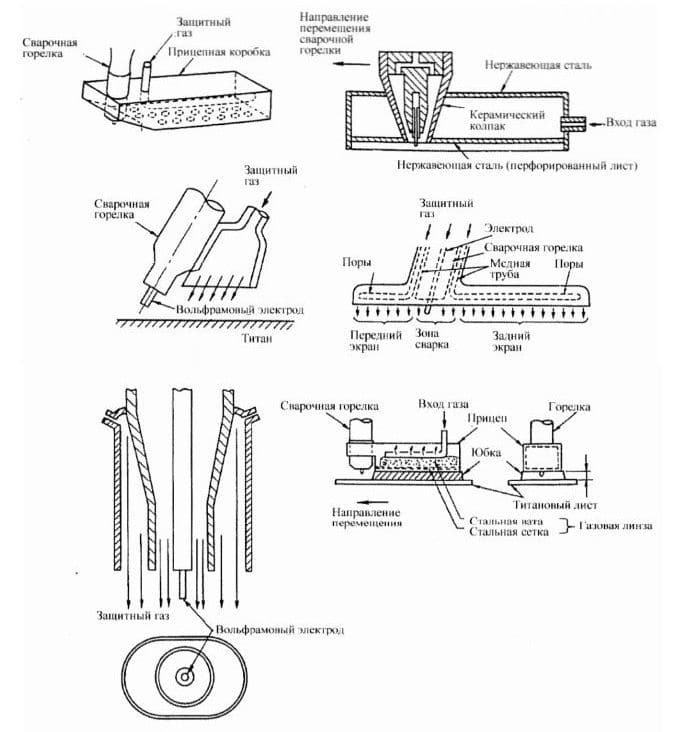
При аргонодуговой сварке титана W-электродом следует применять сварочные горелки с возможно большим газовым соплом, создающим обширную зону защиты. Поток аргона через сопло должен быть ламинарным, что достигается газовыми линзами, установленными внутри сопла. Расход газа в зависимости от режима сварки колеблется от 8 до 20 л/мин. Если сопло горелки не гарантирует надежной защиты, то его дополняют специальной насадкой, коробом или другим приспособлением. Дополнительные защитные устройства изготавливают из нержавеющей стали. Внутри имеются рассекатели и газовые линзы. Насадка, прикрепляемая к газовой горелке для защиты кристаллизующейся сварочной ванны, должна иметь ширину 40-50 мм и длину от 60-120 мм в зависимости от режима сварки. Для сварки трубчатых конструкций, кольцевых поворотных и неповоротных стыков применяют местные или малогабаритные защитные камеры.
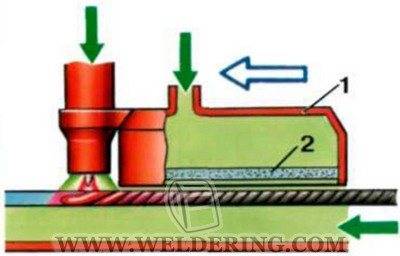
1- дополнительная насадка; 2 — газовая линза
Качество защиты определяют по внешнему виду металла шва. Серебристая или соломенного цвета поверхность шва свидетельствует о хорошей защите. Желто-голубой цвет указывает на нарушение защиты, хотя в отдельных случаях такие швы считаются допустимыми. Темно-синий или синевато-серый цвет с пятнами серого налета характеризует низкое качество шва.
https://youtube.com/watch?v=AgnuYc3kbHE
Как определить титан и отличить его от других металлов?

Идентификация определенных металлов – точный и простой процесс только при наличии специального лабораторного оборудования, спектрометра в частности. В домашних условиях задача существенно усложняется. Особенно трудно отличать материалы, схожие по цвету и магнитным свойствам. Впрочем, даже в такой ситуации существуют проверенные на практике способы, как отличить титан от других металлов. Наибольший интерес для сравнения представляют алюминий и сталь, включая нержавейку. Тут, даже опытные мастера, регулярно работающие с металлами, и принимающие лом титана, не всегда способны четко идентифицировать, что у них конкретно в руках.
Электрошлаковая сварка титановых сплавов
На практике широкое распространение получила электрошлаковая сварка титановых
сплавов, в частности, сплава ВТ5-1, в состав которого входит титан, легированный
до 5% алюминием и до 3% оловом. Изготавливается сплав, преимущественно, прессованием
с последующей прокаткой до тонких листов, а также ковкой заготовок крупных сечений.
Технология сварки деталей крупных сечений из сплава ВТ5-1 наиболее сложна,
но вполне выполнима электрошлаковой сваркой под флюсом АН-Т2 в среде аргона.
Источник переменного тока – трёхфазный трансформатор, должен обладать жёсткой
характеристикой.
Для сварки поковок небольшого размера (60х60мм) рекомендуются следующие режимы
сварки: сила тока 1600-1800А, напряжение дуги 14-16В. Рекомендуемый зазор между
кромками свариваемых поковок составляет 26мм, масса засыпанного флюса 130г и
расход аргона 8л/мин.










