Prusament Prusa Orange PETG Filament

Пластик Prusament Prusa PETG производится компанией Prusa Research, производителем потрясающих 3D принтеров. Весь процесс производства тщательно контролируется и тестируется, включая механические свойства, однородность цвета и диаметр нити, чтобы гарантировать идеальное качество каждой катушки. Prusament Prusa считает, что отраслевого стандарта 0,05 мм недостаточно для идеальной 3D печати, так что их материалы для 3D печати производятся с точность до 0,02 мм.
PETG материалы от Prusa отличаются очень высокой прочностью и гарантированным соответсвием заявленным парамертам точности диаметра и состава филамента.
Опять таки, вы можете применять эти PETG катушки на любом 3D принтере, в случае если вы печатаете ответственные конструктивные узлы, которые должны соответствовать высоким критериям прочности. Этот пластик практически не подвержен деформациям, обладает отличной адгезией слоев, в том числе первого слоя, который схватывается со столом вашего 3D принтера.
Достоинства:
- Процесс производства полностью контролируется, а катушки тестируются перед продажей
- Прочный материал с высокой термостойкостью
- Универсальное применение
Недостатки:
Нет гарантии от про производителя
Nylon 618
Taulman 618 Nylon специально разработан для 3D печати, его отличительными особенностями является: хорошее соединение с поверхностью, высокая водонепроницаемость, хорошее сопротивлению разрыва и возможность впитывать краску. Модели напечатанные этим материалом имеют натурально белый цвет с прозрачной поверхностью. Пластик также легко можно окрасить, как до печати, так и после. Мы продаем Taulman 618 Nylon в катушках по 450 грамм.
Преимущества Taulman 618 Nylon:
- Taulman 618 Nylon производится в США;
- Taulman 618 Nylon лучше всего использовать при температуре 245С;
- Taulman 618 Nylon не испускает паров при печати;
- Taulman 618 Nylon соответствует требованиям Европейского Химического Агентства. В пластике не содержится никаких токсичных химикатов;
- Модели, напечатанные нейлоном, всегда будет легко отличить от любого другого пластика.
Советы по печати пластиком Taulman 618 Nylon:
- Taulman 618 Nylon не прилипает к стеклянным или алюминиевым печатным столам;
- Печатайте при температуре от 235С до 280С. 240С-250С – это оптимальная температура на большинстве скоростей печати;
- Скорость печати зависит от принтера. Печать со скоростью от 28 мм/c до 34 мм/c в большинстве случаев дает хороший результат.
Рейтинг лучших моделей
Топ составлен на основании отзывов.
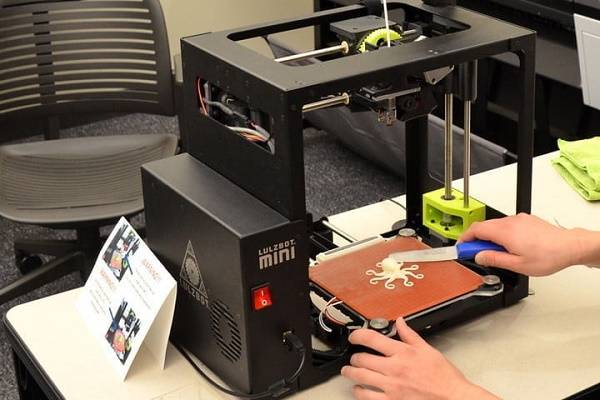
Cube

Модель с минимумом настроек и камерой 14 см по всем направлениям для одноцветной печати. Коммутируется по Wi-Fi и поддерживает распечатку с флеш-накопителей. Поставляется с приложением Cube Software.
Afinia H Series
Работает по технологии FDM с PLA и ABS-пластиками в виде нити. Объем камеры – 13 см по трем осям. Продолжает работу после отключения от компьютера.
