Мангал из жаростойких и жаропрочных сталей
Если сделать мангал из марок стали ХН32ВТ, ХН35ВТ, ХН38ВТ, ХН60ВТ, ХН78Т, 33НК, 06ХН28МДТ, ХН65МВУ, то он будет по сути вечен — это ведь жаростойкие и жаропрочные стали (это официальное название класса сталей, а не выдумка маркетологов). Их создавали для ракетно-космической отрасли, элементов газо-турбинных двигателей самолетов, камер сгорания печей и прочих изделий функционирующих в условиях высоких температур, как правило, от 500 до 1350 °С. Цена примерно 1300-1700 рублей за килограмм. То есть, только стоимость материала для мангала может составить 60-80 тысяч рублей. О серийном производстве таких мангалов ничего не слышно, даже примеров нет готовых изделий в интернете, чтоб кто-нибудь похвастался. Может где-нибудь по блату и за большие деньги кто-то и продаёт. Всё возможно.
P.S. Будут ли какие конструктивные замечания и дополнения к статье?
Источник
Советы по выбору вида мангала и его размеров
Для начала определяются с требованиями и пожеланиями:
- стационарный или разборный тип, какой из них устанавливать удобнее;
- сколько шампуров одновременно нужно разместить;
- на какой высоте комфортно работать;
- будет ли использоваться решетка;
- какие материалы для изготовления желательны;
- есть ли необходимость в декоративных и дополнительных элементах – полках, платформе для подогрева чайника, кастрюли.
Внешний вид тоже имеет значение. Следует учесть, что краска всегда обгорает, а вот ковка, гнутые элементы выглядят неизменно даже через несколько лет постоянного использования.
Если мангал будут перемещать по двору, имеет смысл сразу брать модель с колесиками. Для небольших конструкций достаточно ручек на чаше.
Боковые отверстия в корпусе не обеспечивают нужного потока воздуха. Угли по краям горят активнее, чем в центре. Вентиляция через дно намного практичнее. Направление движения воздуха в этом случае равномерно поддерживает горение всей массы топлива.
Материалы
Чугунные модели долговечнее прочих, но от резкого перепада температур могут потрескаться, а от постоянной влажности они начинают ржаветь. Если не злоупотреблять жидкостью для розжига зимой и закрывать мангал от сырости, он будет практически вечным.
Сталь – обычный материал для мангала, который в зависимости от толщины проката может стать солидным комплектом в зоне барбекю во дворе дома или походным вариантом. Для пары выездов на пикник легкой разборной или складной шашлычницы будет достаточно.
Кирпич и камень предоставляют широкие возможности для реализации фантазий. Остается только выбрать огнеупорный материал и подходящую форму мангала-печи.

Основные критерии выбора мангала
С глобальными аспектами разобрались. Самое время погрузиться в детали, которые вкупе и формируют основные характеристики мангалов и влияют на опыт их эксплуатации.
Металл
Сталь. Недорогие мангалы делают из углеродистой стали с различными антикоррозионными покрытиями, подороже и лучше – из нержавеющей стали. Ищите изделия из нержавейки AISI 304, а не из дешевой AISI 430, которая ржавеет. Магнит прилипает к 430, а не к 304. Мангалы из стали легче, что коррелируется с их мобильностью, но менее долговечны, что во многом зависит от толщины металла (см. «Толщина стенок»), как и их способность удерживать тепло.

Чугун. Выбор для основательного стационарного мангала. Чугунные жаровни хорошо удерживают жар, равномерно прогреваются и аккумулируют тепло. Стоят они обычно дороже, но это с лихвой компенсируется их долговечностью и визуальной привлекательностью. Минусы тоже есть: чугунные мангалы очень тяжёлые, а сам металл довольно хрупкий и может треснуть, к примеру, от резкого перепада температур, поэтому требуют особого обращения зимой и бережного ухода в принципе.
