Как выбрать держатель для электродов?
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной
При выборе следует обратить внимание на следующие параметры:
- Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.
- Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.

- Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
- Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
К дополнительным рекомендациям можно отнести совет по приобретению запасного сварочного держателя, который мог бы прийти на помощь в случае внезапной поломки основного.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Сверло Форстнера по дереву. Ударник мебельного производства
Пневматический нейлер. То о чём многие не знают
Назначение и варианты исполнения
Кабель кг, известный также как кабель сварка, предназначен для
- подключения сварочного аппарата к питающей силовой сети,
- передачи электрической мощности на держатель электродов.
В соответствии с этим большинство изделий рассчитано на эксплуатацию в сетях переменного тока бытовой и промышленной частоты с максимальным напряжением 660 В. При переходе на постоянный ток допустимое напряжение увеличивается до 1000 В.
Изначально КГ рассчитывался на условия эксплуатации, типовые для средней полосы и промышленного применения. Удачная конструкция вызвала появление ряда модификаций, расширивших область его использования. Их структура и исполнение отдельных элементов не отличается от прототипа, а получение тех или иных дополнительных свойств достигается изменением рецептуры материалов изоляции жил и оболочки. Серийно производятся такие варианты кабеля как
- холодностойкий с эластичной оболочкой и уменьшенной до -60°С рабочей температурой;
- тропический с увеличенной то +85 °С максимальной температурой оболочки, которая устойчива к воздействию плесневых грибов;
- особо гибкий с уменьшенным допустимым радиусом изгиба;
- с улучшенными противопожарными характеристиками за счет применения оболочки, которая не поддерживает процесс распространения горения.

Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы
Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В
Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
Маркировка:
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
 ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
Маркировка ВВГ:
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель. ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника. СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.
Длина сварочного кабеля
Чтобы не было неприятностей с инспектором, при наращивании сварочного провода следует учитывать, что по правилам пожарной безопасности он не должен превышать 40 м по длине. Официально удлинение жил не запрещено, однако вместе с ним увеличивается сопротивление провода, для преодоления которого нужно настраивать аппарат на максимальные нагрузки. Такой режим работы быстро изнашивает оборудование.
Чтобы величина сопротивления жил оставалась неизменной, увеличивают сечение. При удлинении провода в 2 раза сечение придется повысить тоже вдвое. При максимальной длине сварочного кабеля с учетом увеличения площади сечения его вес может стать больше чем у инвертора. Для сварки небольших металлоконструкций достаточно 5 — 10 м. Если этого мало аппарат подключают к электросети через удлинитель.
Соединяют сварочные кабели между собой несколькими способами:
- Скрутки просты в выполнении, достаточно надежны, но удлинять провода этим способом запрещено правилами установки электроустановок. Исключением являются случаи, когда они включены в технологии других соединений. Однако многим сварщикам запрет не мешает использовать их. Для надежного контакта очищенные от изоляции концы жил перед скруткой обрабатывают растворителем, а затем наждачной бумагой.
- Разъем типа «папа-мама» удобен для быстрого наращивания жил до нужной длины из нескольких частей. В магазинах имеется большой выбор по конструкции и сечению.
- Горячей пайкой соединяют небольшие по сечению жилы. Их концы зачищают до блеска, лудят, скручивают, обжимают плоскогубцами. Для защиты от окисления на поверхность наносят канифоль или флюс. В зависимости от сечения скрутку нагревают паяльником или горелкой. Припой вносят в пламя горелки или на жале паяльника, заполняя промежутки между проволочками. После остывания оставшийся флюс смывают.
- Опрессовку выполняют гильзами сделанными из того же материала что и кабель (медный или алюминиевый). Их надевают на скрутки и обжимают клещами.
- Надежное соединение выполняется контактной, газовой, термитной сваркой. В первом случае жилы сплавляются после нагрева дугой, создаваемой угольным электродом. Газовую сварку применяют для соединения только цельных алюминиевых жил сечением не больше 20мм². Для термитного сваривания потребуются специальные патроны.
К стационарному оборудованию жилы подключаются через кабельные наконечники, которые опрессовываются или припаиваются. На переносных инверторах установлены разъемы с гнездами, обозначенными «+» и «―». Штекер с проводом от держателя при прямой полярности вставляется в гнездо «―».
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin – мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская компания “Сварог” выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.