Ultimaker 2+

Топовая модель со стеклянным столом и одним экструдером с быстросменным соплом. С разрешающей способностью 0,02 мм создает модели с высокой четкостью. Задания загружаются через USB с компьютера или флешки.




MakerBot Replicator 2
Прибор с парой печатающих головок. Алюминиевая платформа не деформируется вследствие термического воздействия, чем гарантирует высокую точность построения прототипа. Поддерживает быструю замену нити без корректировок.
Printrobot Simple
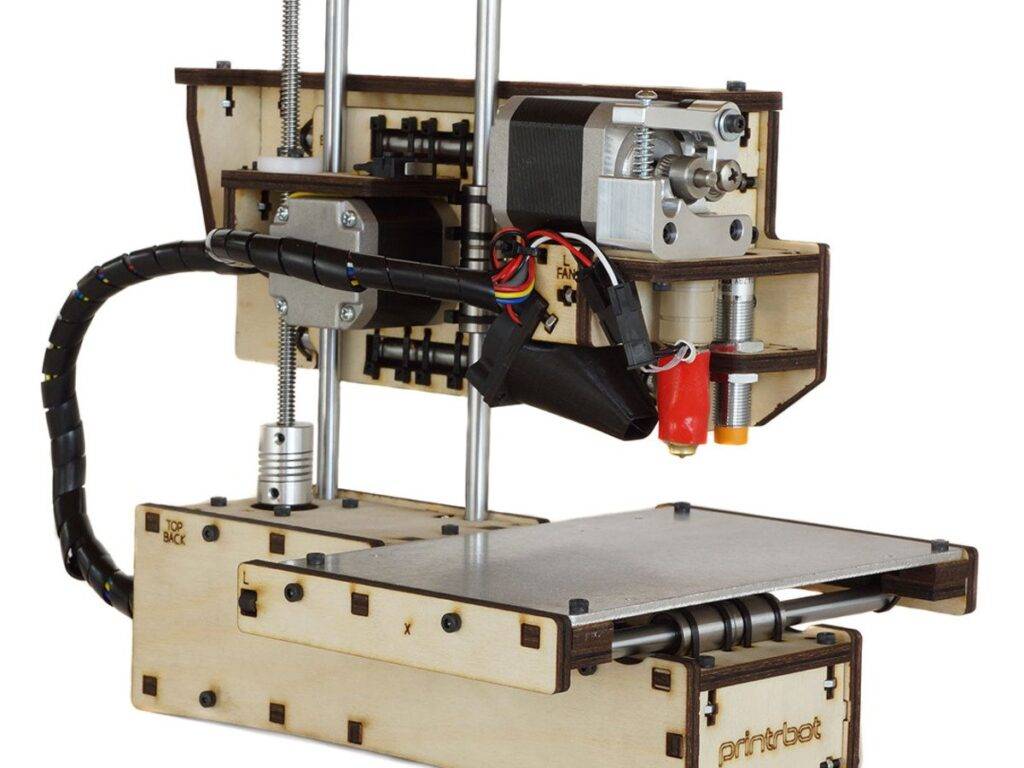
Принтер с технологией FDM и монолитным корпусом, исключающим вибрации. Открытая конструкция упрощает обслуживание. Система автокалибровки платформы гарантирует точность печати.
Form 1

Принтер с разделительной способностью 25 мкм, работающий по методу лазерной стереолитографии. Лазерный луч рисует детализированные модели в среде жидкого пластика.
Wanhao Dublicator i3

Дешевый, легкий, простой инструмент для конструктора или дизайнера. Открытая конструкция требует вентиляции. Работает с разноцветными пластиковыми нитями. Точность – 0,1 мм.