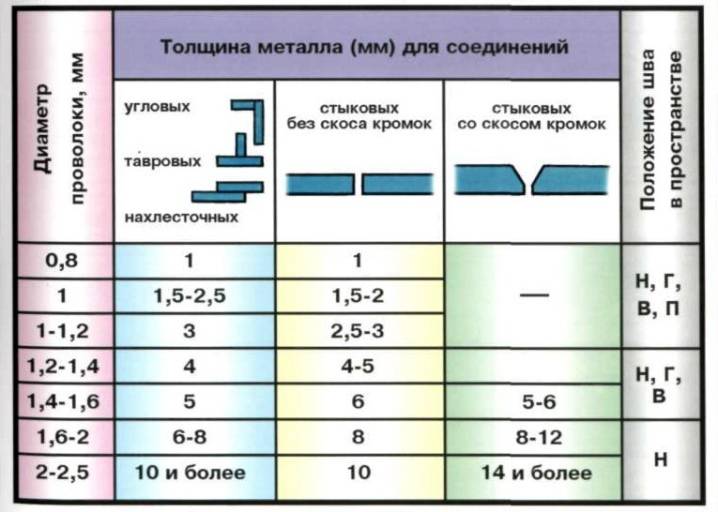
Толщина стенок
Важный параметр для стальных мангалов, от которого зависит их долговечность, мобильность и эксплуатационные характеристики. Одноразовые изделия из тонкой прокатной стали рассматривать не стоит – они именно на один раз. Дешевые походные разборные жаровни с толщиной стенок до 1,5 мм прогорают или сильно деформируются за пару-тройку сезонов. Качественные же разборные и складные изделия делают и стали толщиной от 2 мм и выше – прибавка к долговечности без ущерба мобильности гарантирована.
А вот стенки стального стационарного мангала должны иметь толщину от 3 мм – при должном уходе он прослужит больше 10 лет. Кроме того, толщина стенок минимизирует теплопотери – на готовку уходит меньше углей, а жар распределяется равномерней. Хорошей практикой считается обвязка стенок стальной жаровни металлическим прутком или профилем. Такое укрепление сводит на нет риски деформации короба и оправдано для изделий с толщиной стенок до 4 мм.
Размеры короба
Ширина мангала определяется длиной шампуров и обычно составляет 30-40 см. Параметр длины субъективен и зависит от количества человек, которых нужно накормить. Посчитать не сложно: прорези под шампуры размещают друг от друга на расстоянии 7-10 см, то есть для готовки на 8 шампурах (на 4-6 человек) нужна жаровня длиной 70-100 см. Стационарный мангал лучше выбирать длиннее, до полутора метров: удобно, когда есть место, куда можно сдвинуть шашлык на время добавления свежих углей или растопки очередной охапки дров. Кстати, объём мангала по длине можно уменьшить с помощью металлической перегородки – это уменьшит расход угля. Для переносных изделий лишнее пространство является непозволительной роскошью и плохо сказывается на мобильности.
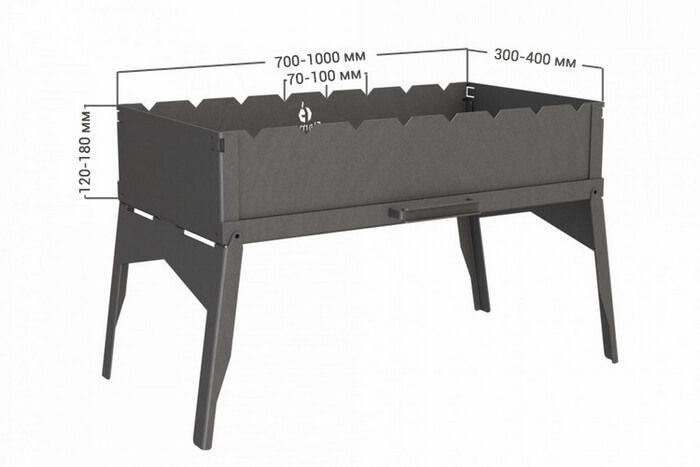
Глубина мангала регламентируется жёстче. Чтобы стандартный кусочек мяса для шашлыка пропекался равномерно и не пригорал, расстояние до него от углей должно составлять примерно 10 см. Соответственно, глубина мангала не должна быть меньше 12 см, лучше 15 см. Одновременно с тем не советуем покупать жаровню, глубина которой больше 20 см – шашлык будет получаться вяленым, сухим. Чтобы это компенсировать, придётся закладывать больше угля, а это уже расточительство.