Такие режимы, при условии использования пластинчатого электрода размером 12х60мм,
обеспечивает стабильный процесс и удовлетворительное качество сварного соединения,
не уступающего по прочности основному металлу.
При сварке прессованных профилей крупного сечения на таких же режимах электродом
толщиной 8мм прочность сварного соединения оказывается несколько ниже (примерно,
80-85% от прочности основного металла) из-за применения пластинчатых электродов
из нелегированного сплава ВТ1-1. А применять легированные электродные сплавы
не рекомендуется, т.к. они не обеспечивают достаточной пластичности соединения,
потому что прессованный металл сильно насыщен газами.
Виды и используемые составы
Термитная сварка делится на 2 основных вида:
- Тигельная (алюминиево-термитная). Первый подвид используется для соединения кабелей и проводов небольшого диаметра. Термит на 70% состоит из железа и на 25% – из алюминия. Когда он сгорает, оставшееся железо образует надежное соединение. Второй подвид применяют для выполнения наплавки при восстановлении рельс. Он позволяет сваривать чугун бесстыковым способом, но для работы с алюминиевыми деталями не подходит.
- Муфельная. Здесь используют термит на основе магния. При его сгорании происходит не растекание, а впитывание состава в стык. Так образуется бесшовное соединение.
Существуют разные техники применения такого вида сварки:
- Встык. Проводят зачистку стыков соединяемых деталей, после чего их оборачивают термитной пленкой. Когда металл из тигля расплавляется, он заполняет зазор и сдавливает поверхности между собой.
- Промежуточный. Применяют, когда надо соединить детали в нужном ракурсе. При этом предварительная подготовка поверхностей не требуется. Расплавленный состав заполняет расстояние между деталями и застывает.
- Комбинированный (объединяет 2 предыдущих варианта). Используют для ремонта рельс: сначала их соединяют встык, затем повторно проваривают образовавшийся шов.
- Дуплекс. После заливки металла в стык проводят его опрессовку.

Чаще всего используются термиты, которые состоят в основном из железа и на 25% из алюминия, но могут применяться и другие компоненты (флюсы, присадки, железная обсечка).
Существуют такие комбинации элементов:
- на 31% из магния;
- на 31% из титана;
- на 43% из кальция;
- на 21% из кремния.
Остальная часть смесей состоит из оксида железа.
При соединении легированных сталей в термит добавляют присадки из ферротитана или феррованадия. Для сварки чугуна в смеси обязательно должен быть кремний. Выбор правильного состава позволяет получать качественное соединение.
Необходимое оборудование
Хотя технология проведения термитной сварки не отличается сложностью, для ее выполнения все равно надо иметь следующее оснащение:
- Тигель. Его делают из тугоплавких металлов или керамики и оснащают устройством, обеспечивающим безопасный слив расплава.
- Форму и матрицу для создания отливок. Они могут быть одно- или многоразовыми. Для ограничения области расплава и недопущения его растекания по поверхности используют специальную глиняную обмазку.
- Тиски или струбцины. Ими фиксируют и сжимают свариваемые детали.
- Термитный состав, патрон или карандаш.
- Инструменты для зачистки соединяемых поверхностей и полученных швов.