Пластик
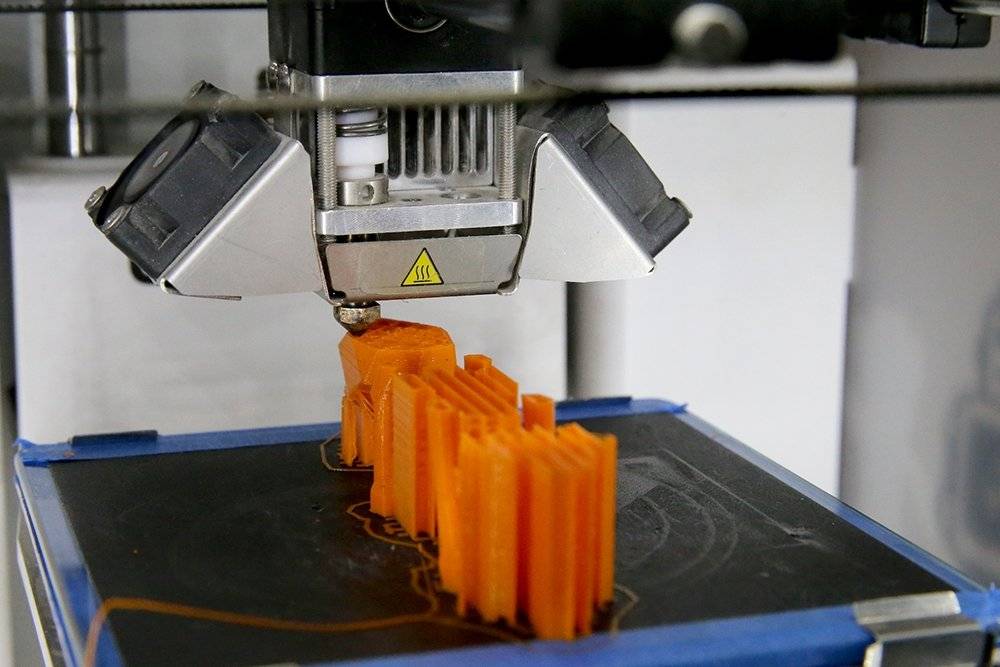
Пластик – один их самых востребованных расходных материалов для аддитивного производства. Ассортимент термопластиков и композитов, предназначенных для FDM-печати, исключительно разнообразен и позволяет выбрать, исходя из поставленных задач, наиболее подходящие по физико-механическим свойствам материалы.
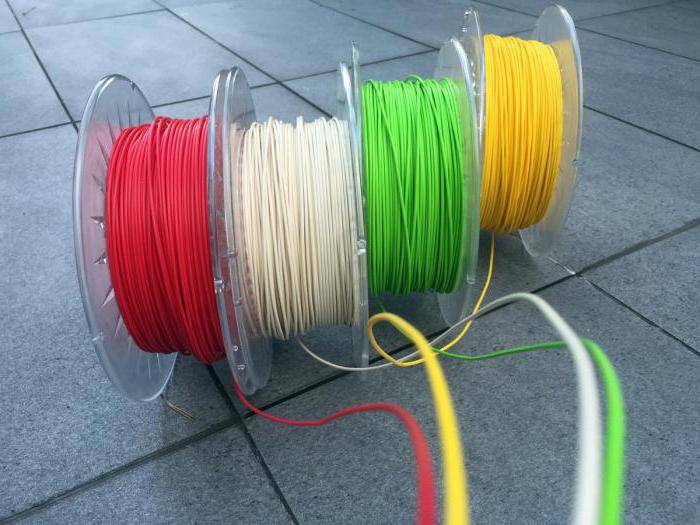
В этом разделе мы рассматриваем расходные материалы FDM-принтеров. Это так называемые филаменты – пластики в виде нитей, намотанных на катушки. Иногда они выпускаются в виде гранул.
FDM-технология лежит в основе не только домашних, но и профессиональных и промышленных 3D-принтеров, поэтому пластики активно используются на производстве, для изготовления прототипов и функциональных изделий в таких отраслях, как автомобилестроение, авиационная промышленность, бытовые товары, электроника, архитектура, медицина, наука и образование.