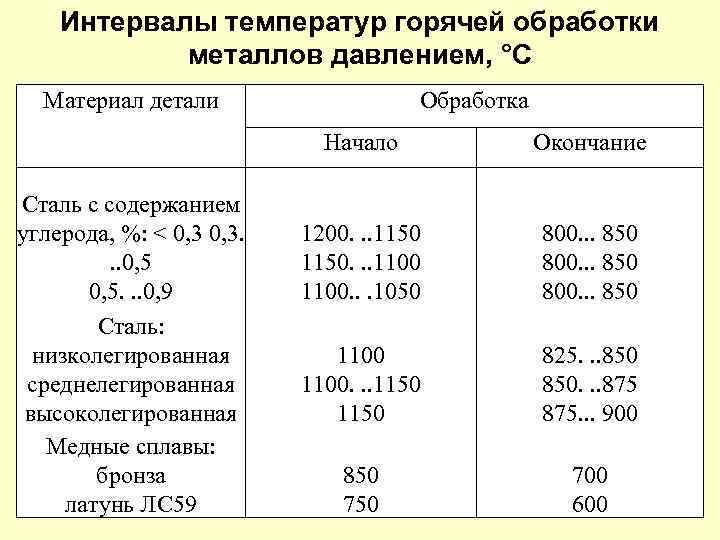
Технология термообработки
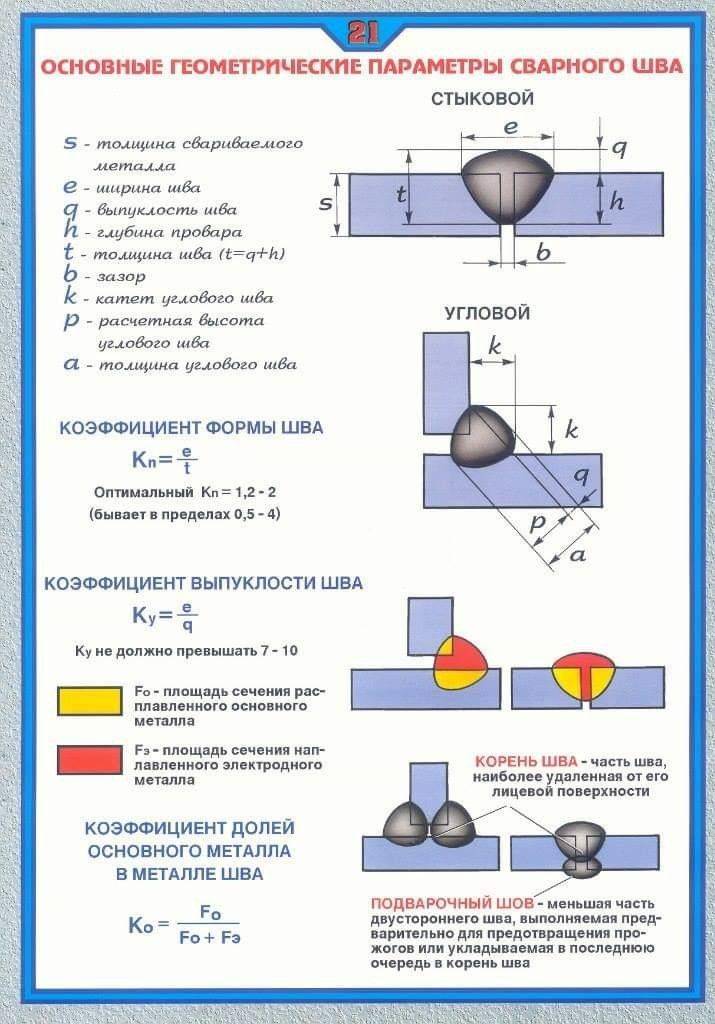
Чтобы сварные швы не теряли тепло изоляционные материалы должны быть прочными и теплостойкими одновременно. При этом они должны иметь малый вес, легко изгибаться. В таблице ниже описаны основные теплоизоляционные материалы, применяемые при термообработке. Также указана из температурная область.
Обработка сварного шва доверяется только специалистам. Специалист проходит предварительное обучение и только после этого приступает к работе. При этом процессом должен руководить старший мастер. Специалист обязан не только правильно подобрать и установить нагревательное оборудование, но еще и проверить, насколько хорошо слесари подготовили металл.Термообработка сварных швов трубопроводов не начнется без тщательной подготовки.
После обработки можно осуществить термоотдых. Пусть деталь остынет. Затем производится шлифовка сварных швов болгаркой. Зачистка сварного шва после сварки необходима для удаления ненужных включений, образовавшихся при сварке. Например, шлака.
Нужна ли обработка металла
Стальной мангал лучше дополнительно защитить от коррозии, тогда он послужит еще дольше обычного. Для этой цели можно использовать порошковые эмали и краски с жаропрочными способностями. Первое попавшееся покрытие не подойдет – сгоревшая краска испортит шашлык и приведет к отравлению токсичными выделениями.


Специальные составы способны выдерживать нагрев выше 600°С. Они красиво смотрятся, облагораживают вид конструкции. Жаропрочную краску в аэрозоли можно приобрести в специализированных и автомобильных магазинах. Не выделяют вредных веществ, но защищают от ржавчины, налета, скопления сажи и пепла также кремнийорганические краски. Некоторые их разновидности требуется запекать, что бывает указано в инструкции.