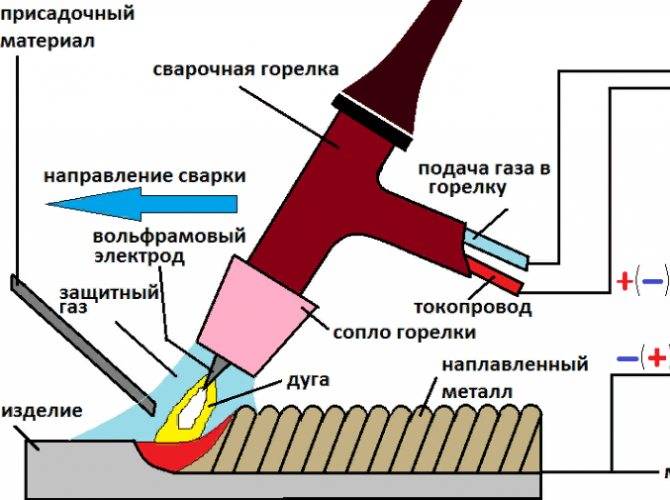
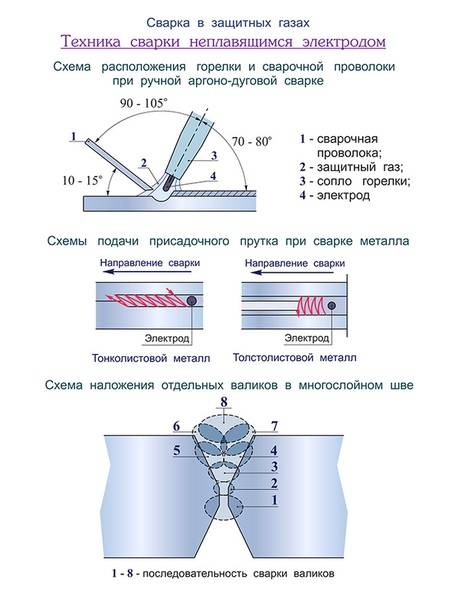
Как правильно подготовить детали для сварки титана аргоном
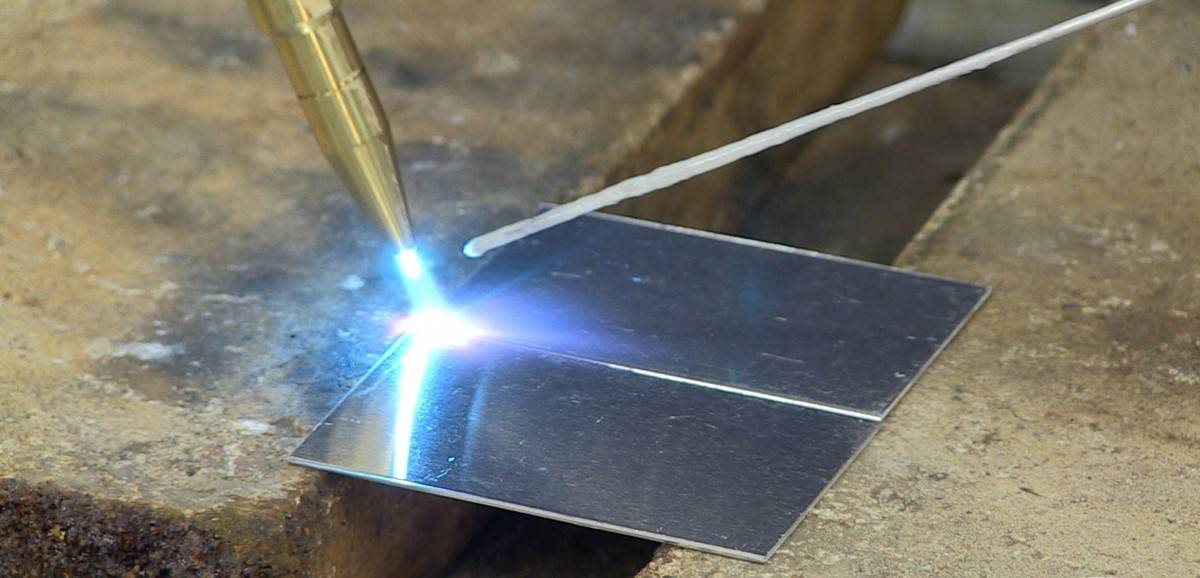
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
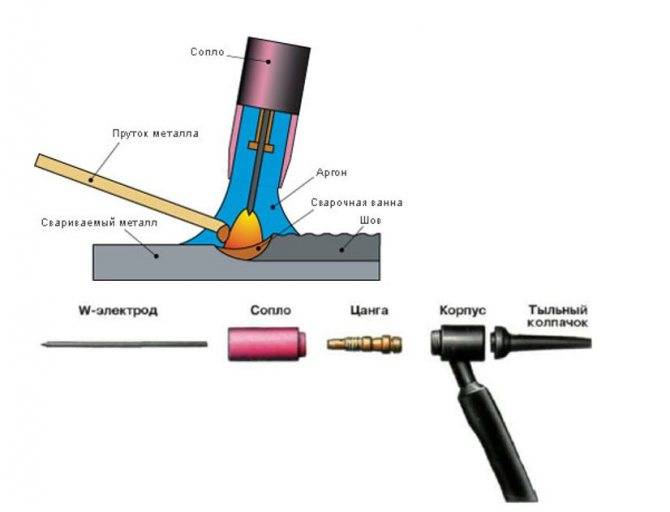
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.