- широкий диапазон применений;
- разнообразие цветов и фактур материала;
- легкость механической обработки;
- удобство в использовании;
- гибкая структура материала;
- возможность печати ;
- относительно невысокая стоимость.
Основные виды пластиков
ABS-пластик. Отличается практически полным отсутствием запаха и не выделяет токсичных химических веществ. Обладает множеством положительных характеристик, включая повышенную ударопрочность при высокой эластичности и мягкости материала, а также простую механическую обработку. Высокая растворимость в ацетоне позволяет легко склеивать детали и сглаживать внешние поверхности изделий. Обычно ABS-пластик непрозрачен, но при необходимости легко окрашивается в любые цвета. Конечные изделия без окрашивания чувствительны к воздействию ультрафиолета и наделены невысокими электроизоляционными свойствами.
PLA-пластик. Ключевые составляющие PLA-пластика – это сахарный тростник и кукуруза, а в основе материала лежит молочная кислота. Регулируя ее уровень при производстве, можно получить различные свойства полимера, тем самым расширяя области его использования. Изделия из PLA-пластика обладают ровной и скользящей поверхностью, что идеально подходит для распечатывания подшипников скольжения. Материал нетоксичен, благодаря чему широко применяется для производства различных игрушек и сувениров. Имеет лишь один недостаток – недолговечность эксплуатации. Готовое изделие из пластика может прослужить до нескольких лет при минимальном использовании и температуре до +50 градусов.

PETG / PET / PETT-пластик. PET, или полиэтилентерефталат, – наиболее распространенный вид пластика. Для 3D-печати «чистый» PET используют редко, применяя в основном его разновидность – PETG. PETG более долговечен и обладает гораздо меньшей температурой переработки. Еще одной версией PET является PETT – более жесткий и достаточно популярный материал благодаря своей прозрачности.



PC-пластик (поликарбонат). Обладает высокой прочностью и износостойкостью, а также повышенным сопротивлением физическим воздействиям и термостойкостью. Выдерживает температуру до 110°C. Материал прозрачный, гибкий, легко гнется и не деформируется. Отлично подходит для использования в автомобилестроении, медицине и приборостроении.
Оборудование в каталоге iQB Technologies: и Материалы в каталоге iQB Technologies: Sharebot и
Подробнее в статье: Discovery 3D Printer: печатаем по-крупному!
КЕРАМИКА

Керамика — это настолько популярный материал для 3D-печати в специализированных сервисах, что изготовление у них по заказу, например кружек для кофе, стало обычным делом. А при наличии специализированных экструдеров, таких как WASP Clay 2.0, керамика актуальна и в домашней 3D-печати.
Глина состоит из каолинита и некоторых других минералов, а также определенного количества воды, которая придает ей пластичность. После того как керамическая деталь распечатывается, она отверждается в печи. Вода испаряется, минералы спекаются друг с другом, поддерживая форму и прочность объекта. Чтобы распечатка блестела, ее покрывают глазурью и ставят в печь еще раз.
Печатать керамикой можно и по обычной FDM-технологии, и сложными методами, вроде SLA. Начинающим «гончарам» предлагается на выбор: стекло, фарфор или карборунд (карбид кремния). Полученные изделия отличаются жаропрочностью и износостойкостью и сегодня чаще всего выступают в роли произведений искусства, а также посуды и зубных протезов.
- Технологии: FDM, струйная печать связующим веществом, SLA
- Характеристики: жаропрочность, износостойкость, хрупкость, пористая поверхность
- Применения: изобразительное искусство, серийное производство (посуда, стоматология)
ABS-пластик
Самый распространенный материал в FDM-печати. Стал популярным из-за высокой температуры стеклования, благодаря которой предметы не деформируются при небольшом нагреве. Основные преимущества:
- Эластичен.
- Прочен на изгиб.
- Быстро застывает.
Имеет высокую степень усадки – при охлаждении модели теряют до 8% объема, что может привести к нежелательным деформациям. Во врем печати выделяет сильный запах, поэтому требует хорошей вентиляции. Предел прочности на разрыв – 36 Мпа.