Шведский концерн ESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше.
Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.
Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL – надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ – отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа
При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд – крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская компания “Асанта” открыла собственное производство электрододержателей и клемм заземления под торговой маркой “Сатурн“. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Как выбрать держатель для сварки
Держатель электродов подбирается по типу наиболее часто выполняемых сварочных операций
При сравнении моделей обращают внимание на следующие характеристики:
- технические данные. Здесь имеет значение максимум по току. Нужно, чтобы он превышал паспортные возможности сварочника на 10%;
- диаметр устанавливаемых электродов;
- габариты и вес. При внушительном объеме ежедневно выполняемых работ эти параметры очень важны;
- тип подключения сварочного кабеля. Предпочтительнее резьбовое. Китайский вариант с обжимным соединением брать не рекомендуется;
- условия для сварки. Материал корпуса должен выдержать низкую температуру и повышенную влажность, если предстоит работать на открытом пространстве;
- цена. Ценовой диапазон на электрододержатели достаточно большой. Для мелких, периодических работ можно выбрать дешевый вариант, удовлетворяющий предыдущим критериям. Все зависит от выполняемой задачи. Сварщикам-профессионалам нужно устройство подороже;
- рекомендуется держать в резерве недорогой держак на случай поломки основного в процессе наложения шва.
Продлить срок службы аксессуара поможет регулярный уход. Зажим следует каждый раз очищать от окалины и загрязнений. При контакте электрода с чистыми губками и шов получается более ровным и качественным.
Главные требования к держателям
Качество электрододержателя напрямую влияет на результат сварочных работ. Поэтому при выборе нужно учитывать следующие факторы:
- Зажимная часть должна быть латунная.
- Устройство должно быть легким, компактным и удобным в руке.
- Качество изготовления зажимных губок.
- Контакт с электродом должен быть плотным.
- Предпочтение лучше отдавать средней ценовой категории.
- У хорошего держателя удлиненная ручка с рифлениями, предотвращающими скольжение в руке.
- Вид и состояние изоляции на рукоятке, от которой зависит безопасность сварщика.
- Электроды должны надежно крепиться под разными углами.
- В идеале держак выдерживает 6000 циклов установки и снятия.
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Или таким:
Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Как производить в сварочном аппарате подключение проводов
При покупке нужно обратить внимание на то, укомплектован ли аппарат сварочным кабелем. Кроме кабеля для подключения, должны быть ещё 2 кабеля
Один крепится на деталь, другой идет к держателю электрода. Обычно они короткие, в пределах 2 метров, а этого недостаточно. Кабели должны быть приварены, а не прижаты. .
Для удлинения кабелей нужно подключить кабель нужной длины. Для этого нужно найти впереди корпуса два выхода один “+”, другой “-”
Очень важно, чтобы полюса были подключены правильно
Соединение проводов в аппарате.
Для того чтобы их подключить,нужно найти спереди в корпусе сварочного инвертора два разъема с маркировкой плюс «+» и минус «-».Обязательно перепроверяйте, так как кабели во избежании неприятностей следует правильно подключить. “+” подключают к электрододержателю, а “-” к детали. После присоединения ещё раз нужно убедиться, что кабеля и аппарат находятся на сухой поверхности. После этого подключить кабеля к детали и к держателю и можно начинать работу. Конечно, для начала нужно отрегулировать ток на нужную величину, которая зависит от толщины свариваемого материала. Если это сварка провода, ток должен быть минимальным, около 70 а. Также перед тем, как подключать аппарат, нужно выяснить, на какое он рассчитан напряжение.
Провод для сварочного аппарата, сечение
Чтобы использовать провод для сварочного аппарата нужно придерживаться некоторых правил. Кабель прокладывают только напрямую к детали или к держателю. что бы присоединить удлинитель для сварочного аппарата, сечение провода не должно быть меньше, чем сечение на проводе, который идет от аппарате. Неправильный выбор сечения ведет к перегреву. Кабель не должен быть слишком длинный и его нельзя сворачивать кольцами, так как это может привести к появлению индукции.
Сечение на кабеле от аппарата к держателю бывает от 10 до 50 кв. мм в диаметре., а от аппарата к розетке от 2.5 до 70 кв. мм, количество жил обычно от 2 до 5. Жилы изготовлены из меди, допускается нагрев до 70 градусов. Обмотка изготавливается из резины на основе каучука, синтетического или натурального.
Провода для сварочного аппарата Ресанта
Кабель для Ресанта Провод для сварочного аппарата Ресанта можно купить у официального дилера, Они продаются обычно с клеммами, если это провод для массы для сварочного аппарата или для держателя. Также можно купить силовой кабель для него. Цена, как и обычно, зависит от количества. Обычный провод может обойтись от 1000 руб. Причем оба провода для сварочного аппарата продаются в одной цене. Но можно и попробовать самому приварить края провода, если нужно немного удлинить, например до 5 метров. Вопросов с покупкой кабеля не должно существовать, главное, придерживаться принципа при удлинении насчет соответствия диаметра сечения, как указывалось выше.
Внимание покупателей подшипниковУважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи, производитель – Quattro Elementi (Италия). Характеристики: тип “крокодил”; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