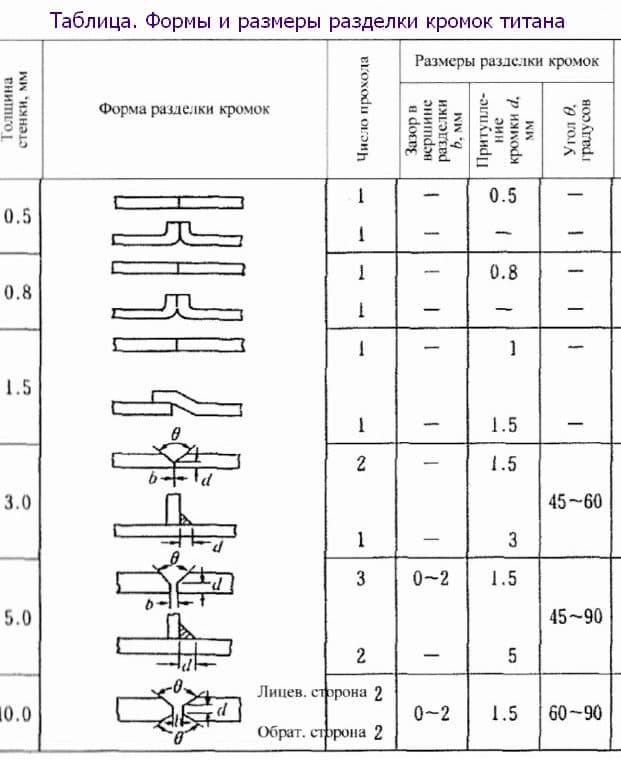
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.





Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер
Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном
Далее пора переходить к сварке.
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:

Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе. Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов
Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва
Предварительная подготовка
Титан, в отличии от других металлов, весьма требовательный к чистоте поверхности перед сваркой. Поэтому предварительная подготовка при аргонодуговой сварке играет первоочередную роль. Чтобы получить более крепкий, красивый сварочный шов, потребуется внимательно изучить несколько простых правил. Для начала объязательно обезжиривайте поверхность металла, ведь титан, его сплавы, а также некоторые другие металлы отрицательно реагируют даже на жировые выделения рук. Кроме того, при очистке и обработке металла лучше всего носить безворсовые перчатки, не забывайте об этом. Небольшие жирные пятна могут негативно повлиять на качество сварного шва. То же самое касается и чистоты перчаток, краг. Теперь обратимся непосредственно к обработке, предварительно обсудив вопрос безопасности.


Опасности при подготовке
Ацетон является весьма популярным растворителем для обезжиривания металлических поверхностей. Но при этом данное вещество весьма токсично. Во-первых, ацетон неприятный на запах и весьма опасен. Он относится к четвертому классу опасности для организма человека. Вдыхание умеренных и высоких концентраций ацетона в течении коротких промежутков времени может вызвать раздражение глаз, носа, горла, легких. Кроме того, это вещество провоцирует увеличение частоты пульса, головные боли, тошноту, рвоту. В особо сложных случаях возможна клиническая кома. Во-вторых, есть более безопасные и не менее эффективные средства для подготовки поверхности сварного шва. Сварщики с многолетним стажем работ рекомендуют использовать для таких целей денатурированный спирт. Он наносится на металл посредством безворсовой ткани. Денатурат – это в основном чистый спирт с добавками, которые делают его вкус весьма ужасным. Другие добавки, входящие в состав, вызывают рвоту, что предотвращает пьяницам употреблять денатурат (так как он может привести к слепоте). Сварка титана аргоном требует очистки металла от окиси. Для этого используют щетку из нержавеющей стали. Она должна использоваться только для титана. Сварщики-профессионалы стараются держать такие щетки в отдельном контейнере. Благодаря этому они остаются чистыми. Если нет специально отведенного контейнера, можно просто пометить любой другой.