Проблема усадки частично решилась с выпуском композита ABS+ – материала с присадками, снижающими коэффициент усадки. Приобрести улучшенный ABS-пластик можно на сайте http://makerplus.ru/ – здесь доступны мотки с 1,75-мм нитью любых цветов.
Как связана высота слоя 3D печати и диаметр сопла?
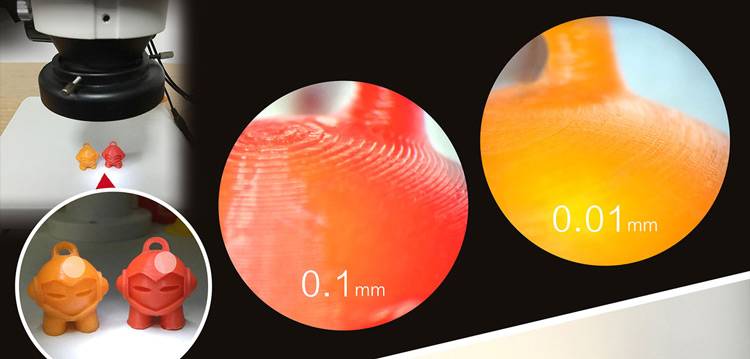
Простыми словами – это толщина каждой линии экструдированного материала, составляющая каждый слой вашей модели. Чем тоньше высота слоя (или толщина слоя), тем мельче детализация печати по оси Z (вертикальный размер вашей модели), но тем больше слоев потребуется. Увеличивает время печати.
Эти характеристики связаны, но не полностью
Например, можно напечатать, используя более тонкое сопло с более толстым слоем, если вертикальное разрешение менее важно для вас. А можно использовать более толстое сопло с очень маленькой высотой слоя
Хотя в этом случае не стоит слишком увлекаться. Для поддержания адекватного давления высота вашего слоя должна быть как минимум на 20% меньше ширины сопла – а в большинстве случаев для достижения наилучших результатов 3D печати она должна составлять около 50%.
Какова максимальная высота слоя 3D печати в сравнении с размером сопла?
Вам не обязательно нужен калькулятор высоты слоя на 3D принтере, но, как правило, максимальная высота слоя составляет 50% от ширины сопла. В некоторых случаях вы можете подняться выше (возможно, 75%), но в этом случае вы должны осознавать, что можете пожертвовать надежностью.
Лучше всего поэкспериментировать с параметрами вашей модели, если вы понимаете взаимосвязь между размером сопла 3D принтера и высотой слоя, которую вы будете использовать для печати. Таким образом, для сопла 0,4 мм вам нужно будет печатать с высотой слоя 0,2 мм или до 0,3 мм. Ваш минимум должен быть около 0,1 мм. Если меньше, то по факту вы просто увеличиваете время ожидания без особой пользы (на том же сопле размером 0,4 мм).
В большинстве случаев стоит печатать более тонкие слои с меньшими диаметрами сопел и, как правило, более толстые слои с более толстыми соплами
Просто обратите внимание, что если вы печатаете более толстым диаметром сопла и с очень тонким слоем по высоте, вам нужно будет снизить настройки экструзии в слайсере, чтобы предотвратить чрезмерную подачу материала
Также стоит отметить, что независимо от размера вы всегда должны быть уверены, что у вас всегда чистое сопло. Один из самых простых способов сделать это – использовать высококачественную чистящую нить. Вам нужно использовать всего несколько граммов его каждый раз, когда вы чистите, но это предотвратит накопление углерода со временем.








Постобработка
Один из самых больших недостатков использования филамента из PLA заключается в том, что это сложный материал для последующей обработки.
Для химической полировки деталей из PLA способов нет, в отличие от его конкурента ABS. Поэтому, если вы хотите удалить на деталях линии печати или сгладить их поверхности, вам придется прибегнуть к шлифованию.