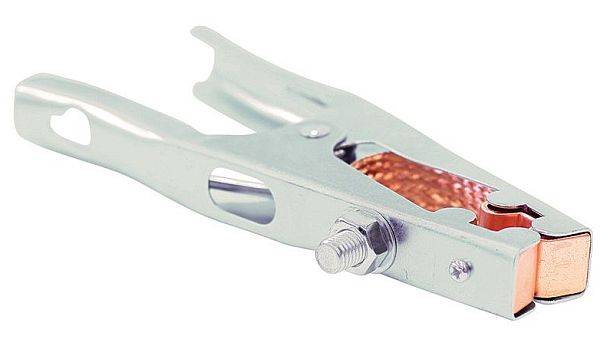
Зажим массы Skrab 27621 300А (на картинке), производство – Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя “Корд”. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство – Китай.
Важно! Следует отметить, что практически все производители и продавцы сварочного оборудования также предлагают клиентам и клеммы заземления. Поэтому к услугам начинающих и профессиональных сварщиков предоставлен широкий выбор механизмов.
Самостоятельное изготовление держателя электродов
Своими руками из подручных средств проще всего изготовить держатель в форме трезубца. Для этого используется стальная проволока круглого или переменного сечения диаметром порядка 8 мм. От нее отрезают три куска длиной около 20-25 см. Два из них слегка изгибают и сваривают между собой нижними концами так, чтобы куски располагались в одной плоскости, а их верхние концы образовывали крайние зубья вилки.
Третий кусок делают чуть короче остальных. Ему также придают легкий изгиб, ориентируя его в плоскости, перпендикулярной первым двум заготовкам.
Для надежного и плотного соединения сварочного кабеля с полученной конструкцией его конец оголяют на 6-8 сантиметров и плотно обматывают стальной проволокой малого диаметра. Получившийся наконечник приваривают к длинным нижним концам крайних прутков держателя. Рукоятку делают из куска резинового шланга, эластичной пластмассовой трубки или диэлектрической оболочки провода нужного диаметра, натягивая его с тыльной стороны. Наглядно процесс изготовления продемонстрирован в следующем видео
Обзор популярных моделей
Среди большого разнообразия моделей электрододержателей и брендов наибольшей популярностью у сварщиков пользуются следующие производители и марки.
Электрододержатель ЭД-40 «Корд» (Россия) работает по принципу клещей. Отличается возможностью установки электрода под несколькими углами и регулировкой усилия пружинного прижима. Работает с электродами диаметром до 6 мм в быту и на производстве.

Электрододержатель DE 2500 пружинного типа от компании ABICOR BINZE (Германия) эргономичен и надежен. Обеспечивает жесткую фиксацию электрода в четырех позициях. Варит током до 500 А. Современные изоляционные материалы ручки выдерживают большие нагрузки и надежно защищают от электротока.

Электрододержатели Esab
Электрододержатель Esab от лидера на рынке сварочного оборудования обеспечивает идеальный подвод тока и прочное закрепление электрода.
- эргономичное исполнение и современный дизайн;
- небольшие габариты без выступающих частей;
- им просто работать;
- максимальный контакт токопроводящих частей;
- благодаря конструкции рукоятки можно использовать длительное время;
- работает во всех пространственных положениях;
- для установки электродов предусмотрено два отверстия: под 45 и 90°;
- электробезопасность.
На рынке представлены следующие модели электрододержателей Esab:
- Esab 200, 400 и 500;
- Optimus;
- Eco Handy;
- Eco Confort;
- Prima.
Eco Handy 300
Электрододержатели Eco Handy 300 ЭСАБ предназначены для использования со всеми видами сварочного тока при выполнении наплавки и ручной дуговой сварки. Номинальный ток нагрузки – 300 А.