В заводских условиях структуру металла укрепляют еще воронением и оксидированием. Поверхность зачищают, обезжиривают, сверху наносят черную жаростойкую пленку. Сталь держат в растворе натра при 140 °С или в парах воды с кислородом. Возможна и электрохимическая обработка. Самостоятельно провести данные процессы весьма сложно, но, если имеется возможность, лучше ей воспользоваться. Составы для таких процедур часто продаются в оружейных точках.
Изготовление или приобретение качественного мангала требует определенных знаний, времени и усилий. Не стоит пренебрегать характеристиками металла, если планируется его долгосрочное использование. Плохая сталь может навредить здоровью и неизбежно привести к лишним тратам и покупке нового устройства.
Какая марка стали лучше для банной печки
Температура нагрева дымовых газов внутри печи, достигает 450-550°С. При нагреве такой интенсивности, наблюдается деформация металла.
Непосредственное воздействие огня приводит к прогоранию стали. Конечно, можно попросту использовать металл толщиной 10 мм и более, но тогда придется подолгу протапливать парную, тратить большое количество топлива для прогрева. По причине использования толстостенных стальных листов, долговечная печь станет экономически невыгодной.
Задача, стоящая перед мастером – сделать конструкцию достаточно прочную, чтобы предотвратить деформацию, прогорание и одновременно имеющую хорошую теплопроводимость. В заводских условиях, для изготовления банных печей используется металл с высокой степенью жаропрочности.
Большинство производителей используют марку хромистой коррозионностойкой нержавеющей стали AISI 430. В бюджетных моделях, железо для банных печей меняют на конструкционную сталь ГОСТ 1050-88. У каждого металла есть свои плюсы и минусы.
Легированная сталь отличается от конструкционной стали следующими характеристиками:
- Устойчивость к влаге – легированная сталь, применяемая при изготовлении печей для бани, нержавеющая. Отсутствует склонность к коррозии даже при интенсивном нагреве. Отечественная марка жаропрочной высоколегированной нержавеющей стали 08Х17Т.В некоторых источниках указывается на практически полную идентичность характеристик жаростойких сталей данного типа. Конструкционное железо не отличается коррозионной стойкостью, что приходится учитывать при расчете толщины стенок топки.
Время эксплуатации – срок службы печей из конструкционной стали, 3-4 года. AISI 430 приходит в негодность за 5-8 лет.
Возможность ремонтных работ – марки жаростойких сталей для изготовления дровяных банных печей, AISI 430 и 08Х17Т, имеют низкое содержание углерода, что делает возможным проведение сварочных работ. Конструкционное железо содержит соединения серы и фосфора, предающие ему хрупкость и ломкость.
Жаростойкость – марки жаропрочной стали для печи в баню, AISI 430 и 08Х17Т, выдерживают нагрев до 850°С без изменения структуры металла и его кристаллической решетки. При поднятии температуры до 600 °С, предел прочности остается в районе 145 Мпа. Образование окалины происходит только при разогреве до 8500°С.Металл в банной печи при интенсивной топке нагревается до температуры 450-550°С. У конструкционного материала, параметры жаростойкости меньше.
Хромосодержащая жаростойкая сталь стоит дорого, к тому же не все узлы испытывают одинаковую термическую и коррозионную нагрузку. По этой причине, конструкцию банной печи делают из нескольких металлов:
- Топка – для топочной камеры используют AISI 430 или аналог 08Х17Т. При самостоятельном производстве, применяют сталь 10 ГОСТ 1050-88.
Экран – конвекционные каналы не испытывают такой же нагрузки как топка, поэтому, для их производства берут 08ПС или 08Ю ГОСТ 19904-90.
Корпус печи для бани делают из листовой конструкционной стали.
Дверца топочной камеры – практика показывает, что данная часть устройства испытывает максимальную термическую нагрузку. По этой причине, использование даже высоколегированной нержавеющей стали, не достаточно. Через несколько топок наблюдается деформация дверок. Оптимальным решением считается навешивание чугунной дверцы.
Как правило, при самостоятельном изготовлении банной печи используют металл, который легче поддается механической и сварной обработке.
4 Защитный эффект дробеструйного воздействия на металл
Но главный эффект, который дает струйное воздействие дробью – это защита от коррозионно-механических и усталостных повреждений. Как известно, практически все они зарождаются на поверхности металла. В то же время, доказано, что развитие или появление трещин не будет происходить в зоне, где есть сжимающие напряжения. В процессе обработки каждая дробь воздействует на материал, как маленький молоточек, и, ударяясь, образует на его поверхности небольшие перекрывающиеся углубления или отпечатки – то есть деформирует металл.
Под такой поверхностью материал стремится вернуть свое исходное состояние, в результате чего под полученной полусферой деформированного металла образуется слой с сжимающими напряжениями. Возникающие после обработки дробеструйной машиной перекрывающиеся углубления формируют на поверхности материала равномерный слой с высокими напряжениями сжатия, что значительно повышает прочность, надежность, долговечность как деталей, так и оборудования, устройств из них в целом.