Основной проблемой в этом случае является то, что PLA размягчается при довольно низкой температуре, около 60°C. По мере размягчения детали будут приклеиваться к наждачной бумаге или приобретать уродливый белый цвет.
Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Из-за необходимости сохранять детали холодными и твердыми усложняется использование электроинструмента для шлифования. Вместо этого многие для окончательной обработки детали используют мокрое ручное шлифование.
Примечание. Мокрое шлифование включает в себя шлифование детали под струей воды или в какой-либо емкости с водой.
Мокрое шлифование объекта из PLA пластика
Мокрое шлифование обеспечивает охлаждение детали, одновременно вымывая мусор, образовавшийся в результате шлифования.
Однако, уменьшенное трение мокрого шлифования по сравнению с сухим шлифованием означает, что для получения полностью отполированной детали может понадобиться больше времени.
Как связан диаметр сопла с разрешением 3D принтера?

Теоретически меньшие размеры сопла 3D принтера позволяют добиться большей точности. Но для многих 3D принтеров, особенно более дешевых или старых моделей, сопло экструдера меньшего размера не обязательно будет иметь значение, если ваш принтер не поддерживает необходимое более высокое разрешение. Это все равно, что поставить низкопрофильные шины с высокими эксплуатационными характеристиками на старый классический автомобиль – это не заставит его двигаться быстрее и не обязательно он начнет лучше справляться с поворотами.
Это также похоже на то, как спецификации 3D принтера на бумаге (например, заявленное разрешение) не всегда приводят к лучшему качеству печати готового изделия. Подобно тому, как Ultimaker и Zortrax имеют очень похожие разрешения на бумаге, но по многим фактическим тестам Zortrax создает более качественные модели, чем Ultimaker 2.
Если вы недавно купили свой 3D принтер, то, скорее всего, вы сможете получить преимущества от использования сопла меньшего размера, поскольку разрешение по всем направлениям с каждым днем становится все выше.
Давайте рассмотрим плюсы и минусы 3D печати с соплами меньшего размера. Некоторые менее очевидны, чем другие. Затем мы рассмотрим доступные недооцененные сопла большего размера. Надеюсь, после прочтения этой статьи вы сможете ответить на вопрос: “Каким размером сопла мне следует печатать?”.
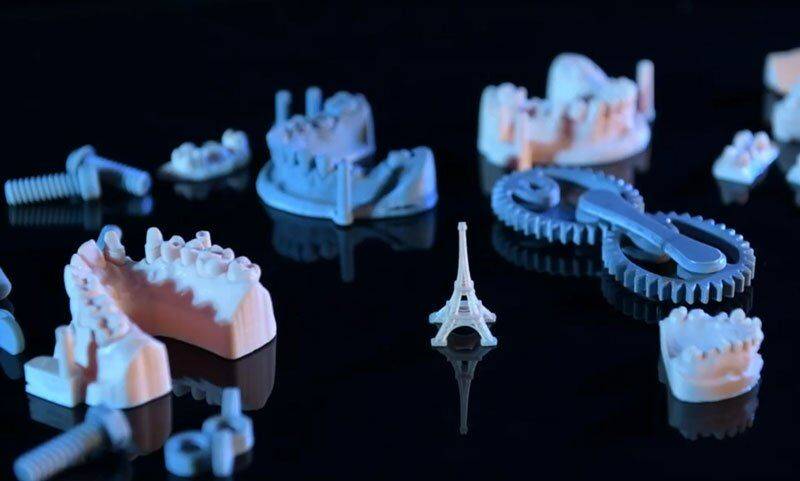
Вы, наверное, уже догадались, что чем меньше размер сопла в экструдере, тем более детальную модель вы сможете получить в результате 3D печати. Тонкое сопло отлично подходит для сложных фигурок, или если вам нужно напечатать очень тонкие стенки для обшивки самолета, или, например, модели с высокой прозрачностью и тому подобное.