Мощный резьбовой стержень составляет основу зажима. Он изготавливается из латуни для наилучшей токопередачи. Контактные участки с антикоррозионным покрытием. Конструктивное исполнение и подбор материалов исключают подгорание контактов. Ручка из высокопрочного изолирующего материала обеспечивает безопасность. Для подключения сварочного кабеля сечением 50 мм² используется винтовое соединение.
Электрододержатель Esab Handy 300 отличается удобной и надежной эксплуатацией. Незаменим при сварке в труднодоступных местах, где пружинная фиксация неприемлема.
CONFOT 200 ESAB
Электрододержатели (electrode holder) Esab Confort 200 имеют рычажную конструкцию. Применяются для фиксации стержней, манипулирования при работе и токопередачи.
Устройство предназначено для работы с номинальной нагрузкой по току 200 А. Подходят для сварки и наплавки с использованием любого источника тока.
Державка имеет прочную конструкцию. Состоит из мощного рычажного механизма, плотно прижимающего электрод. Контактные поверхности защищены от коррозии. Материал исключает образование пригара и выгорания контактов.
Для подключения применяется сварочный кабель сечением 35 мм² и винтовой фиксатор. Для изготовления съемной ручки использован изолирующий пластик.
ESAB PRIMA
Электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм.

Головка держателя имеет литую, закрытую форму. Головка и рукоятка полностью изолированы. Для установки и замены стержня достаточно нажать ручку. Электрод оголенным концом вставить в отверстие и отпустить рукоятку. Может быть левое, правое или прямое положение стержня. Для подсоединения кабеля рукоятка свинчивается. Через нее пропускается шнур и заводится в держатель. Положение фиксируется винтом и медной пластиной.
СИБРТЕХ ЭД
Электрододержатель СИБРТЕХ ЭД-500 А предназначен для сварочных операций всех степеней сложности. Он прост в применении и крепко держит электрод. Устройство отличается прочностью и надежностью в работе.
Электрододержатель СИБРТЕХ ЭД – универсальный вариант для начинающих и профессионалов.
В держателе использован принцип прищепки. Установка и замена электрода происходит быстро, без дополнительных усилий. Корпус и рукоятка выполнены из ударопрочного пластика с изоляционными свойствами.
Держатель рассчитан на использование с электродами сечением 2–6 мм. Максимальный ток – 500 А. Жила подсоединяемого сварочного кабеля – 50–70 мм².
Электрододержатель «Кедр» type 200A универсальный, прочный и удобный. Держатель жестко фиксирует и удерживает электрод в 4 положениях. Изоляционный материал овальной ручки выдерживает высокие нагрузки.
Номинальный ток сварки – 200 А.

Помимо универсальных устройств производятся специальные электрододержатели. Они позволяют варить сразу несколькими стержнями или трехфазной дугой.
Магнитная прищепка
Такие клеммы производятся в 2-х вариантах: постоянные и электромагнитные модели. А также они подразделяются на универсальные (применяются для простого крепления к металлическим деталям) и угольники (предназначаются для сварки конструкций под определенным углом).
Магнитная основа позволяет обеспечивать прочное присоединение и к самим клеммам, и к отдельным металлическим частям. После их использования на поверхности изделия не будет следов, хотя многие модели других клемм оставляют их на металле.
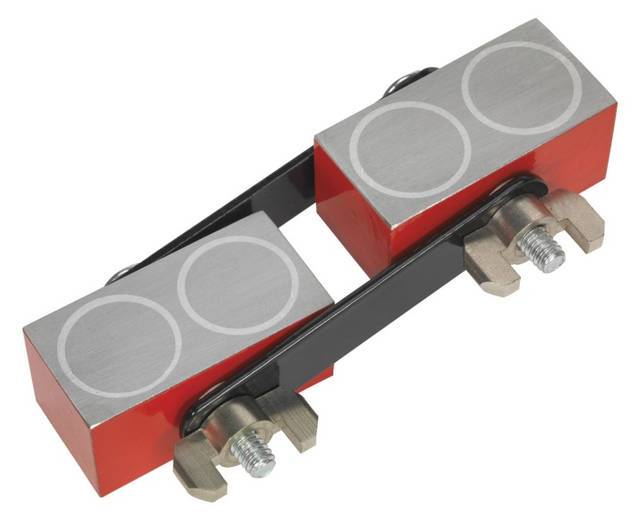
Магнитные образцы прочно фиксируются во время сварки, их смещения в процессе работы не произойдет. Кроме этого, такие модели можно закрепить практически в любое место, поэтому их удобно использовать при сварке в труднодоступных местах конструкций.
Но магнитные клеммы лучше не брать для работы с мелкими изделиями, в том числе с проволокой или арматурой. Данное устройство следует регулярно полностью очищать от металлической стружки.