Это достигается за счет того, что сжимающие напряжения повышают фрикционную стойкость, сопротивление металла коррозионному и усталостному разрушению и растрескиванию, эрозии и фреттингу, вызванных кавитацией. Дробеструйная технология также используется в авиастроении для придания металлической обшивке крыла необходимой аэродинамической кривизны. Дополнительные применения включают упрочнение поверхности с целью закрытия пористости, улучшения трибологических параметров, повышения стойкости межкристаллитной коррозии, текстурирования поверхности, выравнивания деформированных изделий, испытания адгезии различных покрытий.

Другие методы термообработки
Помимо процесса нормализации, существуют другие способы термообработки металлов и сплавов:
- Отпуск — технология, применяемая для уменьшения хрупкости и снижения внутренних напряжений в материале.
- Отжиг — метод, при котором уменьшается размер зёрен в структуре материала, снимаются внутренние напряжение.
- Закалка — методика, похожая на нормализацию. Отличия заключаются в более высоком температурном режиме нагрева и высокой скорости охлаждения.
- Криогенная обработка — технология, связанная с применением низких температур.
- Дисперсионное твердение — конечный этап термообработки. Обрабатываемой детали придаётся высокий показатель прочности.
Выше представлены основные способы обработки металлических заготовок, но порядок указан неправильно. Узнать его можно в любом источнике по металлообработке.
Нормализация стали считается одним из нескольких этапов термообработки. С его помощью изменяется структура и характеристики материала. При желании можно ухудшать или улучшать свойства заготовки.
Стандартные размеры мангала для шашлыка
Производители придерживаются стандартных параметров, которые могут незначительно отличаться.
Ширина и длина
Ширина учитывает классический размер шампуров 55-70 см с рабочей частью 30-40 см. Шире 40 см чашу не делают, чтобы тепло не расходовалось понапрасну. Как правило, размеры разборного мангала минимальные из возможных. При этом вес все равно остается существенным и может составлять от 5 до 10 кг.
Вариантов размеров мангала по длине гораздо больше. Конкретная цифра зависит от количества порций, которые ставятся на одну прожарку. Для небольшой компании из 3-4 человек хватает 7-8 шампуров. Исходя из расстояния между ними 7-8 см и боковых запасов, будет достаточно длины 70-80 см. В торговле можно увидеть мангалы длиной от 60 до 90 см.
Для запекания мяса или овощей иногда используют решетку, она отлично держится на боковых стенках. Две стандартные решетки устанавливают одновременно или совмещают с шампурами.

Высота
Из размеров мангала высота наиболее консервативна. Ее предел ограничивает максимальная тепловая граница. От поверхности угля до кусочков мяса не должно быть больше 10-12 см, иначе готовка затянется, а шашлык получится суховатым.
В целом мангал классический с любыми размерами по ширине и длине делают высотой 14-15 см для толстостенного и до 20 см для тонкостенного металла. Толстые стенки дольше держат тепло, поэтому слой угля может быть меньше. Увеличенная высота в некоторой степени компенсирует недостаток толщины листа стали, удерживая его от коробления.
Толщина стенок
Толщина листовой стали для раскладного мангала составляет 1,5-2 мм. Самые тонкостенные (0,5 мм) изготавливают для походов. Туристам приходится добавлять к весу рюкзака всего лишь 1,5 кг, и это при габаритах чаши 34х23х23 см.
У стационарного мангала размеры стенок должны быть от 3 до 4 мм. Тогда в нем можно будет спокойно разжигать дрова, не боясь, что стенки быстро потеряют форму и прогорят за сезон. Для дачи часто выбирают разборный вариант, чтобы убирать на зиму в хранилище, но для загородного дома лучше приобрести модель из чугуна или выложить мангал из кирпича.
Высота ножек
Правильная высота ножек позволяет манипулировать у шашлычницы без наклона корпуса. Подбирают оптимальный размер для главного специалиста по мясу в семье. Измеряют высоту для стоящего человека от земли до согнутых в локте рук. Обычная высота готовых мангалов составляет 80-100 см.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Кирпичные изделия для приготовления пищи на углях
Из камня обычно складывают добротные стационарные постройки – мангалы печи для беседок или целые павильоны для барбекю. Выбирают для них какое-нибудь тенистое, окруженное зеленью местечко в саду или на приусадебном участке и сооружают эдакий ансамбль. Центром его, конечно, является мангал печь для беседки, сложенный из кирпича. В такой печи хоть шашлык готовь, хоть овощи на решетке гриль, хоть плов в казане. Тут же рядышком массивный стол и стулья. Проведено освещение, чтобы можно было по вечерам дышать свежим воздухом в кругу теплой компании.Примеры таких уголков для отдыха мы приводили в статье «Как правильно разместить садовую печь барбекю с мангалом».Преимущества кирпича
: • долговечность; • износостойкость: не боится ни коррозии, ни высоких температур; • хорошая теплоемкость: надолго сохраняет жар, позволяя экономить топливо; • невысокая стоимость.