На фото ниже показана напечатанная обшивка модели самолета, которая была сделана стандартным соплом диаметром 0,4 мм. Если эиу же обшивку напечатать соплом диаметром 0,2 мм, то вес (и прочность) уменьшился бы вдвое.
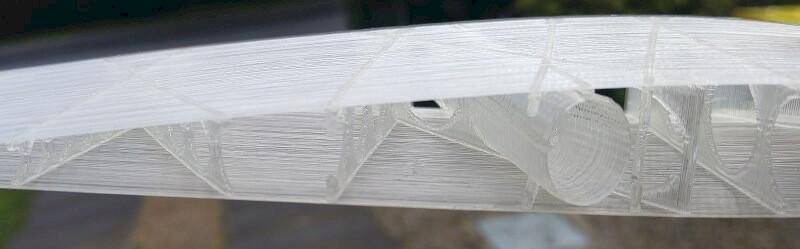
Стоит отметить, что 3D принтер с соплом 0,2 мм подает в два раза меньше материала, чем сопло 0,4 мм. И это фактически приводит к увеличению времени печати в те же два раза
При этом стоит обратить внимание, что прочность и детализация это обратные величины от времени. Так что для получения качественных 3D моделей с использованием тонкого сопла и высокого разрешения вам придется запастись терпением (раза так в 2 больше чем при печати стандартным 0,4 экструдером :))
В некоторых случая это обосновано, внекоторых это пустая трата времени…








Как правило, чем меньше размер сопла, тем выше вероятность возникновения проблем с 3D принтером. Особенно, если вы используете дешевые материалы – они могут хорошо проявить себя при печати невысоких моделей и более толстыми соплами, но если вам нужны детализированные модели, которые печатаются с использованием тонкого сопла, то стоит также озадачиться покупкой качественных нитей для 3D печати.
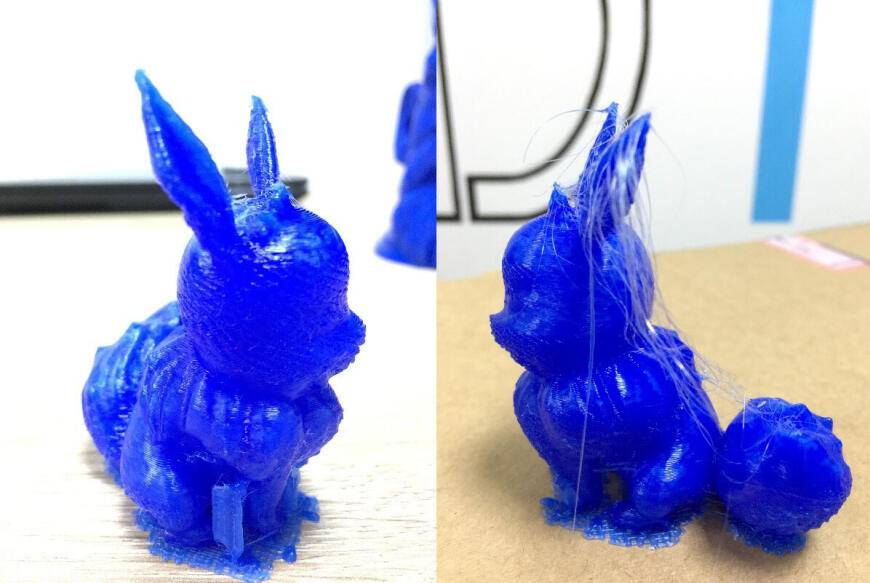
Другие факторы при 3D печати соплом тонкого диаметра менее очевидны – например, с выступами могут возникать проблемы. Это связано с тем, что каждый слой имеет меньшую ширину для следующего слоя. Преодоление мостов также может вызвать трудности.