Виды автоматов
Классификация автоматических выключателей происходит по следующим параметрам:
- количество полюсов;
- номинальный и предельный токи;
- применяемый тип электромагнитного расцепителя;
- максимальная мощность отключаемой способности.
Рассмотрим по порядку.
Количество полюсов
Количество полюсов — такое количество фаз, которое способен защищать автомат. По количеству полюсов автоматы могут быть:
- Однополюсные. Обеспечивается защита одного выходящего провода, одной фазы.
- Двухполюсные. Как правило, это два совмещенных однополюсных автомата с одной общей ручкой управления. В ситуации, когда ток одного из автоматов превышает разрешенную нагрузку происходит отключение обоих устройств. Используются двухполюсные автоматы для полного отключения нагрузки (одна фаза), отключая рабочую фазу и рабочий нуль.
- Трехполюсные. Используются с трехфазными цепями, при превышении нагрузки происходит отключение трех фаз одновременно. Такие автоматы так же имеют один общий размыкатель цепи.
- Четырехполюсные. Аналогичны двухполюсным, но предназначены для работы с трехфазными цепями. При превышении нагрузки происходит размыкание трех фаз и рабочего нуля одновременно.
Номинальный и предельный токи
Тут все просто — такая сила тока, при которой автомат будет размыкать цепь. При номинальном токе и даже немного больше заявленного будет осуществляться работа, однако только при превышении предельного тока на 10–15% произойдет отключение. Обусловлено это тем, что достаточно часто стартовые токи превышают предельно возможные токи на небольшой промежуток времени, поэтому в автомате есть определенный запас времени, по истечению которого произойдет размыкание цепи.
Тип электромагнитного расцепителя
Эта деталь автомата, которая позволяет размыкать цепь при коротком замыкании, а так же в случае повышения тока (перегрузки) на определенное количество раз. Расцепители разделяются на несколько категорий, рассмотрим самые популярные:
- B — размыкание при превышении номинального тока в 3–5 раз;
- C — при превышении в 5–10 раз;
- D — при превышении в 10–20 раз.
Максимальная мощность отключаемой способности. Такое значение тока короткого замыкания (определяется в тысячах ампер), при котором автомат останется рабочим после размыкания цепи из-за короткого замыкания.
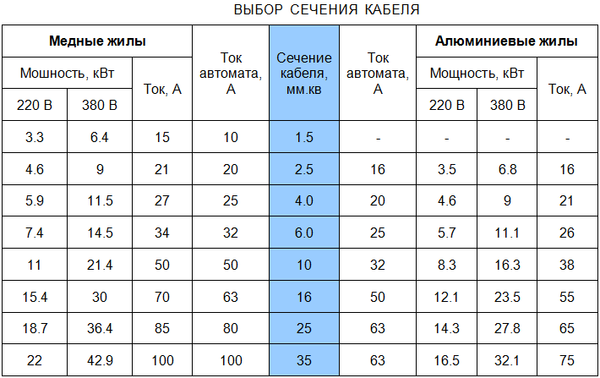
Подбор оптимального сечения кабеля
Каждый кабель, как и автомат, имеет определенный разрешенный ток нагрузки. В зависимости от сечения и материала кабеля варьируется и ток нагрузки. Для выбора автомата по сечению кабеля следует использовать таблицу.
Необходимо заметить, что допускается выбирать кабель с небольшим запасом, но никак не пакетный выключатель! Автомат должен соответствовать планируемой нагрузке! В соответствии с правилами устройств электроустановок 3.1.4 — токи уставок автоматов следует выбирать такие, которые будут меньше расчетных токов выбираемых зон.
Рассмотрим на примере, на определенном участке электропроводка проложена кабелем сечением 2.5 мм квадратных, а нагрузка составляет 12 кВт, в данном случае при монтаже автомата (по минимальному току) на 50 А произойдет возгорание проводки, так как провод с данным сечением рассчитан на разрешенный ток в 27 А, а через него проходит значительно больше. В данном случае разрыва цепи не происходит, так как автомат адаптирован под данные токи, а провод — нет, автоматика отключит автомат только в случае короткого замыкания.
Пренебрежение данным правилом грозит серьезными последствиями!
Именно благодаря такому принципу проводка никогда не перегреется и, следовательно, не произойдет возгорания.