Однако этот материал для мангала имеет и свои недостатки. Сооружения из него массивны, передвинуть их невозможно, и для пикников в походе придется приобретать дополнительно маленький мангал. Требует кропотливой работы и знаний законов физики: если ту же трубу выстроить неправильно, вместо хорошей тяги получите копоть и одно мучение во время приготовления пищи.
Как рассчитать?
Благодаря долголетнему опыту мастеров, народных умельцев, инженеров мы смогли сделать выборку наилучших советов по расчету технических особенностей при изготовлении мангала своими руками.
Длина
Если вы из тех, кто желает сделать за один заход много вкусного и неплохого мяса, то может показаться логичным, что сделать рабочую поверхность мангала необходимо как можно больше.
Но учтите, что перемещение длинноватой конструкции в этом случае будет ограничено – мангал будет массивный и тяжкий.

Ежели вы, напротив, желаете маленькую переносную модель, следует ориентироваться на то, что при заполнении углем у вас обязана в итоге быть лучшая температура для жарки.
Мастера с опытом рекомендуют брать за базу см, а далее уже все по собственному вкусу.
Индивидуальные размеры рассчитывают по специальной формуле: Хш*S=длина. В этом случае Хш представляет собой необходимое количество шампуров для одновременного приготовления, a S это расстояние меж ними.
Ширина
Заранее неверны категорические утверждения о том, что ширина 0,4 метра – это эталон. Ежели повезет, то длина шампуров либо сетки будет 0,43 м, но что делать, ежели меньше?
Для этого при разработке чертежа мангала необходимо измерить среднюю длину шампура, чтоб далее не было никаких заморочек.
Популярной шириной на данный момент является 0,3 метра, так как этого полностью довольно и это содействует экономии угля.
Но учтите, что обычные шампуры плоские, а означает, вы должны позаботиться о вертикальных выемках, чтоб при приготовлении еды было просто прокручивать шампур.
Прорези округлой формы неудобны.
Инструменты и материалы для ремонта
В половине случаев необходимость полноценного ремонта днища обнаруживают мастера на СТО при плановой диагностике автомобиля. Когда машину поднимают на эстакаду, слесарю проще увидеть коррозионные бляшки на металле, вмятины от ударов и пр. Стоимость ремонта зависит от степени повреждения, в мастерской это оправданно высокая цена от 10 000 руб. только за переварку порогов.




Но в случае с кузовом степень повреждения металла может быть чрезмерной и потребуется не ремонт днища с накладыванием заплат, а полная или частичная замена несущих элементов. Многие водители выбирают гаражный ремонт, это в 10-15 раз дешевле, если мастер имеет навыки в газо- или электросварке, стоимость работ оказывается минимальной.
Перед тем как заварить днище автомобиля своими руками, необходимо приготовить инструменты и материалы:
- карбид кальция, баллон с кислородом, если используется газосварка;
- медная проволока, углекислота, если сварка выполняется полуавтоматом;
- металл для заплат;
- сменные круги на шлифовальную машинку;
- битумная мастика, парафиновый антикор для обработки внешней и внутренней поверхности дна;
- шпатлевка.
Оборудование и инструменты, которые потребуются для ремонта:
- болгарка (углошлифовальная машинка);
- зубило с широким лезвием;
- сварочный аппарат;
- ножницы по металлу;
- рихтовочные молотки;
- электродрель.
В процессе работ может понадобиться обезжириватель, аппарат точечной сварки для прихвата, наждачная бумага Р-80.
Какой металл лучше
Самые долговечные мангалы получаются из нержавейки. Такая сталь особенно прочна, стойко переносит внешние механические воздействия, перепады влажности и температуры. Обычное железо при нагревании сильно деформируется и быстро окисляется.
Чугун выглядит более внушительно, отлично справляется с жаром, поддержкой тепла. Однако при уличной эксплуатации может быстро покрыться трудноудаляемой ржавчиной. Кроме того, чугунные приспособления очень тяжелы, их сложно транспортировать, да и обходятся они дороже.