Но есть и хорошие новости! Там, где формируются свесы, материал суппортов будет намного проще удалить, если печатается тонким соплом. Из-за повышения точности ваш слайсер может использовать минимум материала между вашей моделью и опорами, поэтому они будут легче отламываться и иметь меньше поврежденных контактных площадок, требующих шлифовки.
И, наконец, самое неприятное в тонком сопле – легкость, с которой оно засоряется. Если вы уменьшите размер до 0,2 мм или даже 0,1 мм, вам понадобится небольшая частица, чтобы засорить хотэнд. Надо очень внимательно следить за чистотой вашего материала для 3D печати и регулярно очищать сопло вашего 3D принтера. Иначе вы не оберетесь дополнительных ненужных проблем.
Стоит также уделить время пониманию взаимосвязи между размером сопла и толщиной слоя. Если вкратце, то первый параметр определяет детализацию по горизонтали (по осям x и y), а второй регулирует разрешение по вертикали или оси z.
DURAMIC 3D PETG Printer Filament 1.75mm Black

Пластик для 3D принтера Duramic PETG отличается стабильной и гладкой экструзией с отличной адгезией. При использовании с рекомендуемыми настройками у вас не возникнет никаких проблем с натягиванием или короблением 3D модели. Благодаря строгому контролю качества производства, компания гарантирует отсутствие пузырей, засоров и спутывания, обеспечивая гладкую и стабильную 3D печать. Эта PETG нить поставляется в закрывающемся алюминиевом пакете, в котором можно хранить катушку даже если ее начали использовать и решили заменить другим пластиком. Требуемая температура сопла составляет 240 ± 10 ° C, а температура нагрева стола – от 70 ° C до 80 ° C.
При производстве пластика Duramic используют восокоточные измерительные системы и системы контроля качества. Эти технологии производства обеспечивают точность диаметра пластика с допуском ± 0,05 мм на диаметре нити филамента 1,75 мм.
Цвет равномерный, без следов других оттенком. Он производится с использованием американского чистого сырья без переработанных вторичных отходов. Филамент Duramic PETG гарантирует исключительную надежность и качество, обеспечивая все ваши пожелания в плане качества материала по адекватной для такого качества цене.
Есть и дополнительные плюшки. Например, на бобине есть щкала, по которой можно сориентироваться в плане оставшейся текущей длины нити филамента и ее веса. Естественно, этот качественный PETG пластик не имеет запаха.
Достоинства:
- Экологичный и без запаха
- Обеспечивает стабильную и плавную 3D печать
- Исключительное качество и надежность
- Гарантия возврата денег
Недостатки:
Могут возникнуть проблемы при использовании сопла из латуни
eSUN 3D 1.75mm PETG Black Filament

Черный филамент eSun PETG 3D имеет диаметр 1,75 мм и точность размеров +/- 0,05 мм. Это отличный материал, сочетающий в себе преимущества материалов от других производителей. К ним относятся превосходная глянцевая поверхность, хорошая текучесть, высокая ударная вязкость, выдающаяся ударная вязкость, гидрофобность, небольшая степень усадки и отсутствие запаха. Черный пластик продается катушками весом 1 кг и отличается легкой подачей в ваш экструдер. Естественно, как и большинство высококачественных PETG пластиков в данном списке, он поставляется с вакуумной упаковкой, в которой запечатан осушитель, который защищает чувствительный к влаге PETG материал от влаги. Компания предоставляет на выбор 16 оттенков цветов.
Рекомендуемая температура экструзии / сопла составляет 240 – 255 ℃, скорость печати 30 ~ 60 мм / с и скорость перемещения 30 ~ 60 мм / с
Стоит обратить внимание, что ПЭТГ материал от eSun требует более медленной скорости печати, чем другие аналоги
Достоинства:
- Сочетает в себе преимущества других материалов из текущего топа
- Обеспечивает плавный и стабильный процесс 3D печати
- 100% биоразлагаемый
Недостатки:
- Нет отметок на катушке для оценки оставшегося материала
- Нет гарантии от производителя