Защитный газ
Титан весьма чувствителен к другим газам и характеризуется высокой химической активностью. Из-за этого при сварке требуется использовать чистые инертные газы.
Применяя аргон в качестве защитного газа, мы получаем более глубокий провар, относительно узкую зону температурного влияния на основной металл.
Если использовать гелий, то переходная зона между швом и основным металлом будет более плавным. Данный газ дает больше тепла, повышая производительность работ при сварке деталей со средней и большой толщиной. В отличии от аргона, гелий имеет расход в 1.5 – 2 раза больше. Иногда может использоваться смесь этих защитных газов. Они могут обеспечить дополнительные преимущества.
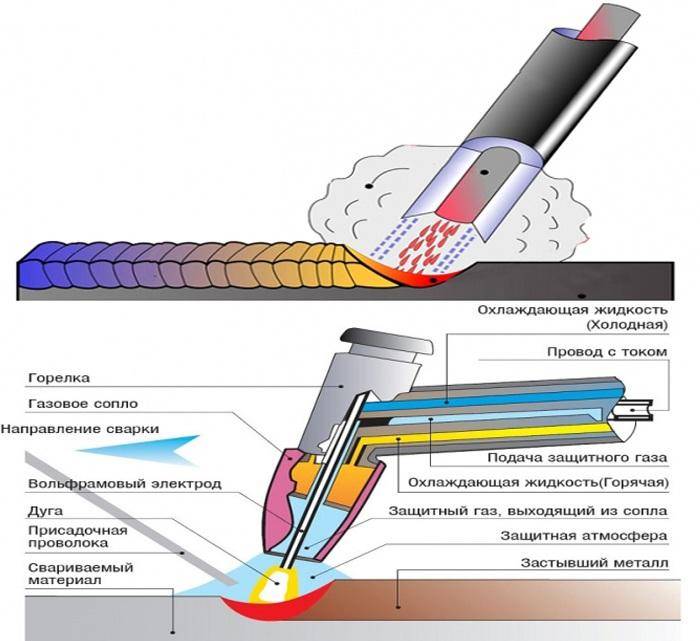
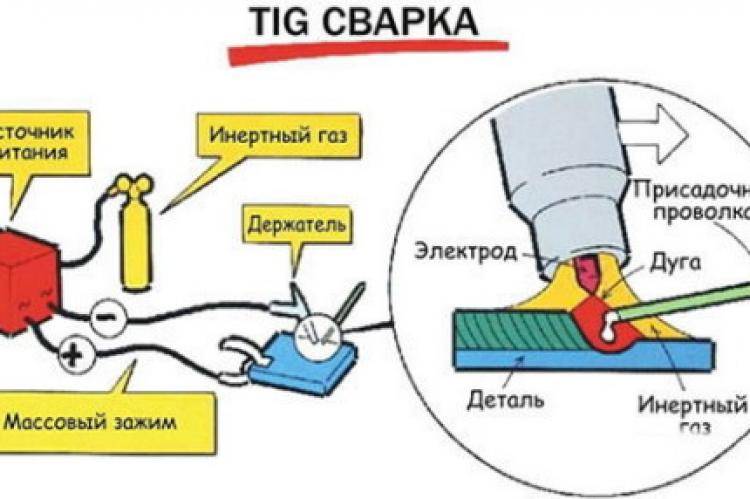
Сварка титана аргоном — технология TIG сварки
Хорошие результаты при сварке титана можно получить лишь соблюдая чистоту поверхности свариваемых деталей (кромок) и самого присадочного металла. Кроме того, требуется правильная настройка, подбор соответствующих параметров сварочного аппарата. Неправильная техника сварки практически во 100% случаев будет сопровождаться появлением сварных дефектов. Предварительно, перед началом работ, выполните продувку самой горелки, прочистите ее и защитную насадку. Не забывайте про подкладки, применяемые для обратной стороны сварного шва. Они дают возможность проверить остался ли еще воздух в системе.
Обычно сварка титана аргоном не требует предварительного нагрева. В случае, если есть подозрения на влажность металла, наличие конденсата — стоит обязательно сделать нагрев (до 70 °C).
Для зажигания дуги при TIG сварке титана лучше всего применять высокочастотное зажигание. Сама длина сварочной дуги в случае с применением присадочной проволоки составляет 1 -1.5 сечения электрода. Если присадки нет, то длина дуги должна быть равна диаметру используемого вольфрамового электрода.Не забывайте, царапины, которые могут получиться от касания вольфрамовых электродов к металлу при сварке, могут сохранять частицы вольфрама. Затухание дуги при завершении работ должно быть постепенным. Другими словами, плавно понижать ток. Защита сварного шва, околошовной зоны проводится и после выключения дуги, доведя температуру ниже 427 °C.