К лучшим материалам, подходящим для мангала, специалисты относят сталь 45 (ГОСТ 19903-74, ГОСТ 16523-97) и сталь 10Г2, 09Г2С, 16ГС (ГОСТ 1577-93). Эти марки чаще всего применяют для изготовления инструментов. Неплохим вариантом также считается черный металл. Однако жаровня с плохими швами не сможет удержать надлежащее тление углей на протяжении всего процесса.
Использование машинного масла
Воронение ножа можно выполнить в домашних условиях с маслом. Вам потребуется следующее:
- 500 мл машинного масла;
- оборудование для удержания детали, такое как специальные крючки, плоскогубцы или пассатижи;
- металлическая емкость для воронения в масле;
- ветошь или бумажные салфетки;
- газовая горелка, строительный фен или газовая плита.
Как сделать процедуру, если у вас есть строительный фен? Для этого деталь выкладывают на негорючую поверхность, такую, как кирпич. Затем фен устанавливают в режим сильного разогрева. Деталь максимально сильно нагревают. Затем при помощи клещей или плоскогубцев ее укладывают в ванночку, полностью покрывая поверхность маслом. Это обеспечит ровный цвет по завершении процедуры. Затем деталь укладывают на бумажную салфетку для впитывания масла.
При обработке металла данным способом можно воспользоваться льняным маслом. Процедура прекращается, как только получится нужный цвет. Процесс необходимо повторить 3 или 4 раза. По завершении каждого цикла изделие становится все темнее.
Суть обработки
Нормализация — это нагрев металлической заготовки до температуры на 50 градусов выше критической. После нагревания выполняется охлаждение. Однако между этими процессами проводится выдержка при температуре нормализации.
Градус нагрева зависит от материала детали
Чтобы рассчитать время теплового воздействия, необходимо обратить внимание на гомогенизацию структуры металла. Оптимальным показателем является — выдерживание в течение 1 часа при толщине 25 мм
При охлаждении необходимо учитывать определённые моменты. Когда температура упадет ниже критической, нужно ускорить процесс охлаждения. Для этого деталь окунают в емкость с маслом или водой. Количество преимуществ и недостатков готового изделия зависит от правильно проведённой термической обработки и последующего охлаждения.
https://youtube.com/watch?v=u262HjEbaEY
Особенности ремонта и переварки днища автомобиля своими руками
Ремонт днища автомобиля не относится к категории частых, но это один из самых сложных видов кузовных работ, который требует квалификации и опыта. Дно, пороги, колесные арки подвержены наибольшему разрушению от коррозионного воздействия и механических повреждений.
Эксплуатация авто на плохих дорогах, летящий гравий, зимнее использование солевых реагентов на улицах, неправильное или минимальное нанесение антигравийной, антикоррозионной защиты — это первые причины быстрого разрушения металла. 70% водителей сталкиваются с необходимостью переваривать пороги , менять или ремонтировать днище на 5-7 году после покупки нового автомобиля.
Инструкция по самостоятельному изготовлению
Рассмотрим процесс сборки мангала из металла. Для изготовления простой модели нужен минимум материалов и инструментов.
Инструменты и материалы
Листы металла толщиной 5 мм для днища и 3 мм для стенок
Стальные трубы для изготовления опор
Металлический уголок на 20 мм для оформления бортиков (можно также усилить соединение днища и бортиков)
Болгарка с отрезным кругом
Сварочный инвертер с набором электродов
Лопата или бур для изготовления гнезд под опоры
Рубероид, битумная мастика для гильзования гнезд и нанесения защитного покрытия на опоры
Защитная краска для нанесения на мангал
Мнение эксперта
Валерий Гармаш
Шеф повар ресторана “Grill House”, гриллер
Как правило, для покраски используют термостойкую краску черного цвета, чтобы обгоревшие бортики не выделялись и не создавали контраст с основным покрытием.
Пошаговая инструкция
Мы покажем, как самостоятельно собрать простой мангал. Его конструкция настолько проста, что изготовить его сможет любой начинающий мастер.

Для этого на металлобазе был куплен лист металла толщиной 2 мм. Мы советуем для мангала использовать металл толщиной не менее 3 мм.
Так как этот мангал (в нашем примере) будет использоваться не очень часто, то металла толщиной 2 мм нам вполне хватит. Перед началом работы для удобства составили небольшую схему раскроя.
Для получения ровного реза в качестве направляющей шины, можно закрепить обычную железную полосу.
При работе не забывайте использовать соответствующие средства защиты.
За счет своей конструкции самодельные струбцины очень помогают в работе.
Когда все панели нарезаны, самое время заняться сверлением отверстий. Для пробы решили заказать комплект ступенчатых сверл.
Оптимальная высота бортов мангала 150 мм. Ряд отверстий находится на высоте 50 мм от основания. Шаг отверстий 60 мм. Диаметр 12.4 мм.
Первое впечатление от этих сверл пока положительные. Стружка, как положено, выходит из отверстия целыми ленточкам. С помощью зенковки убираю заусенцы.
Углубление под шампуры располагаем также с шагом 60 мм.
Боковины лучше всего обрабатывать пакетом, предварительно сжав струбцинами.
Когда все детали готовы можно переходить к сварке.
Для фиксации деталей очень удобно использовать магнитные уголки.
Собираем короб на прихватки.
Теперь можно обваривать.
Проваривать полностью все швы не обязательно. Нам лишь хотелось лишний раз попрактиковаться в сварке. Сбиваем шлак и зачищаем сварные швы.

Из 10 квадрата мы делаем ручки для удобной переноски.
Ножки мангала мы изготовим из 15 профильной трубы, длина их будет 80 см. Торцуем заготовки с помощью аккумуляторной дисковой пилы.
Получить настолько ровный рез обычной болгаркой будет непросто.
Крепиться ножки будут посредством болтов М6.
При необходимости это позволит хранить и транспортировать мангал в сложенном виде.
Для крепления ножек удобнее всего использовать гайку-барашек.
При приготовлении шашлыка дополнительная рабочая поверхность никогда не бывает лишней. Из 10 квадрата арматуры на скорую руку было сварена небольшая полочка. Устанавливается она одним движением в два отрезка 15 профтрубы.
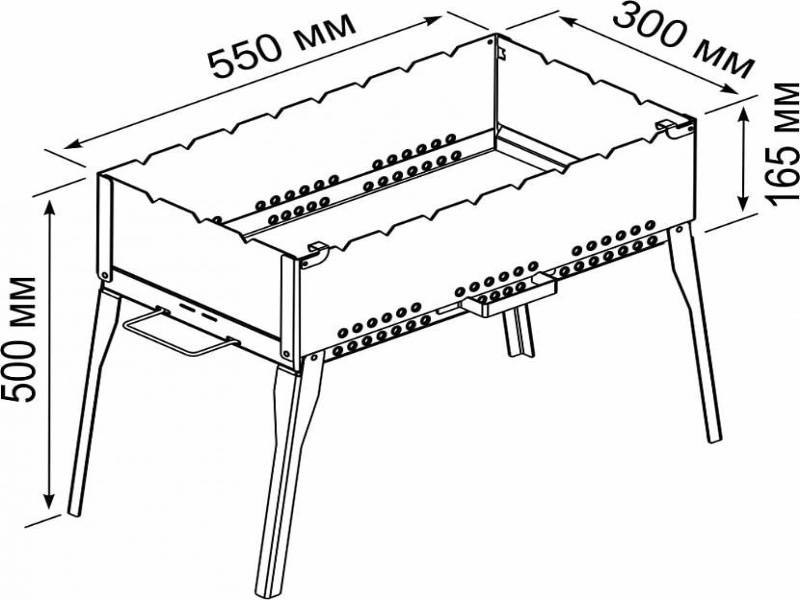
Мангал получился очень прочный и достаточно устойчивый. Его размеры следующие: высота 80 см, длина 50 см, ширина 30 см, глубина 15 см.
При первом розжиге в течение 15 минут происходит обжиг краски, и она набирает полную механическую прочность.
Мангал получился очень удачным. Конструкция его настолько простая, что изготовить такой мангал, сможет, даже начинающий сварщик.
Иногда над мангалом устанавливают тент или навес, чтобы защитить жаровню от дождя. Также мангал можно покрасить термоустойчивой краской для защиты от коррозии.
Термомеханическая обработка (ТМО) стали
Термомеханическая обработка (ТМО) стали — совокупность операций термической обработки с пластической деформацией, которая проводится либо выше критических точек (ВТМО), либо при температуре переохлажденного (500… 700°С) аустенита (НТМО). Термомеханическая обработка позволяет получить сталь высокой прочности (до 270 МПа). Формирование структуры стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций. Окончательными операциями ТМО являются немедленная закалка во избежании развития рекристаллизации и низкотемпературный (Т=100…300 °С) отпуск.
Термомеханическая обработка с последующими закалкой и отпуском позволяют получить очень высокую прочность ( s= 2200…3000 МПа) при хорошей пластичности (d = 6…8%, y= 50…60%) и вязкости. В практических целях большее распространение получила ВТМО, обеспечивающая наряду с высокой прочностью хорошее сопротивление усталости, высокую работу распространения трещин, а также сниженные критическую температуру хрупкости, чувствительность к концентраторам напряжений и необратимую отпускную хрупкость.